
自动化流水线动态检重监控系统设计
2023-03-09 07:55:06徐世许谢敬心王京擘
自动化与仪表 2023年2期
赵 林,徐世许,谢敬心,王京擘
(青岛大学 自动化学院,青岛 266071)
近年来工业自动化水平不断发展和进步,促进了我国工业界智能监控系统的发展,目前很多小型工业应用中,并没有采取智能计算机监控系统,导致信息传输效率较低,现场检重复杂繁琐[1]。充分考虑到产品的检重精度高、人工强度大等问题,为了更好地满足产品大批量检重需求,进一步加强对产品检重问题的监督与控制,研究并设计了自动化流水线动态检重监控系统。该系统采用自动化检重模式,通过输送带不间断传输被检产品,称重仪表实时监测产品重量信息。所有经过输送带的产品触发光电传感器使其在下降沿动作与标准重量进行比对,其中超重、欠重产品在PLC 控制下被剔除,合格产品继续向下运输。为了便于用户查询产品信息、辨别真伪,本系统通过喷码机在产品外包装上进行喷码,根据厂商的不同需求可进行数字码、条形码及二维码的喷印。同时,上位机将所有产品的重量信息存入数据库,通过数据库标注生产日期、生产时间、产品编号等信息,方便用户查询、追溯。该流水线动态检重监控系统集动态检重、剔除、喷码、数据查询等为一体,保证了数据传输的准确性和高效性,进一步实现了对产品数据的精准管理。自动化流水线动态检重监控系统已在工厂得到实际应用,一方面规范、简化了生产线上产品重量检测的工序,在一定程度上保障了企业生产效益;另一方面降低了人工劳动强度,为企业安全生产提供了保障。
1 硬件结构
在本监控系统中,包括PLC、上位机、称重仪表、触摸屏、步进电机、喷码机等硬件设备。如图1所示。中央控制器采用OMRON 公司的CP1L-EM40DT-D型PLC,PLC 带有以太网通信接口和RS422/RS485串行接口,PLC 通过以太网与触摸屏、上位机通信,通过RS485 串口与称重仪表通信[2]。触摸屏选用了威纶通公司型号为MT8102iP 的触摸屏,该触摸屏通信方便,稳定性高,运行速度快,提供了可视化操作界面,能够方便直观显示产品称重数据[3]。动态称重是在物料运行处于非静止状态下进行的,比静态称重更为复杂,所以动态检重系统应选择专用的动态称重仪表,这里选用梅特勒-托利多公司研发的IND560dyn 动态称重仪表,该动态称重仪表中已内置动态检重算法,满足动态检重需求。喷码机选择了多米诺A200 压电喷墨式喷码机,多米诺A200 喷码机结合了大面积喷印和高分辨率喷墨喷码的优势,可喷印图形、文字和GS1-128 条形码,能够实现理想的标识质量。
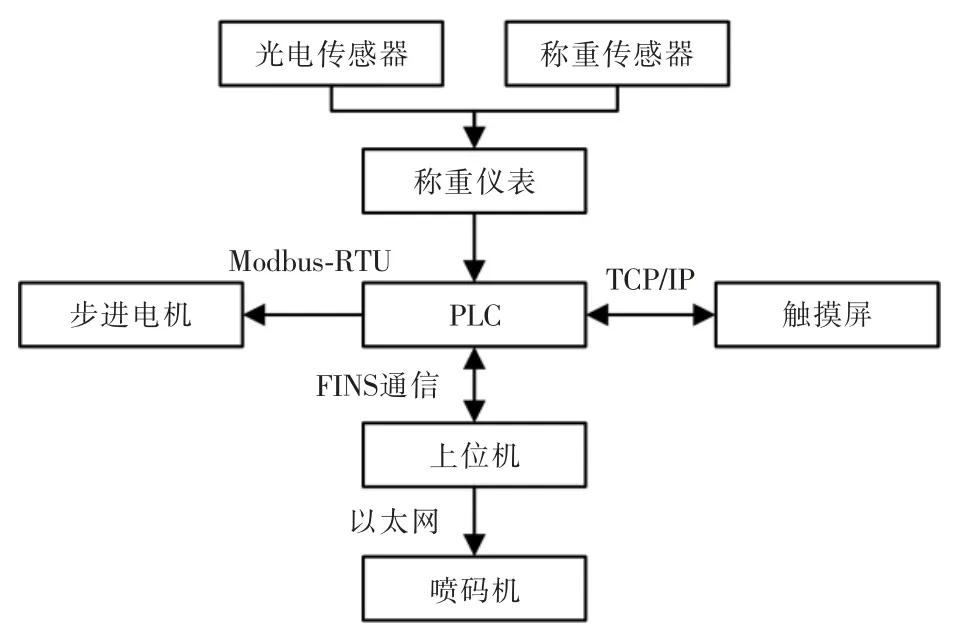
图1 系统硬件结构Fig.1 Hardware structure of system
2 总体设计
输送带由CP1L-EM40DT-D 型PLC 控制步进电机驱动输送产品,当产品到达称重区域时,IND560dyn动态称重仪表实时显示产品重量信息并将称重数据传给PLC。上位机通过以太网读取PLC 存储区里的重量数据,同时,上位机将所有数据信息存入数据库。PLC 与触摸屏连接,并根据触摸屏上设定的标准重量对产品进行合格性判断,其中合格品被输送到喷码单元等待喷码,不合格的产品由PLC 进行剔除。上位机与喷码机通过以太网通信进行连接,上位机将喷码信息传给喷码机,多米诺A200 压电喷墨式喷码机负责对合格品进行喷码,喷印内容包括生产日期、生产时间、产品编号。自动化流水线工作流程如图2所示。
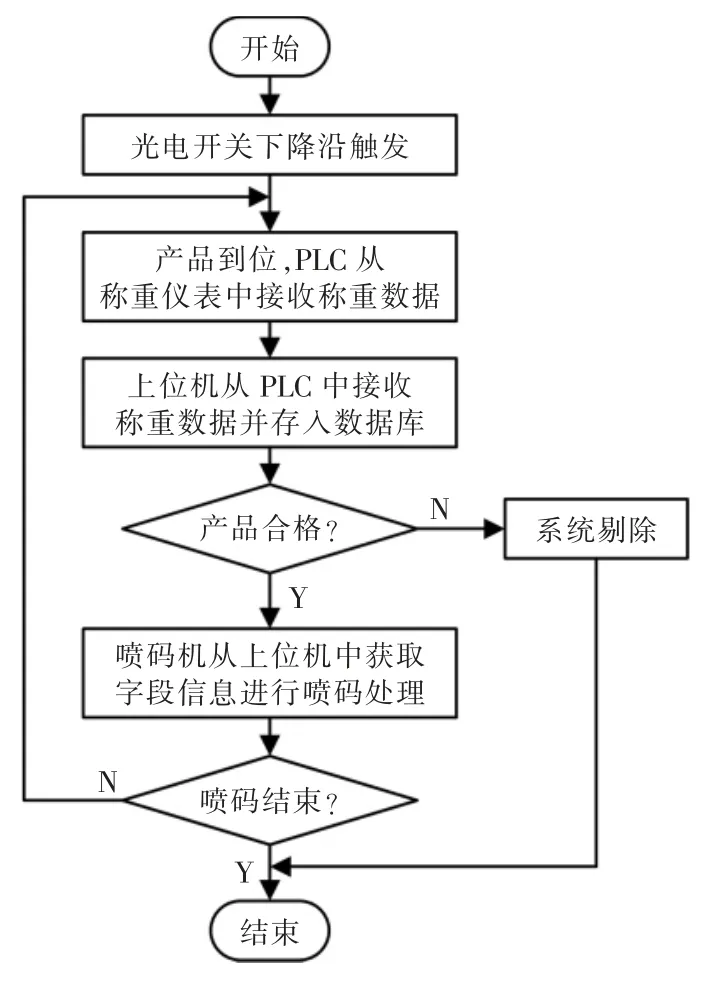
图2 自动化流水线工作流程Fig.2 Workflow of automatic packaging assembly line
3 通讯设置
通讯设置包括上位机与PLC 基于FINS 通信、PLC 与称重仪表基于Modbus-RTU 通信、触摸屏与PLC 基于TCP/IP 通信。通过硬件之间的相互通信,能够对数据信息进行有效管理。
3.1 上位机与PLC 基于FINS 通信设置
为实现FINS 通信功能,本文采用Visual Basic语言进行开发。Visual Basic 是一种功能强大、灵活性高的编程语言,其技术栈和运行时代码库旨在保持服务端的轻量级和灵活性。在实际称重系统中,实现FINS 通信需在CX-P 编程软件中对PLC 参数进行设置,设置上位机IP 地址为192.168.250.1,设置PLC地址为192.168.250.2,子网掩码为255.255.255.0,端口号为9600。
3.2 PLC 与称重仪表基于Modbus-RTU 通信设置
在PLC 中编写Modbus-RTU 主站程序,设置串行通信模式为Modbus-RTU 简易主站模式,控制通信参数,将串行通信模式设为串行网关模式。其中波特率设置为9600 b/s,数据位设为8 位,停止位设置为1 位,无奇偶校验[4]。利用PLC 自带的Modbus-RTU 简易主站功能,使用Modbus-RTU 通信,读取动态称重仪表IND560 寄存器4001 和4002 中的数据。在PLC 中定义I1.00 变量为光电传感器1,当产品到达检重区域时,光电传感器1 触发下降沿信号,确定产品已到位。同时,称重传感器感受到重量信号变化并将其传给称重仪表,此时称重仪表上显示当前产品的重量信息,PLC 读取称重仪表的重量。PLC与称重仪表基于Modbus-RTU 通信程序如图3所示,从通道D32200 开始设置命令数据,将A641.00置为ON,启动通信,从通道D32250 开始,观察返回的响应数据[5]。
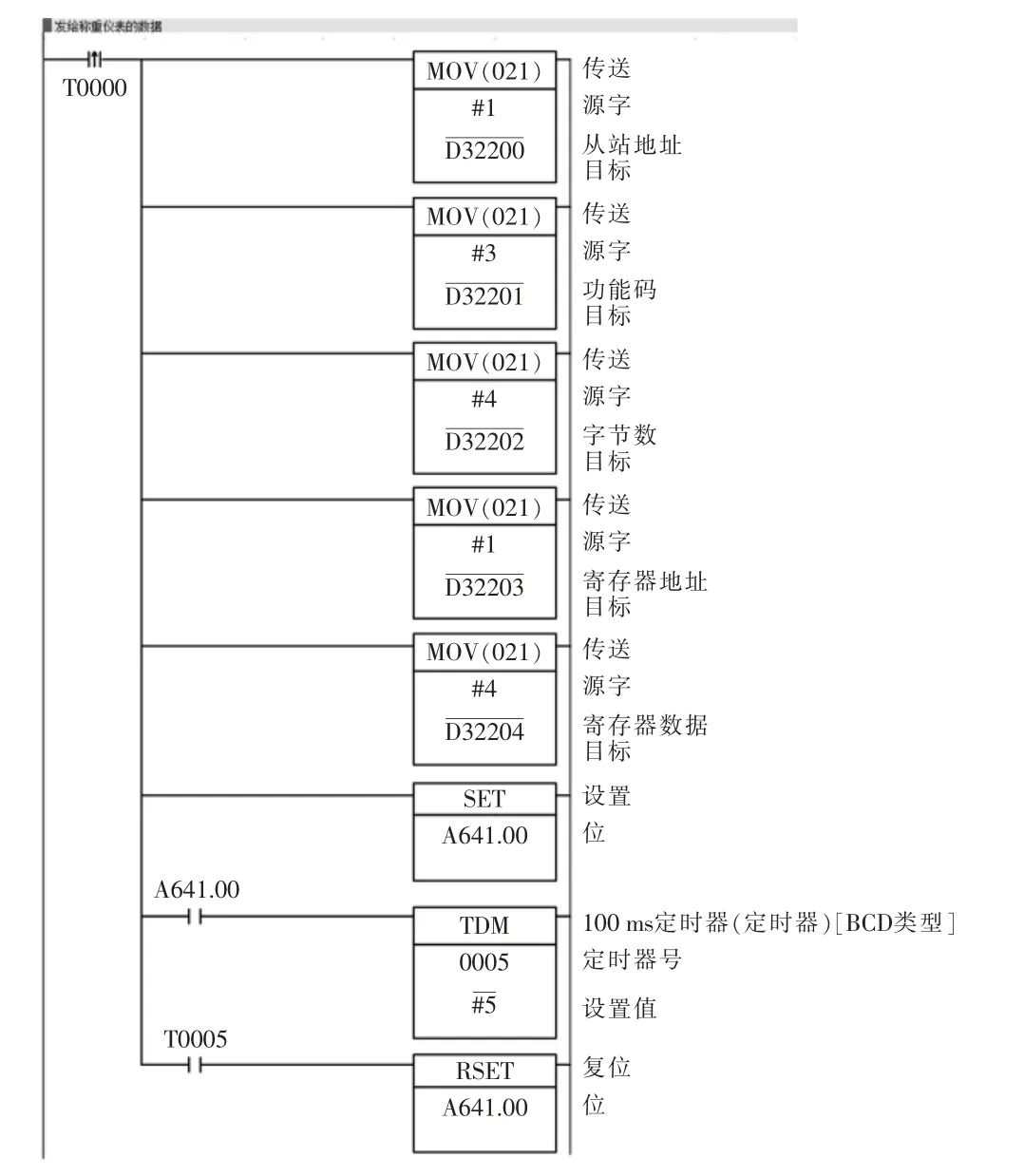
图3 Modbus-RTU 通信程序Fig.3 Modbus-RTU communication program
3.3 触摸屏与PLC 基于TCP/IP 通信设置
威纶通触摸屏使用Ethernet(TCP/IP)与PLC 进行通信,需要在FINS/TCP 连接设置中设置目标IP地址为192.168.250.3。另外,在EasyBuilder Pro 软件中添加PLC 设备CP1L-EM40DT-D,设置通信方式为OMRON Ethernet(TCP/IP),接口类型为以太网,IP 地址设为192.168.250.2,端口号为9600。
4 程序设计
4.1 喷码流程设计
喷码机初始化完成并与上位机建立连接后,接收上位机发送的喷码字段信息,准备在产品上进行喷印。当产品到达喷印区域时,喷码机启动喷印,在产品表面喷印生产日期、生产时间和产品编号信息,若喷印没有结束,则继续循环以上过程,直到所有合格的产品都被喷印,整个过程结束。喷码流程如图4所示,打印好的成品如图5所示。
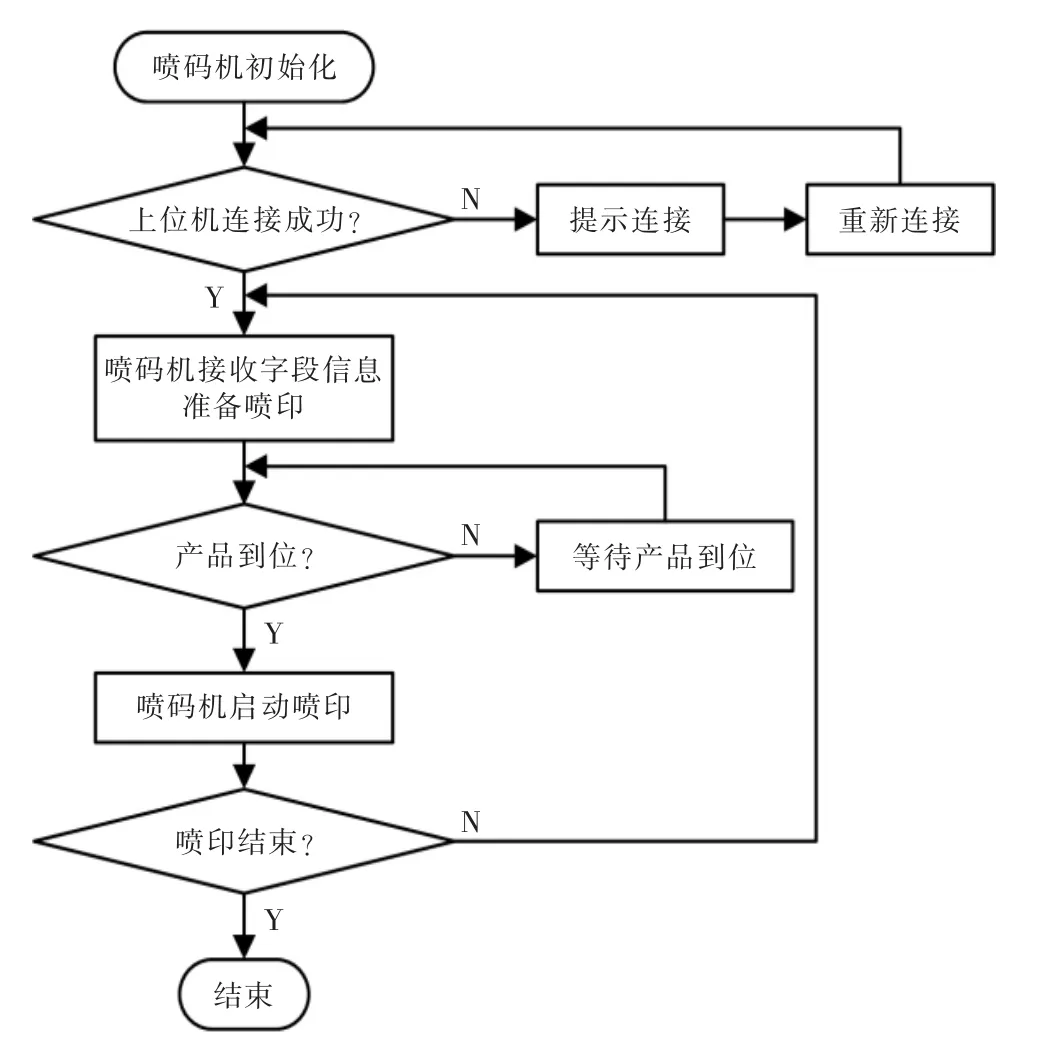
图4 系统喷码流程Fig.4 Flow chart of system coding
图5 成品Fig.5 Finished product
4.2 上位机监视界面设计
自动化流水线动态检重监控系统需要对称重数据进行保存,方便用户查询、追溯。上位机监视界面基于Visual Basic 编程实现,同时上位机与数据库相连,动态显示产品重量信息。在该系统设计中,上位机监视界面包括用户登录、动态显示、数据查询和系统维护界面。
查询界面包含了多条件查询功能,操作员可在规定日期时间内查询产品信息。在本次数据查询中,系统以操作员、批次、合格情况、查询时间等为查询条件查询符合条件的产品信息[6]。另外,在查询界面设有“另存为”按钮,其功能是将数据信息进行备份或以Excel 的形式保存,便于查找,防止丢失。数据查询部分程序代码如下:
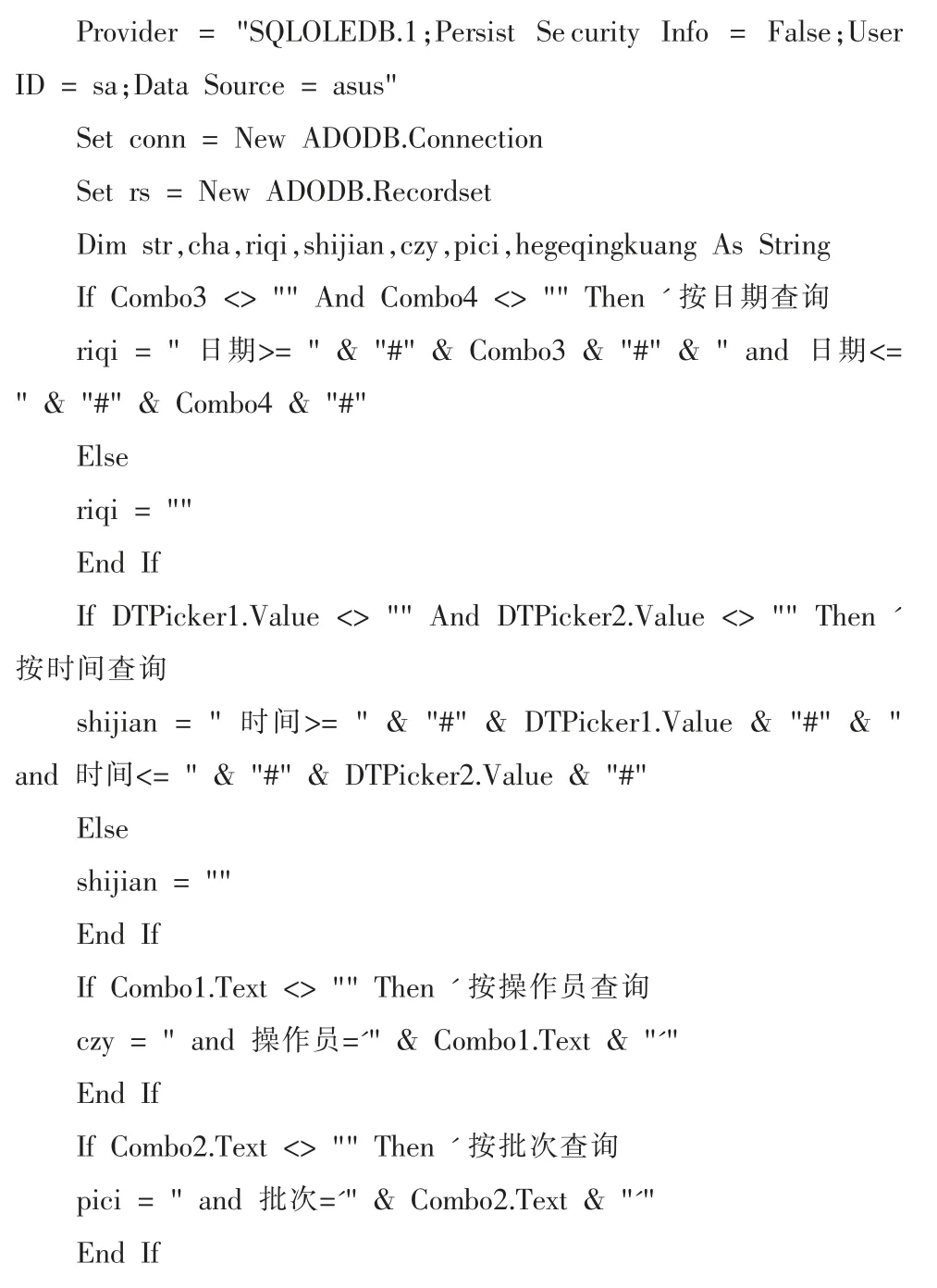
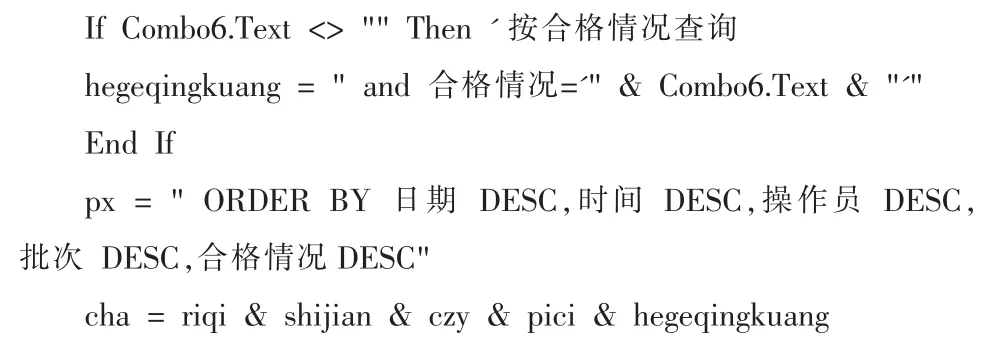
上位机数据查询界面通过Visual Basic 软件绘制,产品重量信息存储在SQL Server 数据库中,当上位机与数据库建立连接后,各产品信息以表的形式显示在DateGrid 控件中。数据查询如图6所示,查得产品累计重量为227.63 kg。
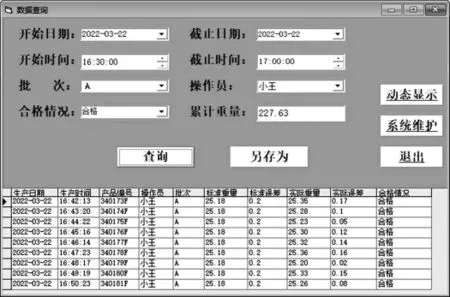
图6 数据查询Fig.6 Data query
5 结语
自动化流水线动态检重监控系统已在青岛某工厂投入使用且运行平稳,满足了企业对产品的检重需求,能够准确快速的完成产品检重、分拣、喷码等工作,保障了自动化流水线平稳运行。
猜你喜欢
科技创新与生产力(2022年12期)2023-01-18 10:07:58
科学技术创新(2021年25期)2021-09-11 09:01:26
锻压装备与制造技术(2021年1期)2021-03-24 01:52:32
重型机械(2020年3期)2020-08-24 08:31:36
装备制造技术(2019年12期)2019-12-25 03:06:36
中国食品工业(2018年5期)2018-11-02 05:18:18
知识就是力量(2018年7期)2018-07-11 06:39:56
中国食品工业(2018年4期)2018-06-11 09:24:22
食品安全导刊(2015年6期)2015-07-08 04:12:25
食品安全导刊(2014年9期)2014-10-21 17:36:52
