
浅谈悬臂轴的加工工艺
2023-05-23 10:42张斯纬徐同强李政治薛垂允王士军毕雪
纺织服装周刊 2023年6期
关键词:动平衡
张斯纬 徐同强 李政治 薛垂允 王士军 毕雪

本文介绍了高速旋转的悬臂轴类零件的设计、加工方案,特别是碳纤维设备的工作环境对悬臂轴的特殊要求,有针对性的制定加工工艺路线。涉及关键词:高速旋转;悬臂轴;动平衡;焊接变型;锥孔轴承。
1引言
近几年随着我国科技经济的发展,纤维类的产品需求和品质需求逐年递增,这对我国的碳纤维生产企业是绝对的春天,同样对碳纤维设备制造业带来了机遇和挑战。关于碳纤维设备的设计、工艺制定、零件加工、组装,其中要克服很多机械原理上的问题,现就对悬臂轴类零件设计加工难点做一点分析。
碳纤维的生产分为聚合生产线、原丝纺丝生产线、碳化生产线,其中原丝生产线的设备基本上采用悬臂式结构,这主要是基于操作安全方便,随着市场对碳纤维需求的激增、碳纤维品质提高,以及生产成本的控制,对设备的要求越来越高。设备转速必须加快,辊体加粗,设备传动精度必须提高,最终对零件加工的难度要求加大了,比如悬臂轴(牵伸辊)。
2碳纤维设备上悬臂轴的特征
2.1零件的几项数据
辊面长度1800毫米,直径370毫米,壁厚20毫米,轴头长度945毫米,轴头和辊体的辊壳配合长度300毫米,总重970公斤,这种工件重量大,转速550r/s,所以要求轴头和辊壳配合部分必须热装不能焊接。如下图:
2.2零件的平衡要求
零件必须做动平衡(不平衡力矩小于1300g.mm),并且必须加重,加重时不能采取焊接方式。
2.3零件工作环境
另外,由于零件工作环境是三分之一的直径浸泡在液体内,所以辊体端面必须是封闭的,液体不能进入辊体内部,封闭的方法要排除所有的胶类粘堵,所以只能焊接。
2.4零件的跳动影响原因
为实现悬臂辊体的易安装、易拆卸,所以轴承选择锥孔轴承,辊体的轴肩断面必须和轴承台阶外圆垂直,否则装配后对辊体外圆跳动影响很大。
3悬臂轴问题的解决方案
以上的要求使悬臂轴加工工艺难度倍增,针对以上四个问题,可采取如下方案。
3.1针对2.1问题制定加工工艺
针对2.1问题来说,辊体的重量要轻一点对整体设备运行都是有利的,根据转动惯量的定义,辊体运行的惯量同辊体的重量有关,所以必须降低重量,还要兼顾辊体的刚性,因此对辊体内径采取镗阶梯孔,如图一中件2,从右向左内径镗孔逐步减小的阶梯来减少重量,同时保证辊体的刚性,避免高速旋转时产生柔性变型。镗孔使用的设备是深孔镗床(普利森T2235),镗5刀,每一刀的切削量为5毫米,加工后孔径分别为Φ314,Φ324,Φ334,Φ344,Φ354,最右端的孔壁厚为8毫米,Φ314作为件1和件2的热装尺寸。镗孔转速为50 r/s,走到速度为22毫米/分钟,刀盘采用双刀片,加滚压结构。
3.2针对2.2问题制定加工工艺
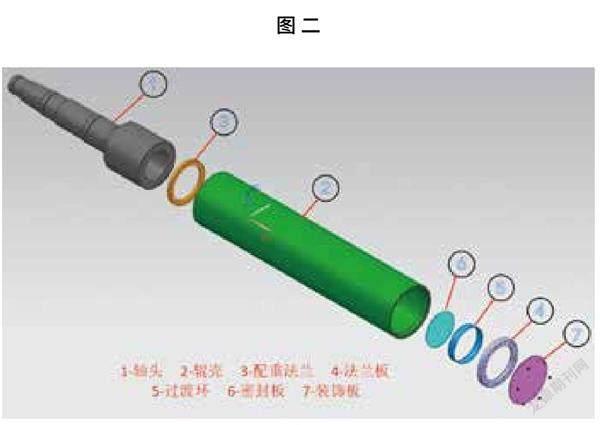
针对2.2问题来说,高速旋转的悬臂轴类件,动平衡要求必须要好,防止不平衡造成设备振动,这样对碳纤维的原丝牵伸效果严重影响,由于必须加重,并且加重不能采取焊接方式,因为去重要在辊体两端面处打孔,左边打孔会造成如图一件1和件2热装处松动,件2右边的端面壁厚只有8毫米,没有去重的空间,所以去重不可行,那么只有加重,采取焊接加重时,由于件2材质是304不锈钢,动平衡必须是在成品后做,焊接容易造成辊体变型,因此在件1和件2热装前做工艺法兰如图件3和件4,件3焊接在件1 的端面上,件4 热装在件2最右端的内孔里,件3和件4 端面事先加工一周均布丝孔,作为安装配重块位置,这样无论不平衡量在哪个点,都能找到安装配重块的丝孔,并且辊体右端的配重块要加在件4的左侧,最终配重块全部在件2辊壳内部。如图二。
3.3針对2.3问题制定加工工艺
针对2.3问题来说,由于零件工作环境是三分之一的直径浸泡在液体内,所以辊体端面必须是封闭的,液体不能进入辊体内部,封闭的方法要排除所有的胶类粘堵,所以只能焊接,由于辊件辊面要求全跳动小于0.08毫米,外圆尺寸要求正负0.025毫米,密封必须在辊件成品后实施(辊体所有尺寸加工完毕后,要做动平衡,平衡后才能密封),否则辊件无法磨削加工,并且件1的材料是304不锈钢,如果采取件2右端面封堵焊接,产生的变型量远远超过辊件的技术要求,必须想办法消除焊接变型量,因此在热装件4之前,先把件5和件4焊接在一起(密封焊接),在辊件成品后把件6焊接在件5 上(密封焊接),因为件5和件6的材料是2毫米的不锈钢板,件5的长度起到延长的作用,采用冷焊机焊接,这样产生的热量小,变形量也小,焊接产生的热量及变型通过件5过渡,把热量和变型得以缓冲,不会使件4的变型大影响到件2(在实验中验证过,如果取消件5,件6和件4相互焊接,件2 的外圆,从右端往左会延伸500毫米长度产生变型在0.5—0.2毫米),焊接后,这样件2内部形成一个密闭腔,辊件在工作时液体不会进入。
3.4针对2.4问题制定加工工艺
针对2.4问题来说,悬臂辊体的安装、维修拆卸都很麻烦,所以轴承选择锥孔轴承,并且悬臂辊件由于重量及悬臂结构极易产生装配后辊面跳动,辊体的轴肩端面必须和轴承台阶外圆垂直,否则装配时锥孔轴承锥套同轴肩不能很好贴合,那么轴承装配不正,对辊体外圆跳动影响很大,所以在辊件磨削成品后,必须上车床四爪找正,保证辊面跳动在技术要求内,再车平轴肩端面,保证轴肩端面和轴承台阶外圆垂直,这样锥套和轴同心,轴承安装才能和轴同心,这样才能确保悬臂辊件旋转跳动合格。
4总结
以上是针对悬臂类辊件设计加工的几点探讨总结,特别是高速纤维类生产大型设备辊件注意点。
猜你喜欢
一重技术(2021年5期)2022-01-18
测控技术(2018年12期)2018-11-25
制造技术与机床(2017年5期)2018-01-19
汽车之友(2017年18期)2017-10-31
河北地质(2016年1期)2016-03-20
橡胶工业(2015年2期)2015-07-29
制造技术与机床(2015年10期)2015-04-09
电机与控制应用(2015年7期)2015-03-01
组合机床与自动化加工技术(2014年9期)2014-03-01
天津冶金(2014年4期)2014-02-28
