
存放架配件注射模设计
2023-03-10 03:48胡清根聂纪萍
模具工业 2023年2期
胡清根, 聂纪萍, 杨 丹
(江西农业工程职业学院, 江西 樟树 331200)
0 引 言
注射模在家电、电子、玩具等行业应用广泛,图1所示塑件是某存放架产品的一个配件,内外表面有多个倒扣,且塑件还存在多个又深又长的加强筋。该类塑件的成型对模具设计与制造有较高的要求,需要多处抽芯,否则成型塑件较难脱模,并容易产生缺料、变形等缺陷。

图1 塑件结构
1 成型工艺分析
塑件长248 mm,宽203 mm,壁厚2 mm,材料为ABS。ABS是用途较广的热塑性工程塑料,具有优良的综合物理和力学性能,较好的低温抗冲击性,尺寸稳定,成型性能较好,收缩率也较小[1]。塑件A、B、C处都有倒扣,难以脱模,需要设计复杂的抽芯机构,B处倒扣壁厚为1.1 mm,壁厚较薄,且塑件总体外形尺寸偏大,内外表面加强筋多且长,成型塑件易缺料,为此注射工艺要有较大的注射压力和较长的保压时间。塑件外表面质量要求高,由于底部最大轮廓线有斜线和阶梯形转折线,成型塑件既要控制分型处飞边质量,又要控制成型塑件整体变形公差。塑件内外表面有较多且深的加强筋,导致成型时排气困难,因此成型加强筋处要设计镶件排气,推杆设置位置尽量靠近加强筋处。
2 模具结构设计
2.1 浇注系统设计
模具型腔的分布与浇注系统布置相关,浇注系统包括:主流道、分流道、浇口[2]。考虑塑件外表面不能有浇口痕,浇口设计为潜伏式,从待成型塑件内表面进浇,模具为1模2腔结构,在无抽芯结构一侧设置浇口,如图2所示,这样设计可以使2个型腔浇口位置相同,流程相同且相对较短。主流道末端设有拉料杆,拉料杆头部呈Z字形,在动、定模分型时可以把浇注系统凝料拉向动模侧,还可以在模具合模浇注时,容纳熔料前端凝料,且兼有排气作用。潜伏式浇口是在推杆顶部磨掉一部分,与分流道末端斜向浇口相连,这样既可以让浇口设计在待成型塑件内表面,不影响成型塑件外观质量,又方便成型塑件的推出。脱模时,在推杆、拉料杆作用下,塑件及浇注系统凝料被顶出,浇口自动剪断。
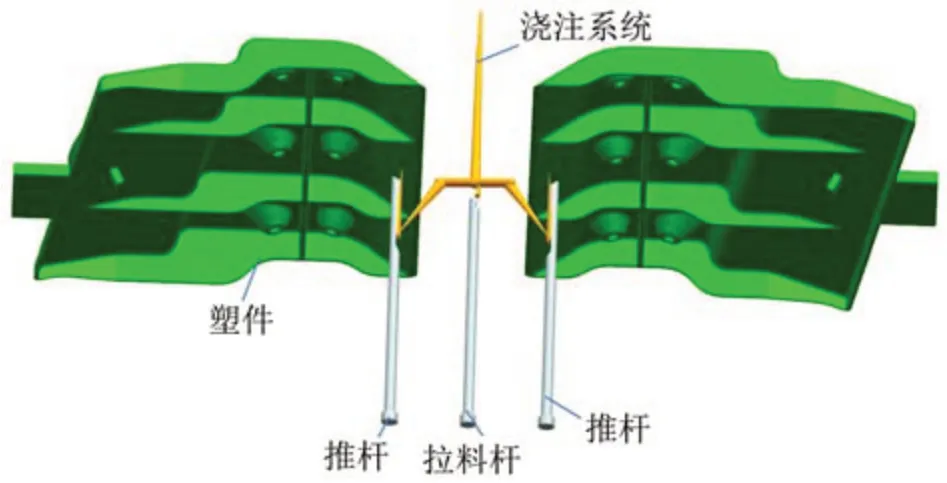
图2 浇注系统
2.2 分型面设计
分型面设计在塑件外形最大轮廓处,且要方便模具零件的加工及型腔的排气[3],如图3所示。由于塑件分型面为阶梯形且有斜面,注射时所受的侧向力较大,为此在导柱、导套导向的同时,还在分型面的四周增加凹凸锥面进行二次定位,凹凸锥面顶部要避空,且顶部做成平面,四周转角配合处可避空,以便锥面更好定位。分型面封胶位置要沿原曲面延伸一段距离,保证分型面贴合紧密,防止溢料。分型面末端要增加一段平面分型面,平面可作为加工和维修基准。

图3 分型面设计
2.3 抽芯机构设计
2.3.1 定模斜滑块内抽芯
模具结构如图4所示,在塑件A处(见图1)有1.5 mm倒扣,要在动模板40和定模板37分型之前先完成此倒扣抽芯。斜滑块33可在压块43与定模型芯38组成的导滑槽内滑动,开模时在多次分型机构及弹簧30的作用下,定模板37与定模座板36先分开,即在PL1处分开,之后固定在定模座板36内的斜导柱32带动斜滑块33完成定模内抽芯,弹簧31及定位螺钉34起定位作用,防止抽芯后斜滑块33松动,合模后,斜楔35压紧斜滑块33,斜楔35斜角要大于斜导柱32斜角2°,斜滑块33抽芯距可取5 mm。
2.3.2 液压二次抽芯设计
由于塑件B处(见图1)存在长矩形中空凸台,凸台内侧孔形成23 mm倒扣,需要设计侧向抽芯机构脱模,考虑此处抽芯距较长,且凸台侧孔壁较薄,只有1.1 mm,凸台外表面又不能有飞边,需要设计液压二次抽芯[4],如图4中F处放大所示,即先第1次抽芯使矩形凸台内表面侧孔松动,再进行第2次抽芯完成外表面抽芯,这样可以防止抽芯时损坏成型塑件,外表面抽芯距要大于倒扣23 mm。液压缸拉杆4一端固定在拉杆固定块8内,型芯9固定在型芯固定块10内,拉杆固定块8与型芯固定块10通过螺钉连接。型芯9可在型芯12孔内滑动,型芯固定板3通过螺钉与型芯12连接,斜压块11合模时锁紧型芯固定板3。工作原理:开模后,斜压块11脱离型芯固定板3,液压缸拉杆4开始运动,通过拉杆固定块8及型芯固定块10、液压缸拉杆4带动型芯9在型芯12内滑动H1距离,进行第1次凸台内侧孔抽芯,之后型芯9再碰到型芯固定板3,带动型芯12移动,进行凸台外表面抽芯,完成液压二次抽芯,液压二次抽芯机构由导滑块5导向。抽心距要满足公式:H3>H2+H1,其中,H3为液压缸抽芯最大行程;H1为型芯9第1次抽芯距,取25 mm;H2为型芯12抽心距,H2=凸台倒扣长23+余量,H2可取26 mm,H3可取55 mm。

图4 模具结构
2.3.3 动模弹簧斜向抽芯
由于塑件内表面C处(见图1)有一斜向柱子形成倒扣,需要在动模设计抽芯结构,斜楔20固定在动模垫块23内,斜型芯19成型斜向柱子。开模时在弹簧2和二次分型机构作用下,动模垫块23与动模板40分开,即在PL2处分开,之后斜楔20离开斜型芯19,在弹簧18作用下斜型芯19斜向移动,完成斜向抽芯。定距螺钉1起定距作用,合模时斜楔20压住斜型芯19进行复位。
2.4 多次分型机构设计
由于模具结构复杂,要按顺序三次分型完成抽芯,为此设计了拉钩压棒顺序分型机构。开模时,由于拉钩24拉住了动模垫块23,在弹簧30的作用下,定模板37与定模座板36先从PL1处分开。当分开一定距离后完成定模抽芯,固定在定模座板36上面的压棒28碰到拉钩24的斜面尾部,拉钩24绕着销钉26旋转,拉钩24与动模垫块23脱钩,在弹簧2及定距螺钉29的作用下,动模垫块23与动模板40在PL2处分开,分开一段距离后,完成了动模弹簧斜向抽芯,之后由于定距螺钉1定距作用,动模板40与定模板37从PL3处分型,实现三次顺序分型。
2.5 成型零件设计
成型零件是决定塑件的形状、尺寸的零件[5],塑件的成型零件主要包括:成型塑件外表面的定模型芯38,成型塑件内表面的动模型芯39及成型塑件各种倒扣的抽芯机构。定模型芯38镶入定模板37中,动模型芯39镶入动模板40中。由于塑件加强筋多且深,为便于排气、加工及维修,采用镶件成型加强筋,小镶件末端有凸肩固定,压板压住台阶,大镶件螺钉固定。成型零件都设有脱模斜度,动模型芯39及定模型芯38材料可用738H模具钢,各种抽芯机构滑块材料可用H13模具钢。738H是预硬模具钢,切削加工性良好,抛光电蚀性能好,H13具有较高的耐磨性,动模型芯如图5所示。

图5 动模型芯
2.6 冷却系统设计
如要缩短模具的成型周期,冷却系统设计较重要[6]。由于塑件外形较大,为保证充分冷却,冷却水从动模板40进入动模型芯39,从定模板37进入定模型芯38,塑件四周都设有冷却水路,水孔直径为φ8 mm,为防止漏水,冷却水孔不能碰到推杆孔及小镶件。动模板40与动模型芯39、定模板37与定模型芯38上下贴合处要设置防漏胶圈,动模冷却水路如图6所示。
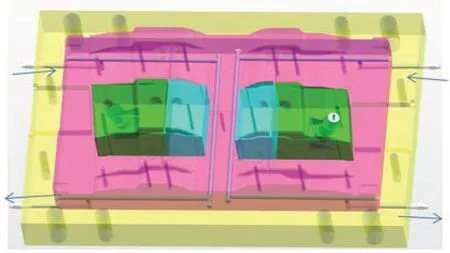
图6 动模冷却水路
3 模具工作过程
塑料熔体经模具浇注系统进入闭合的型腔,经保压、冷却后开模,在多次分型机构的作用下,模具首先在PL1处分开,在定模斜滑块内抽芯机构的作用下,先完成成型塑件上表面A处抽芯,分开一段距离后,多次分型机构的拉钩24脱离动模垫块23,在弹簧的作用下,模具在PL2处分型,接着在动模弹簧斜向抽芯机构的作用下,完成成型塑件C处抽芯,最后在定距螺钉的定距作用下,模具在PL3处分型,动、定模分开,在液压二次抽芯机构作用下,完成成型塑件侧面B处中空凸台的抽芯,再由推板42带动拉料杆45及推杆推出成型塑件及浇注系统凝料。
4 结束语
塑件内、外表面及侧面都有倒扣,如何脱模是模具设计的难点,由于侧面中空凸台倒扣长且薄,为顺利脱模且不损坏成型塑件壁面,设计了液压二次抽芯机构。塑件内表面斜向倒扣及外表面倒扣必须在动、定模分开前先完成抽芯,为此设计了多次分型机构,保证模具按顺序先后完成三次分型。采用定模斜滑块内抽芯机构完成外表面倒扣抽芯[7],采用动模弹簧斜向抽芯机构完成内表面斜向倒扣抽芯,由于分型面为多段阶梯且有斜面,为合模成型时不溢料,增加了凹凸锥面二次定位。模具生产运行良好,对类似塑件的模具设计具有一定的借鉴作用。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
军事文摘·科学少年(2020年3期)2020-03-26
模具制造(2019年4期)2019-06-24
模具制造(2019年3期)2019-06-06
橡塑技术与装备(2018年14期)2018-07-20
橡塑技术与装备(2018年10期)2018-05-18
橡塑技术与装备(2018年10期)2018-05-18
中央民族大学学报(自然科学版)(2017年2期)2017-06-11
故事作文·低年级(2016年11期)2016-11-29
小学教学研究·新小读者(2016年7期)2016-07-15
