
低温液氮储槽真空度降低原因分析与维修
2023-03-23 05:49周朋
设备管理与维修 2023年4期
周 朋
(中化弘润石油化工有限公司,山东潍坊 262513)
1 背景
中化弘润石油化工有限公司CFL-50/0.8 液氮储槽自投用后一直运行正常,在运行中储槽内液氮压力突然上涨较快,需定期开放空阀进行排放泄压,给操作带来不便而且存在安全隐患。现场检查罐体无“冒汗”、“结霜”现象。联系厂家对真空度进行检测结果超过100 Pa,已严重超过夹层封结真空度≤3 Pa的要求。该液氮储槽采用立式双圆筒结构,内筒材料选用06Cr19Ni10 不锈钢,外筒选用Q235 碳素钢,夹层厚度250 mm充填珍珠岩绝热材料并抽真空,有效容积50 m3。经抽真空达到封结真空度以下后经过短时间进行反弹,一周内真空度反弹到45 Pa。为了查明该液氮储槽真空度反弹的原因并进行有效处理。联系厂家对该储槽再次进行抽真空至封结真空度以下,并进行定期真空度测量。
2 液氮储槽真空度降低的原因分析及检查
液氮储槽夹层真空度的保持是储槽绝热性能的首要保证,更是储槽正常运行的根本保证。在储槽投入使用后,常见问题往往与真空度保持程度好坏有关。液氮储槽真空度的变化大多原因是由内外筒壳体漏气和夹层材料放气引起的。液氮储槽在使用过程中如果存在漏气或夹层珍珠岩珠光砂放气,就会导致夹层真空度升高。在再次抽真空后,在很短的时间内真空度经过测量呈现出缓慢的上升,且小幅波动(表1)。
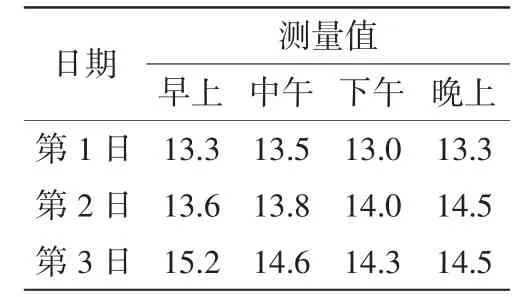
表1 液氮储槽真空度 Pa
(1)首先分析储槽顶部预防爆口。防爆口在抽真空后形成真空状态将防爆盖紧紧吸住,实现夹层的密封。防爆盖密封圈老化会出现密封不严的情况,导致外部空气进入到夹层内,影响真空度。
(2)液氮储槽真空隔离阀、抽真空口密封面密封不严导致真空度下降。抽真空阀在抽真空过程中会进行开关操作,操作的力度和密封面的老化程度会直接影响其密封性能,抽真空口在抽完真空后密封不严也会造成真空度降低。使用真空阀门要注意卫生,不允许任何杂质进入阀门内部或贴附法兰表面。法兰密封口应注意保护,不允许有任何划伤、凹坑及其他影响密封性能的缺陷。聚四氟乙烯密封圈两平面不得有明显划痕、斑点及其他影响真空密封性能的缺陷。
(3)真空规管锈蚀、变形或损坏。真空规管出问题会造成不能准确测量出低温绝热压力容器夹层的真空度,无法判断其热性能是否符合要求。造成真空规管无法使用的原因主要有:①测量真空度时测量仪器使用不当,造成真空规管变形。一般的真空规管接口有4 个头,目前使用的真空测量仪有8 个插孔和4 个插孔两种。在检验中,检验人员在接口形式不匹配的情况下强行将测量仪与真空规管连接会造成规管的接触柱损坏,不能将准确的信号传输给测量仪;②使用劣质的真空规管。一些制造单位在生产中使用了劣质的真空规管,或在更换损坏的真空规管时使用了劣质产品;③真空规管无任何保护措施,长期暴露在潮湿的空气中或长期日晒,使规管严重锈蚀,甚至破损。
(4)液氮储槽下部存在上下部进液管、放空管、泵后回流管、液体测满管、液面计管路等各类管线接口,管路焊缝部位的渗漏也是需要考虑的原因之一(图1)。这些管路成为搭在真空夹层空间上的热桥,并传递、承受着由于内外罐的相对运动及冷缩变形所产生的力。使用过程中在-196 ℃与环境温度间交替变化,在温差变化较大时也会造成焊缝处会产生交变应力,如果内部存在原始缺陷会加剧裂纹的延伸和扩大,造成真空度降低。接口下部泄漏部位处在不锈钢与碳钢外壳焊接处或铜管与不锈钢内筒连接处,即异种焊接接头处,主要原因是在异种焊接接头处存在电化学腐蚀。该液氮储槽已经投用8 年,管路若发生故障或漏孔,将引起贮罐真空绝热失效,严重时低温贮罐内压力急剧升高,威胁人员和场地的安全。但管路故障点的检查及修复非常困难,甚至需要将整个外罐体切开。
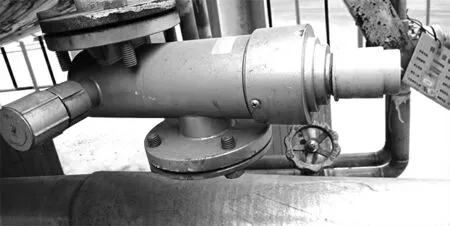
图1 管路接口
(5)夹层珠光砂(表2)放气。夹层材料放气是暂时的,充装低温液体后将加速放气,且会很快停止放气。该低温液氮储槽已运行较长时间,夹层珠光砂放气的原因基本可以排除。但由于投入使用一段时间后珠光砂下沉,在容器顶部形成空间,造成局部的绝热效果下降,导致容器跑冷。这需要检查珠光砂是否下沉。

表2 珠光砂性能指标
3 液氮储槽真空降低的处理措施
根据两次连续抽真空和连续几天真空度测量观察情况进行分析,真空度增大是由于细微的漏气引起,如果不进行处理真空度还会继续下降。将可能影响液氮储槽内真空度的因素逐一排除,更换老化的防爆盖密封圈;抽真空阀与夹层直接连接,泄漏的可能性也较大,且存在密封面老化现象,真空规管处是否泄漏无法排除,直接进行更换;检查夹层内珠光砂情况,排除粉化下沉现象;进行正压查漏;夹层抽真空。
(1)因条件限制需要在现场进行查漏检测:先用吊车吊篮把维修人员吊到储槽上面,用三爪拉马把防爆盖拉紧后从储槽下部抽真空阀门处进行夹层置换氮气。置换平衡后,储槽夹层用氮气打正压,压力打到0.05 MPa 后用肥皂水检查防爆盖密封是否有漏点,如无漏点则用肥皂水检查储槽下封头的焊缝是否有漏点。因储槽使用时间过长,需要排除外部磕碰损伤的部位。如发现漏点放压后补焊,如焊缝没有漏点就是液氮储槽上面防爆盖的密封橡胶圈密封不严,更换橡胶圈。更换储槽上面防爆盖密封橡胶圈,先把真空阀门打开,把储槽夹层压力放空,放到储槽夹层没有压力后,维修人员把三爪拉马去掉,再把防爆盖打开,再把防爆口内的凹槽用去油剂清洗干净,清洗干净后用真空脂涂抹,再用真空脂涂抹新的橡胶圈,然后把橡胶圈放在放爆口凹槽里,并盖好防爆盖。
(2)对夹层试压后补砂。先对珠光砂粉末罐通入150~180 ℃的热空气,烘干8 h,开动真空泵将珠光砂罐连同抽砂管道抽真空,当压力≤-0.098 MPa 后置换入氮气至0.1 MPa。使在吸砂入夹层的过程中基本没有潮湿空气进人夹层,吸入夹层的气体只有惰性气体。因夹层和珠光砂罐存在压力差,故在充砂过程中可利用此压力差将夹层的珠光砂压实、充满。防止吸砂时有少量的湿空气进人夹层被分子筛(珠光砂)吸附,在补砂时向分子筛(珠光砂)通入0.02~0.05 MPa 的氮气。
本工艺流程主要特点是补砂的过程不让潮湿空气进人夹层,夹层的气体是惰性气体,补砂完后对夹层抽真空约5 h 即能使夹层的真空度达到规定要求。因分子筛对惰性气体的吸附力很小,不影响分子筛吸附性能,因而补充后不需要对分子筛作再生处理。
(3)抽真空检查真空阀门,安装真空泵,再把真空泵的4 芯电源线接好,接好后上电测试真空泵的正反转。调试好真空泵后,连接真空泵的降温水循环,水循环的作用是对真空泵进行降温。首先把抽水泵放在存水容器上。抽水泵安装好后,把抽真空泵的进岀水口和抽水泵出水、回水口连接好,抽水泵电源线接好后进行试泵。如一切正常,则进行抽真空阀门的检查,把新真空阀安装在波纹管上,再把波纹管连接到抽真空泵,在连接时应用清洗剂把管口清洗干净。连接好后打开真空泵对真空阀门抽真空。然后测量真空阀门的真空度,检查真空是否能保持住,以上检查真空阀门合格后把真空阀门重新用清洗剂清洗干净后把储槽下面的抽真空法兰用清洗剂清洗干净,涂抹真空脂,安装抽真空阀门,安装时应注意4 个螺栓紧力要均匀,不要紧偏。
(4)对储槽夹层抽真空,首先先把真空阀门关严后打开水循环泵,开启抽真空泵,真空泵启动后再慢慢打开真空阀门,抽真空要保证24 h 连续工作,开始时抽真空时应每2 h 对真空度进行测量,查看真空度是否有异常。如抽真空正常,继续抽真空的过程中应保证每天最少测量3 次。在达到储槽封结真空度要求时,先关闭真空阀门,再关真空泵和水循环泵,保持48 h。在保真空时也应每天对真空度进行3 次测量,保真空48 h 后真空保持良好无反弹,维修任务完成。
4 结论
低温液氮储槽真空度降低是在生产运行中常见的问题,其产生的原因也多种多样。本文通过对使用过程中出现的问题进行分析,采取相应的维修措施,使其恢复完好状态。同时通过真空度降低问题的分析,在设备不进行整体拆卸返厂检查维修的前提下,在现场进行问题排查和处理,从而缩短了设备维修时间,节省了设备维修费用,达到良好效果。
猜你喜欢
VOGUE服饰与美容(2021年12期)2021-12-02
中华耳科学杂志(2021年2期)2021-04-25
冶金动力(2020年9期)2020-10-22
房地产导刊(2020年5期)2020-06-24
工业加热(2020年4期)2020-06-13
氯碱工业(2020年11期)2020-03-02
中国医学影像技术(2018年10期)2018-11-06
人生与伴侣·共同关注(2018年7期)2018-07-26
优雅(2016年12期)2017-02-28
中华耳科学杂志(2016年4期)2016-12-22
