吸光度法检测纤维素纳米晶体直径方法研究
2023-03-31 04:30:02苏德凤邢佳琳詹卫民黄善聪夏新兴
中国造纸 2023年2期
苏德凤 刘 路 邢佳琳 詹卫民 黄善聪 夏新兴,*
(1.浙江理工大学纺织科学与工程学院,浙江杭州,310018;2.浙江金昌特种纸股份有限公司,浙江衢州,324400)
纳米纤维素(NC)是指直径1~100 nm,具有一定长径比、化学成分为纤维素的生物质纳米材料[1],具有环境友好性、高亲水性、优异的生物相容性、高透明性等优点[2],在造纸、医药、食品、复合材料等诸多领域中应用前景广泛[3-6]。迄今为止,纳米纤维素的最重要质量指标——直径,通常采用扫描电子显微镜(SEM)、透射电子显微镜(TEM)和原子力显微镜(AFM)等大型仪器检测[7-8]。
Rashid等人[9]使用SEM观察短、中、长粒稻壳提取CNC的结构,发现CNC具有较大的长径比,直径范围分别在 11.7~28.9 nm、16.1~37.5 nm 和 19.9~48.3 nm之间。除此之外,在SEM图像中还可以观察到纤维团聚,这是由于纤维间氢键作用力所导致的[10-11]。透射电子显微镜(TEM)的分辨率可达0.1~0.2 nm,放大倍数可达几百万倍。因此,相比于SEM,TEM更适合于观察微小样品的结构[12]。Maiti等人[13]利用TEM对酸水解法制备的CNC分散液进行表面形貌研究,发现CNC呈杆状结构,平均直径在30~60 nm。从TEM研究中可以明显看出,CNC粒径较大,这可能是由于CNC高团聚亲和力而发生的。另外,原子力显微镜(AFM)也是一种检测纳米纤维素结构的分析仪器。Merindol等人[14]使用AFM对酸水解制备的纳米纤维素进行表面形貌研究,发现采用质量分数40%硫酸水解制备的纳米纤维素结构中,出现了团块状的纤维素结构。随着硫酸质量分数增加到64%和78%,纤维形貌从单一纤维转变为针状结构。
虽然这些检测仪器能直接观察到样品的形貌,但纳米纤维素的尺寸还需要运用Nano Measurer、Image J和Nanoscope analysis等软件分析[15-17]。传统的纳米纤维素直径检测方法复杂,检测时间长,费用昂贵,无法及时有效指导实际生产,严重限制了纳米纤维素的规模化推广使用。因此,急需开发一种简捷的纳米纤维素直径检测方法。
对某种物质进行定性和定量分析时,常采用吸光光度分析法[18],其原理是根据该物质分子对不同波长的光具有选择性吸收的特性而建立[19-20]。Awang等人[21]对CNC颗粒进行表征,并评估CNC颗粒对添加到润滑油中的润滑性能的影响。场发射扫描电子显微镜(FESEM)图像中展现出了CNC聚集区域与分散区域,CNC颗粒的形貌为球形,粒度分布的统计分析表明,平均直径约75.3 nm。使用照片捕捉质量分数为0.1%~0.9%的CNC沉降性能与时间的关系,结果表明,随着时间的增加,CNC颗粒趋于相互团聚,沉降颗粒数量增加。用紫外光谱仪对数控CNC颗粒在润滑油中的润滑性能进行分析,结果表明润滑油的吸光度先增加后降低。质量分数为0.1%润滑油在378 nm波长处吸光度为0.429。而质量分数为0.9%润滑油在403 nm处表现出更高的吸光度2.142。
本研究调控酸水解中硫酸浓度,制备出不同直径的CNC,研究CNC质量分数、吸收波长、静置时间等对CNC吸光度的影响,探索CNC直径与吸光度的关系,以期为CNC生产及应用提供有效指导。
1 实 验
1.1 实验原料
微晶纤维素(MCC),粒径25 μm,上海阿拉丁生化科技股份有限公司;硫酸,上海麦克林生化科技有限公司。
1.2 实验仪器与设备
数显恒速强力电动搅拌机,JB300-SH,上海标本模型厂;数显恒温水浴锅,HH-4,金坛市江南仪器厂;高速离心机,TG16-WS,湘仪集团;TEM,JEM-1400Flash,JEOL公司;紫外可见光分光光度计:Cary 60 UV-Vis,美国安捷伦公司。
1.3 实验方法
1.3.1 不同直径CNC制备
CNC直径随其制备过程中硫酸质量分数的增大而减小,故可以通过改变酸水解时硫酸质量分数来调控所制备CNC的直径[22]。MCC分别与质量分数50%、52%、54%、56%、58%、60%、62%、64%的硫酸溶液以固液比1∶10(g/mL)的比例混合均匀,在50 ℃下反应1.5 h,终止反应后,对不同硫酸质量分数下的反应产物进行高速离心(11000 r/min),重复7~8次离心洗涤后,收集离心管上层CNC溶液,置于透析袋中透析至溶液pH值为中性,分别制得不同粒径CNC,分别记为CNC-50%、CNC-52%、CNC-54%、CNC-56%、CNC-58%、CNC-60%、CNC-62%、CNC-64%。
1.3.2 TEM分析
使用TEM对CNC进行表征:配制一定质量分数的CNC分散液,取10 μL滴在铜网上,待其还未完全干燥时,滴加10 μL醋酸铀染色剂(质量分数2%),染色2~3 min后,用滤纸将染料吸出,室温干燥后,在120 kV的加速电压下观察,获得CNC的TEM图像。
1.3.3 CNC直径检测
通过分析软件Image J测量TEM图中8种CNC的直径,每图取200根CNC测量。
1.3.4 吸收波长对吸光度的影响
测定CNC-64%的吸收波长,绘制吸收光谱曲线。根据朗伯-比尔定律:不同物质的最大吸收波长不一样,在最大吸收波长处测吸光度所得结果误差最小。最终确定分散液最大吸收波长。
1.3.5 CNC质量分数对吸光度的影响
将CNC-64%质量分数分别设置为0.02%、0.04%、0.06%、0.08%、0.1%,观测CNC质量分数对吸光度的影响。
1.3.6 静置时间对吸光度的影响
将8种CNC分散液质量分数配制为0.06%,吸收波长为220 nm,静置时间设置为0、1、2、3、4、5、6、12、24、36、48 h,观测静置时间对吸光度的影响。
1.3.7 CNC直径与吸光度的关系
将质量分数0.06%的CNC分散液静置0 h,在波长为220 nm下,观测所对应CNC直径对吸光度的影响。
2 结果与讨论
2.1 CNC的形貌分析
图1为CNC的TEM图。由图1可见,CNC均为棒状。CNC-50%、CNC-52%、CNC-54%、CNC-56%、CNC-58%、CNC-60%直径分布较为分散,而CNC-62%、CNC-64%直径分布较为集中(如图2所示)。表1展示了TEM检测所得不同CNC平均直径。从表1可见,随着酸水解时硫酸质量分数逐渐增大,所制备的CNC直径逐渐减小。这是因为硫酸会与纤维素大分子中葡萄糖β-1,4糖苷键反应,纤维素无定形区被大量水解[23]。

表1 CNC平均直径Table 1 Average particle size of CNCs nm

图1 CNC的TEM图Fig.1 TEM images of CNCs

图2 不同CNC直径分布图Fig.2 Distribution of different CNC particle sizes
2.2 吸收波长对吸光度的影响
图3为CNC-64%的吸收光谱曲线。由图3可知,质量分数64%硫酸制备的CNC最大吸收波长为220 nm,此时吸光度达1.4155[24]。因此,确定最大吸收波长220 nm为最佳波长。
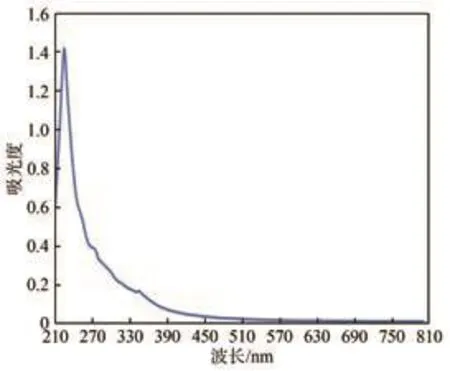
图3 CNC-64%吸收光谱曲线Fig.3 Absorption spectrum curve of CNC-64%
2.3 CNC质量分数对吸光度的影响
图4为CNC质量分数对吸光度的影响。由图4可知,随着CNC质量分数增加,CNC分散液吸光度值升高。当CNC质量分数为0.02%、0.04%时,吸光度分别为0.0896、0.1657;当CNC质量分数为0.06%、0.08%、0.10%时,吸光度分别为0.4683、0.8106、0.9213。根据比尔定律:在不同的吸光度范围内测量可引起不同的误差,当吸光度值在0.2~0.8的范围时,测试结果较为精准[25]。因此,选择质量分数0.06%作为CNC最佳的质量分数,此时,吸光度值为0.4683,在0.2~0.8的范围内。

图4 CNC质量分数对吸光度的影响Fig.4 Effect of CNC mass fraction on absorbance
2.4 静置时间对CNC吸光度的影响
图5为静置时间对8种硫酸质量分数下制备的CNC吸光度的影响,随着静置时间的增加,CNC-50%分散液和CNC-52%分散液吸光度有明显下降。其他CNC分散液吸光度没有明显变化。静置时间为0~6 h时,各分散液均没有明显变化,保持相对的胶体稳定性,所以制得CNC分散液可立即测量吸光度值,体现了该方法简捷性。因此,CNC合理的静置时间为0 h。

图5 静置时间对CNC吸光度的影响Fig.5 Effect of standing time on absorbance of CNCs
2.5 CNC直径与吸光度的关系
通过以上实验可以确定最优实验条件,即波长220 nm、CNC分散液质量分数为0.06%、静置时间为0 h,将其应用于所有CNC样品中,测定CNC直径对其吸光度的影响,如图6所示。由图6可知,随着CNC直径增大,分散液的吸光度值逐渐减小,CNC直径与吸光度有良好的线性关系,其关系式为Y(吸光度)=-0.0054X(CNC直径)+0.4438;线性相关系数R2为0.9931。

图6 CNC直径对其吸光度的影响Fig.6 Effect of CNC particle size on its absorbance
3 结 论
以粒径25 μm的微晶纤维素(MCC)为原料,分别与质量分数50%、52%、54%、56%、58%、60%、62%、64%的硫酸溶液以固液比1∶10(g/mL)的比例,在50 ℃下反应1.5 h,制备不同直径的CNC。
3.1 在CNC质量分数为0.06%、测试波长为220 nm、静置时间为0 h时,随着CNC直径增大,CNC分散液的吸光度值逐渐减小。
3.2 CNC直径与吸光度有良好的线性关系,关系式为Y(吸光度)=-0.0054X(CNC直径)+0.4438,线性相关系数R2为0.9931。
猜你喜欢
煤气与热力(2021年4期)2021-06-09 06:16:56
矿产综合利用(2020年1期)2020-07-24 08:51:20
中国化肥信息(2020年2期)2020-01-20 07:53:15
汽车电器(2019年1期)2019-03-21 03:10:46
中国化肥信息(2019年4期)2019-01-17 18:47:06
中学生理科应试(2017年2期)2017-04-01 00:05:46
光谱学与光谱分析(2016年5期)2016-07-12 12:46:06
河南科技(2015年8期)2015-03-11 16:24:18
西安建筑科技大学学报(自然科学版)(2014年1期)2014-11-12 13:03:42
食品科学(2013年6期)2013-03-11 18:20:21