
薄膜蒸发器内流场分布与传输特性数值模拟研究
2023-05-16 09:22:02王志文陈入领彭倚天
东华大学学报(自然科学版) 2023年2期
王志文,陈入领,黄 瑶,邹 鲲,彭倚天
(东华大学 机械工程学院, 上海 201620)
在现代化工、医药和食品等工程领域中存在大量的液料浓缩和蒸馏环节,液料大多存在黏度高、耐热性差、易结晶结垢等问题,传统的蒸发设备往往难以满足液料的蒸发浓缩需求[1-4]。薄膜蒸发器是一种在低压条件下利用旋转刮板的机械刮擦作用,使液料在壁面成膜以促进液料快速浓缩的高效蒸发设备,具有传热系数大、停留时间短、适用黏度范围广等优势,现已广泛应用于食品、化工、环保、制药等领域[5-7]。图1(a)为直列刮板式薄膜蒸发器的结构简图[8-9]。
学者们对直列刮板式薄膜蒸发器内的流场特征进行了较为详细的研究。Godau[10]指出,在薄膜蒸发器内,当形成的液膜厚度大于壁面与刮板间的间隙时,叶片前缘会呈现螺旋状的流动结构,间隙间则为库埃特流动,并给出了薄膜蒸发器内的三维流场结构,如图1(b)所示。Komori等[11]以玉米糖浆为原料进行刮膜试验,结果发现流场轮廓与图1(b)一致;在三维流场轮廓图中取一径向截面得到流场的二维轮廓图,基于二维流场轮廓创建单相物理模型,设置右边为液料进口、左边为液料出口,对二维下的流场内部速度矢量图进行数值模拟(见图1(c)),结果显示,刮板前缘的液团内部流场呈圈形流动,这与空间中的螺旋状结构相对应。Komori等[11]的研究验证了Godau推导的理论流场结构的正确性,但是,他们采用的是固定气液界面的单相流模拟,无法准确反映流场中气液界面存在的流场变化情况,研究方法还存在一定的改进空间。

图1 薄膜蒸发器模型简图及内部流场示意图Fig.1 Schematic of thin-film evaporator and inner flow field
近年来,国内也有不少学者对刮膜蒸发设备内的流动状态展开研究,其中不少研究采用了数值模拟的方法。贺小华[2]基于文献[11]的固定气液界面的方法,建立了薄膜蒸发器内的三维单相流模型,集中研究了水等低黏流体在薄膜蒸发器内的流动和传热特性,但无法真实反映气液界面变化情况。周怒潮等[12]通过构建薄膜蒸发器二维两相流模型,研究了薄膜蒸发器内刮板角度、数量和倾角等因素对流场的影响,该模型虽真实反映了薄膜蒸发器内二维流场的变化,但未体现液料在蒸发器中的轴向传输特性。
综上所述,目前对于薄膜蒸发器内流场特性的数值模拟研究已有一定的基础,但研究中建立的仿真模型大多难以准确反映三维空间中薄膜蒸发器内流场的变化情况,这使得对于薄膜蒸发器内液料的径向混合特性和轴向传输特性的认识尚存不足,无法根据液料的特性对薄膜蒸发器进行有效设计和改进。为了加深对薄膜蒸发器中液料的径向混合和轴向传输特性的认识,本文通过Fluent数值模拟软件,以薄膜蒸发器中常处理的高黏假塑性流体液料为模拟介质,采用多相流VOF模型追踪气液界面,建立薄膜蒸发器内气液两相流三维稳态数值模拟模型[13-14]。先将模拟结果与现有理论流场图进行对比验证,然后分析薄膜蒸发器内液料的径向混合特性和轴向传输特性,同时探讨液料黏度对液料流动特性的影响。研究结论有望为大型蒸发刮膜设备的刮板设计和改进工作提供参考。
1 建模及其求解设置
1.1 物理模型及网格划分
为确保仿真模拟的实际意义,采用的物理模型(见图2(a))的主要尺寸和后续的相关工艺参数均参照文献[15],即模型高100 mm,外径164 mm,内径120 mm,刮板宽2 mm,刮板顶端距离壁面0.5 mm。模型的4个直列刮板相间90°周期分布。因模型具有对称性,为简化计算,取原模型的1/4创建三维周期性网格模型。薄膜蒸发器内刮板前沿及其附近的液流流动较为复杂,为获得更为准确的气液相界面结果,需对壁面和刮板前沿附近的区域进行网格加密。模型通过Fluent meshing进行网格划分。采用3种不同尺度的壁面网格细化方案,网格尺度分别为0.2、0.3、0.4 mm;采用boi局部网格加密方法对薄膜蒸发器的壁面与刮板前端区域进行网格加密,在壁面处创建5层边界层网格;最后采用四面体网格填充模型。3种模型的网格数量分别为356万、238万和156万。建模并模拟后发现3个模型的力矩变化相差均在5%以内,流场特征也无明显改变,故采用0.3 mm尺度下的网格作为后续的网格模型,如图2(b)所示。
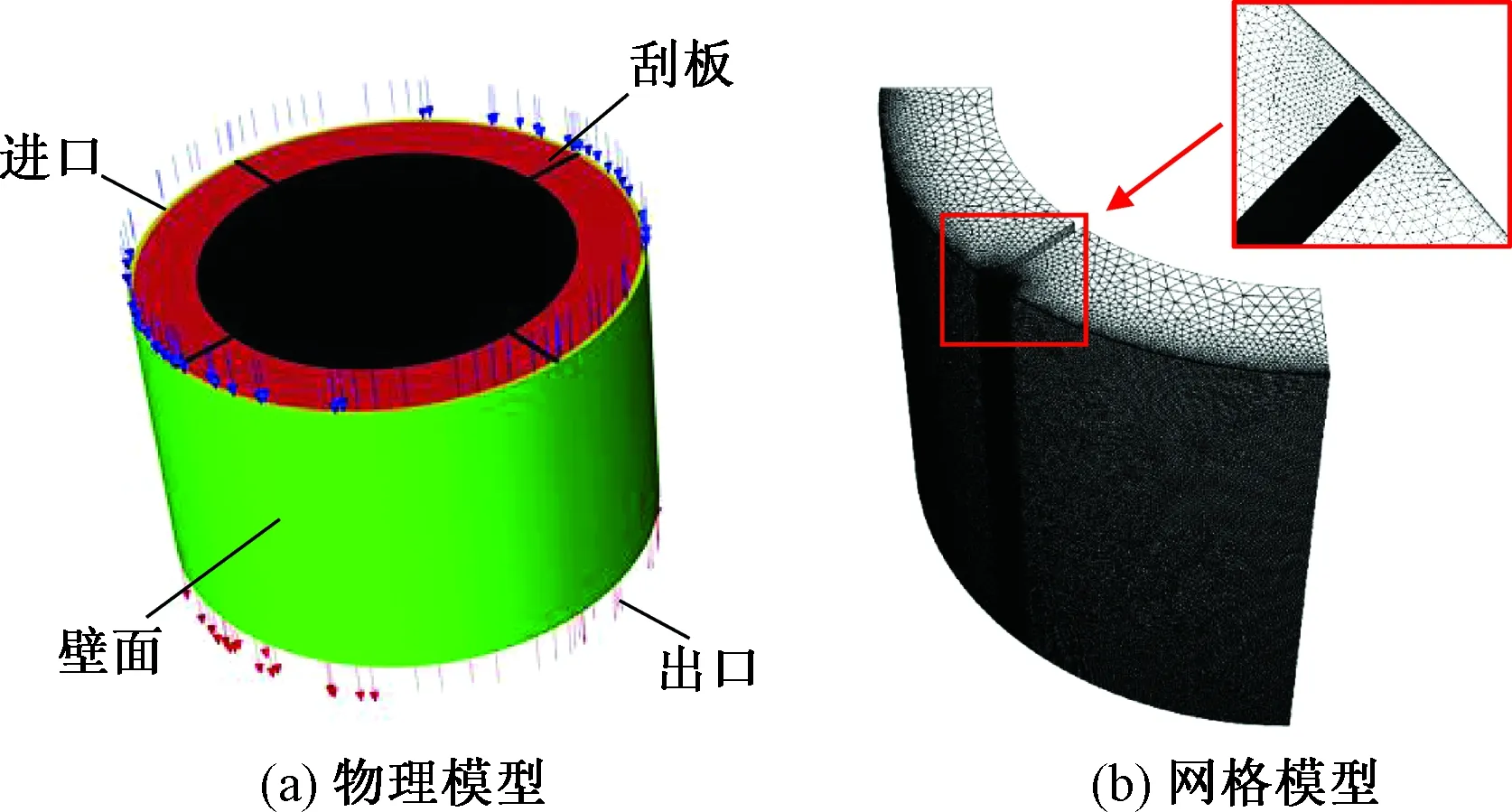
图2 薄膜蒸发器物理模型和网格模型Fig.2 Geometry model and mesh model of thin-film evaporator
1.2 数学模型
在不考虑传热和传质的前提下对薄膜蒸发器内液膜的流动特性进行研究,鉴于研究对象的复杂性,假设流体不可压缩且互不相溶[16]。模拟中,流体从刮板与壁面间的小缝中流出,对于这种小缝出流的情况,采用壁面函数近似求解可能会导致模拟结果不合理,故采用κ-ω湍流模型,在加密近壁面处网格的条件下,通过近壁面网格模型直接求解壁面处的流场流态。Fluent软件中常用的多相流模型包括离散相模型、VOF模型、Mixture模型及欧拉模型。刮膜蒸发主要属于气-液分层流动,为了更好地捕捉到刮膜蒸发过程中的气-液界面特性,采用VOF模型进行模拟[17]。在薄膜蒸发器内,液料在旋转刮板的刮擦作用下在壁面成膜,同时也在重力的作用下沿壁面向下流动,此时,气-液两相间的表面张力与壁面接触角均会对液膜的流动状态产生重要影响,因此需要在动量方程中加入表面张力的源项,从而对表面张力进行建模,本文采用连续表面力(continuous surface force,CSF)模型。
1.3 求解设置
1.3.1 边界条件和求解方法
由图2所示物理模型可知,在模型四周设置环状进口,采用流量入口,进料量为6 kg/h。底部整体设置为压力出口。采用单参考系模型(single reference frame,SRF),设置流体域转速为120 r/min,外壁面为移动壁面,相对于流体域的速度为零,刮板为移动壁面,绝对速度设置为零。采用Fluent中的3 D稳态求解器求解,考虑重力,g=9.8 m/s2。压力差值采用body force weight格式。采用压力-速度耦合求解方法,以二阶迎风算法求解动量方程,其余方程均设为一阶迎风算法求解[18]。
1.3.2 液料属性
从文献[19-20]中选取与Komori等[11]的研究中黏度相近的几种假塑性流体液料作为研究对象,液料为3种不同质量分数的红薯粉悬浮液。假塑性流体液料在受到剪切力作用时会迅速发生稀化,液料的表观黏度会迅速向无限剪切黏度靠近;剪切力消失后,液料的表观黏度又迅速恢复至零切黏度附近。设置3种液料均为单相,均服从式(1)~(3)所示的幂律方程,表1为3种不同质量分数红薯粉悬浮液的幂律模型参数,除黏度外,3种液料的其余参数皆与水相同。
μ=k·Sn-1
(1)
μ∞<μ=k·Sn-1<μ0
(2)
式中:μ为黏度,Pa·s;S为剪切速率,s-1;n为非牛顿指数,无量纲;k为稠度系数,Pa·sn。引入黏度的数值极限μ∞和μ0,Pa·s。μ∞为液料受到无限剪切力时的黏度,也称无限剪切黏度;μ0为液料不受剪切力时的黏度,也称零剪切黏度。
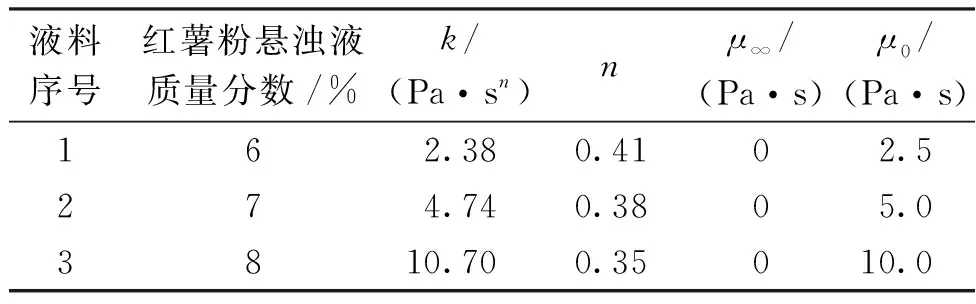
表1 不同质量分数红薯粉悬浮液幂律模型参数
2 薄膜蒸发器内基本流场结构分析与验证
模拟发现,3种液料的表观黏度变化相似,为了对薄膜蒸发器内流场的基本特征进行验证,先以液料3的模拟结果为对象进行分析。图3(a)为截取的1/4周期模型,45°处为刮板所处位置,从顶部看,刮板做顺时针旋转运动,0°~45°为上一刮板刮擦过且当前刮板即将要刮擦的区域,45°~90°为当前刮板已经刮擦过的区域。提取模型中进口处向下20~21 mm壁面上的表观黏度和剪切速率数据,以散点图形式沿周向进行绘制,如图3(b)所示。由图3(b)可知:45°刮板所在方向上液料的表观黏度出现明显的凹峰,同时该处的剪切速率出现明显的凸峰;除刮板附近外,壁面处的其余位置剪切强度较低,液料表观黏度均在零剪切黏度附近小幅波动。这是因为模拟采用的是假塑性流体,该流体在流动过程中的表观黏度随剪切速率的增大而减小,即出现剪切稀化现象。

图3 薄膜蒸发器内的液相分布及相黏度变化图Fig.3 Diagram of liquid phase distribution and its viscosity change in thin-film evaporator
在刮膜过程中,刮板处的液料受到剪切力的作用,表观黏度迅速降低,流动性增强,液料更容易通过刮板与壁面间的间隙在壁面成膜。当刮板离开后,剪切力下降,液料黏度恢复,壁面黏附力增大,已铺展开的液膜也更容易在壁面上保持完整。如图3(c)所示,假塑性流体液料在旋转刮板的作用下在壁面铺展形成完整的液膜。图3(d)为进口处向下20 mm处的相截面。在刮板的刮擦作用下,大部分液料能够很好地通过壁面与刮板间的间隙,剩余部分液料则会在刮板与壁面间堆积成液团,该液团又被称为圈形波。从形状上看,截面相图中的气液界面轮廓与Komori等[11]模拟时所使用的二维物理模型的外形基本一致[8]。为了表征圈形波的尺寸,测得圈形波的最大径向直径a和最大切向直径b,而后将(a+b)/2作为圈形波的当量直径,用于反映圈形波的变化趋势。
图4(a)为流场的三维相图。从图4(a)可以看出,二维截面中液料在刮板前缘堆积成的团在三维空间中呈圆柱状,液料堆积在刮板前缘并靠重力向下传递,该流场的轮廓特征与现有理论流场图基本一致[2,10]。图4(b)为流场的迹线图,其中,红色迹线代表液相,蓝色迹线代表气相。从图4(b)可以看出,壁面处的液相迹线大致呈沿壁面螺旋向下的流动结构,但向下流动速度极慢。从局部迹线图4(c)可以看出,刮板前缘的圈形波内部在空间上也呈螺旋向下的流动结构。综合来看,模拟所得迹线图的基本特征与文献[10]中的理论图一致。
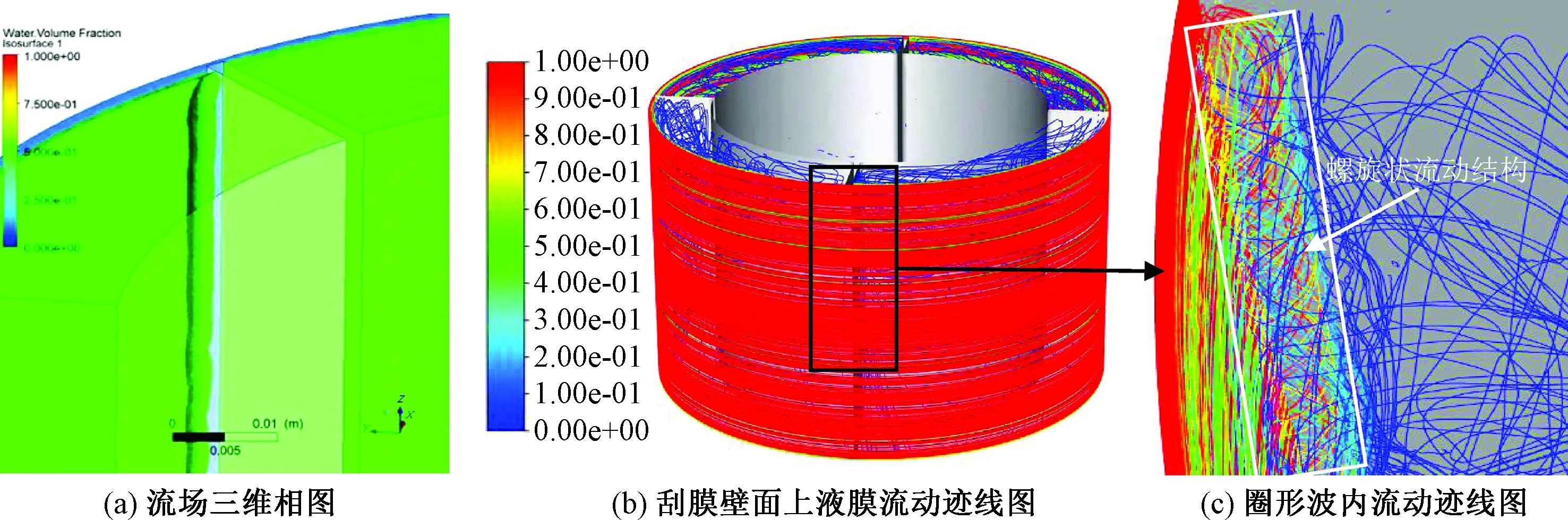
图4 薄膜蒸发器内流场和迹线分布图Fig.4 Flow field and trace distribution in thin-film evaporator
3 结果与讨论
3.1 薄膜蒸发器内液料的径向混合特性和轴向传输特性分析
为分析液料的流动特性,提取模型进口向下20 mm处截面内的相关信息。图5(a)是该截面内圈形波处的相对速度矢量图,其中,红色箭头代表液相,蓝色箭头代表气相,箭头大小表示速度。在平面内呈螺旋状向下流动液料的内部表现为圈形的速度矢量场,因而称为圈形波。圈形波中心区域的相对速度较小,而在自由表面处较大。在速度梯度图(图5(b))中的团膜交界处可明显看出,圈形波中靠近液膜处的速度梯度线几乎与液膜一致且平行于壁面,这与Komori等[11]的推测一致,在这种近乎层流的情况下,圈形波与液膜间的物质交换受到抑制[11]。
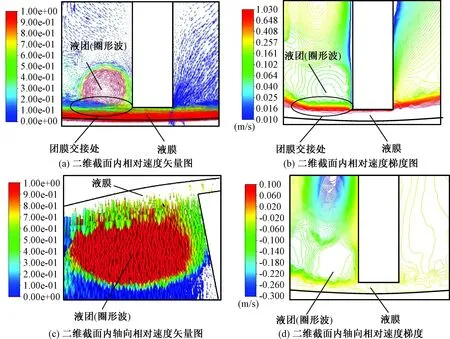
图5 薄膜蒸发器中二维截面内速度分布图Fig.5 Velocity distribution in 2D section of thin-film evaporator
Komori等[11]的模拟忽略了气相的影响,无法真实反映刮膜过程中气液界面的变化情况。而本文建立的是气液两相流模型,因此可进一步观察到刮膜过程中气液界面的细节特征。虽然模拟结果中二维相截面图的外形轮廓与Komori等[11]采用的物理模型基本一致,但仔细观察可发现,在二维截面相图(见图3(b))中,团膜交界处为黄色的气液混合相而非红色的纯液相,在二维截面内相对速度矢量图(见图5(a))中,团膜交界处存在大量代表气相的蓝色箭头,这说明交界处存在气体夹带,而文献[11]中的单相流模型无法反映这一特征。这些夹带的气体隔绝了圈形波与液膜间的直接接触,阻碍了圈形波与液膜间的径向混合,从而抑制了圈形波与液膜间的物质交换。液料的轴向传输特性是本文关注的另一重点。在图5(c)的轴向速度矢量图中,液膜的轴向速度矢量箭头呈点状分布于壁面附近,细小得几乎不可见,与绿色的气液混合相速度矢量箭头以及红色的圈形波内液相的速度矢量箭头形成了鲜明的对比。此外,从图5(d)的速度梯度图中可以看出,圈形波与液膜间的速度相差较大,圈形波的轴向速度明显高于液膜。因此在本文模型中,圈形波是薄膜蒸发器中轴向输运的主力,液膜则通过与圈形波的搅拌混合,实现物质更新。
由于圈形波中的液料不能与加热壁面直接接触,因此圈形波中的液料吸热蒸发速率较慢。此外,虽然圈形波与液膜间存在物质交换,但这种交换主要发生在圈形波外围和液膜间。图6(a)为圈形波中的最高黏度分布图。由图6(a)可知,圈形波外围的液料黏度较低、流动性好,更容易与液膜间发生物质交换,而圈形波内部的液料黏度较高、流动受限。当圈形波尺寸较大时,其内部的液料可能得不到及时更新,导致液料在未经充分处理的情况下流出蒸发器,影响产物的质量。
图6 薄膜蒸发器内轴向方向上圈形波特征变化图Fig.6 Characteristic changes of fillet in axial direction of thin-film evaporator
由此可见,圈形波与液膜间存在无法进行充分物质交换的情况,过大的圈形波可能不利于蒸发。因此,圈形波在轴向方向的发展和变化情况应当受到关注。圈形波在向下流动的过程中主要受到4个力的作用,即黏性阻力、自身重力、离心力以及刮板的推力,其中影响圈形波向下传递的主要是黏性阻力和自身重力。由于圈形波的自身重力大于黏性阻力,因此圈形波呈现向下加速的趋势。图6(b)为圈形波当量直径和轴向速度分布图。由图6(b)可知,在流量不变的情况下,圈形波轴向速度的增大会导致其当量直径的减小。此外,在向下传递的过程中,圈形波一直受到刮板的推力作用,这使得圈形波中靠近刮板处的液料极易受剪切力作用而发生稀化。由图6(a)可知,圈形波在向下传递的过程中,其液料黏度也在逐渐降低,这使得圈形波内液料的流动性得到提高,因而液料更容易进入液膜中,致使圈形波当量直径逐渐减小。
3.2 液料黏度对液料流动特性的影响分析
为探讨液料黏度对流动特性的影响,对比分析3种不同黏度液料模拟得到的结果。图7是壁面处周向的流体表观黏度散点图,数据提取位置如图3(a)所示。假塑性流体液料在遇到刮板后受剪切力作用迅速稀化,表观黏度快速降低,当刮板离开后,剪切强度降低,液料的黏度又迅速恢复至零剪切黏度附近。总体而言,除了零剪切黏度不同外,3种液料的剪切稀化和黏度恢复速度都非常快,剪切特性基本相似,这可能是由它们的非牛顿指数n相近所致。

图7 3种液料在薄膜蒸发器内周向壁面处的液料黏度变化散点图Fig.7 Scatter of liquid viscosity of three kinds of liquid on the wall in circumferential direction of thin-film evaporators
图8 采用不同黏度液料时薄膜蒸发器的壁面相图和圈形波截面图Fig.8 Phase distribution of the wall and fillet using different viscosity liquid in thin-film evaporator
采用不同黏度液料时薄膜蒸发器的壁面相图和圈形波截面图如图8所示。从图8(a)~(c)中的壁面相图可以看出,3种假塑性流体液料的壁面成膜性都非常好,液料在壁面上铺展成完整的液膜。这主要是由假塑性液料的剪切稀化特性导致的。刮板处的液料受到剪切力作用而发生稀化,黏度降低,液料容易铺展到壁面形成完整液膜;而当刮板离开后,液料的黏度恢复,高黏液膜黏附在壁面上,不易在表面张力的作用下发生破裂[21]。
液料黏度是影响液料流动特性的重要因素,也会导致圈形波与液膜交界处流场的转变,进而影响液团与液膜间的混合。从图8(a)~(c)中的圈形波处的二维截面图可知:在相同工艺参数下,黏度较低的液料1的圈形波尺寸较小,黏度较高的液料3的圈形波尺寸较大;随着液料黏度的增大,交界处夹带的气体量越来越多,这抑制了圈形波与液膜间的径向混合,降低了圈形波中的液料通过刮板与壁面的间隙的可能,导致大量液料滞留在刮板前缘。圈形波在径向上主要受两个力的作用:一是由旋转刮板的推动带来的离心力;二是刮板壁面上径向黏附力的阻碍作用。当液料黏度较低时,刮板壁面上的径向黏附阻力较小,离心力强,圈形波能在离心力的作用下与液膜充分接触。但随着液料黏度的增大,液料的径向壁面黏附阻力与其所受离心力的差距越来越小,这使得推动圈形波与液膜接触的力也逐渐减小,圈形波与液膜逐渐分离,两者间产生间隙并混入大量气体。综上所述,直列刮板在处理高黏液料时,圈形波与液膜间的物质交换受到抑制,因此从促进圈形波与液膜间物质交换的角度出发,适宜采用顶端带有弯折角度的刮板。在旋转刮膜过程中,除了离心力外,弯折的刮板还能给予圈形波一个径向推力,以促进圈形波与液膜的充分接触和混合。
液料黏度的增大影响了其径向混合,进而对液料的轴向传输产生影响。采用不同黏度液料时薄膜蒸发器中的圈形波在轴向上的特征变化如图9所示。由图9(a)可知,3种液料的圈形波尺寸在轴向上都呈逐渐减小的趋势。对于液料2和液料3,导致圈形波减小的主要原因是圈形波轴向速度的增大以及圈形波中液料黏度的下降,如图9(b)和9(c)所示。但在采用液料1的模型中,圈形波的轴向速度在向下传递时逐渐减小。这是因为低黏液料与刮板壁面和液膜间的接触更充分,使得模型中的圈形波更易受到壁面黏附力的影响,因而出现轴向速度不断衰减的现象。反观液料团的黏度,其在轴向上依旧呈不断减小的趋势,由此可见,轴向上圈形波当量直径的不断减小主要是由圈形波中液料在轴向传输过程中的剪切稀化导致的。此外,随着黏度的增大,圈形波轴向减小的速度也在明显放缓,这进一步说明黏度的增大抑制了圈形波与液膜间的物质交换。

图9 采用不同黏度液料时薄膜蒸发器中的圈形波在轴向上的特征变化图Fig.9 Characteristic changes of fillet in axial direction of thin-film evaporator with different viscosity liquid
从轴向传输角度看,直列刮板在处理低黏液料时是有效的。这是因为低黏液料的圈形波尺寸较小,其径向混合充分,在向下传输的过程中圈形波逐渐融入液膜,轴向传输的主力由圈形波逐渐转变为液膜。高黏液料的圈形波尺寸较大,径向混合受到抑制,液料不易融入液膜,此时圈形波是轴向输运的主力。大尺寸圈形波的存在容易导致部分未经充分处理的液料流出蒸发器,但在处理高黏液料时,圈形波是难以避免的,因此可以考虑从刮板结构角度着手,如采用多段刮板结构(见图10(a))促进圈形波与液膜间的物质交换。
图10 多段刮板式薄膜蒸发器内部结构及其流场示意图Fig.10 Structural diagram of thin-film evaporator with multi-section scraper and inner flow field
图10(b)为多段刮板内的流场结构示意图。初始阶段,液料依然会在刮板前缘堆积从而形成圈形波,但当液料流动到刮板下的断口处时,团积的液料会从断口处流出,此时圈形波与液膜发生重新混合,混合后的液料在重力作用下继续向下流动,到达下一个刮板的顶部后,多余液料又在刮板前缘堆积,圈形波再次形成。在这一过程中,断板起到打破液料的团积、促进圈形波与液膜间物质交换的作用[22]。此外,也可通过增加刮板列数的方法,增强搅拌混合的湍动能,减小圈形波尺寸[12],从而避免大尺寸圈形波的快速流出。
4 结 论
通过数值模拟研究高黏假塑性流体在直列刮板式薄膜蒸发器内的流动特性,得出的主要结论如下:
(1)液料在薄膜蒸发器内的流动可分为圈形波流动和液膜流动两部分。圈形波在三维空间中呈螺旋状的流动结构,轴向流速较快;液膜在空间中呈沿壁面螺旋式向下的流动结构,轴向流速较慢。圈形波与液膜的交界处为层流且夹带大量气体,这抑制了液膜与圈形波间的物质交换;圈形波向下传递时,当量直径不断减小,这主要是由于圈形波外围液料的剪切稀化促进了物质交换,使得圈形波外围的液料逐渐融入液膜,最终导致圈形波当量直径的减小。
(2)直列刮板在处理低黏液料时是相对高效的,此时刮板前缘圈形波的尺寸较小,圈形波与液膜能够很好地进行物质交换,在向下传递时能够逐渐融入液膜,液料轴向输运的主力逐渐由圈形波转变为液膜。但是液料黏度的增大致使液料的流动性降低,易团积在刮板前面,同时使得圈形波与液膜交界处的气体夹带量增多,圈形波与液膜的物质交换受到抑制,导致圈形波尺寸增大以及轴向减小速度变慢,此时,圈形波是液料轴向输运的主力,液膜则通过与圈形波的物质交换实现更新。传统直列刮板在处理高黏液料时,效率不高,可从促进圈形波与液膜间的混合、加速圈形波中液料的剪切稀化以及减小圈形波尺寸等角度着手,设计更高效的刮板结构。
猜你喜欢
舰船科学技术(2022年21期)2022-12-12 08:04:32
机械管理开发(2022年1期)2022-03-24 06:46:28
沈阳航空航天大学学报(2022年5期)2022-02-03 02:38:54
建材发展导向(2021年6期)2021-06-09 05:56:48
中山大学学报(自然科学版)(中英文)(2021年3期)2021-05-26 09:26:20
矿山机械(2021年3期)2021-03-25 07:12:34
经济技术协作信息(2018年28期)2018-11-22 05:27:06
科技视界(2018年22期)2018-10-08 01:41:38
原子能科学技术(2014年1期)2014-02-28 22:16:48
中国铸造装备与技术(2012年5期)2012-11-04 13:59:48
