
浮选法分离废旧塑料ABS和HIPS气泡与塑料的粘附行为研究*
2023-03-07 04:49:40杨东民张月雷
包头职业技术学院学报 2023年4期
杨东民 张月雷
(1.包头职业技术学院,内蒙古 包头 014035; 2.内蒙古北方重工业集团有限公司,内蒙古 包头 014030)
塑料的大量生产、消费与较短的使用周期使得塑料废弃物的数量急剧增加,塑料的大量废弃不仅造成资源的巨大浪费,也给环境带来了极大危害。[1]2006-2009年我国的塑料消费年均增长9.6%,是同期世界年均增长率的2倍多;目前我国的塑料消费量已超过6000万吨,为世界消费总量(2.38亿吨)的四分之一,远超美国列世界第一。[2]据统计,我国废塑料2020年产生量可达7000万吨以上。所以,对于废旧塑料的分选、回收及利用是人类不得不考虑并持续研究的课题。废旧塑料的分选方法由很多种,但对于密度较为接近的两种废旧塑料,浮选分离法因其效果好、成本低、安全性高、分选速度快等特点,显得更为适用。浮选分离法的影响因素很多,发泡剂及润湿剂的用量、废旧塑料尺寸、空气流量等工艺条件对浮选分离效果有较大影响,前期,本人已经以ABS和HIPS为例,对以上工艺条件进行了实验研究及优化,并在《包头职业技术学院学报》2021年第4期发表了论文《废旧塑料浮选工艺的优化》。本文重点对浮选分离实验中气泡与塑料的粘附行为进行研究,并通过最佳浮选分离液面高度、单次分选最大塑料量两个外在的直观条件,进一步说明其粘附行为对浮选分离效果的重要影响,为浮选分离从实验室走向工厂实践做好理论支持与实验铺垫。
1 实验准备
1.1 实验原料
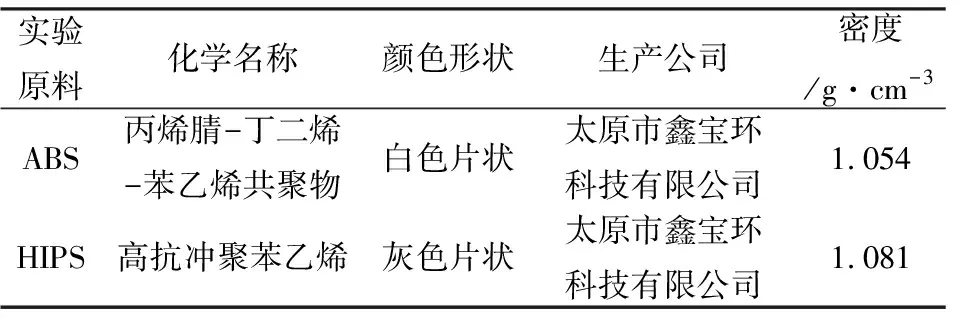
表1 实验用废旧塑料
浮选实验之前,需对需浮选分离的塑料原料做如下加工,以备实验用:
①将厚度为1.2mm片状塑料原料裁剪为边界尺寸接近0.5cm×0.5cm的片状;②提前将所有实验用塑料原料均用清水洗净,晾干。
1.2 浮选化学药剂与仪器设备
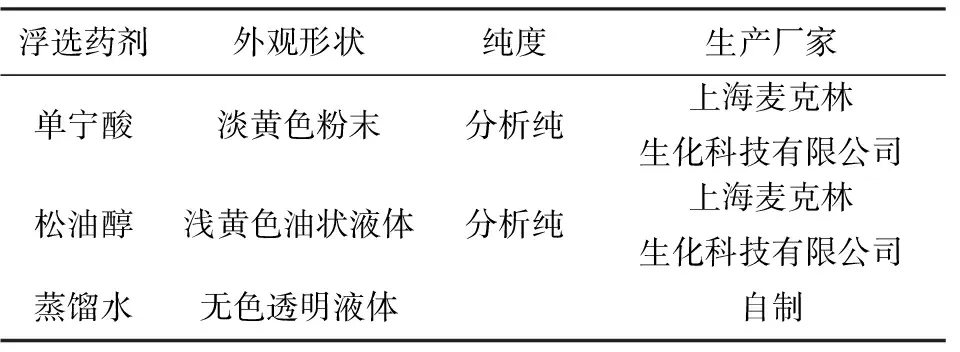
表2 实验所用浮选药剂
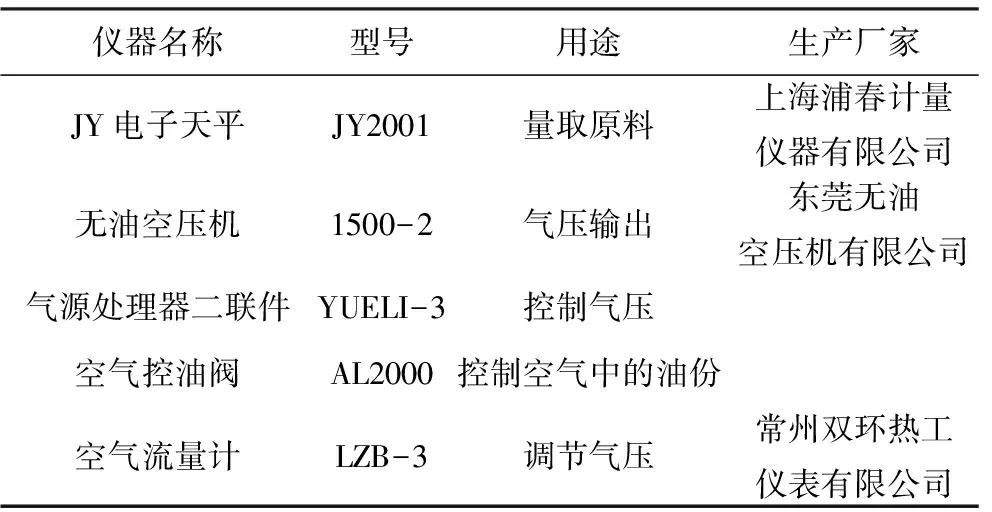
表3 实验用仪器及型号
1.3 实验装置

图1 塑料浮选实验装置图
1.4 前期实验已优化的工艺条件描述
通过前期浮选实验,对浮选工艺进行了优化,确定合适的工艺条件为:空气流量为100mmL/min、废旧塑料尺寸为接近0.5cm×0.5cm(厚度为1.2mm)的片状碎片、起泡剂松油醇实验浓度为22mg/L、润湿剂单宁酸实验浓度为190mg/L、浮选温度为常温25℃左右。在上述工艺条件下,浮选器以直径为90mm(壁厚3mm),高度为265mm的浮选杯为例,ABS和HIPS混合物分选效果较为理想,HIPS粘附气泡多所以上浮,回收率达到93.8%,ABS粘附气泡少所以下沉,回收率达到86.2%。
2 实验过程
2.1 最佳浮选分离液面高度
在废旧塑料浮选过程中,当高度较低时,气泡来不及粘附在塑料上,因此塑料获得的上浮力较小,随着高度的增加,粘附在塑料上的气泡数量增加,塑料获得较大的上浮力。粘附了气泡的废旧塑料,在向上浮动的过程中,会受到来自多方面的摩擦力的作用:物料与物料之间摩擦力,塑料与浮选液之间摩擦力、塑料与浮选杯内壁之间摩擦力等等。而这些摩擦力作用的结果就是使粘附在塑料表面的气泡有所掉落。从实验中,我们发现,当液面高度的过高时,塑料表面摩擦的几率增大,塑料表面的气泡数量不断减少,当气泡减少到一定数量时,废旧塑料就因浮力不足而下沉,因此,液面的高度对废旧塑料的浮选效果有较大的影响。
由实验前期可得结论,该浮选效果最优的浮选工艺条件为:空气流量为100mmL/min、废旧塑料尺寸为接近0.5cm×0.5cm(厚度为1.2mm)的片状碎片、起泡剂松油醇实验浓度为22mg/L、润湿剂单宁酸实验浓度为190mg/L、浮选温度为常温25℃。搅拌时间10min,浮选时间15min。在直径为90mm(壁厚为3mm)的浮选器中进行浮选实验。为了方便计量,我们用体积mL来表示溶液高度,分别采用浮选液体积为500ml、600ml、650ml、700ml、750ml、800ml、850ml来进行试验。通过多次浮选实验,HIPS和ABS上浮率见表4。图2为两种塑料上浮率的折线图。
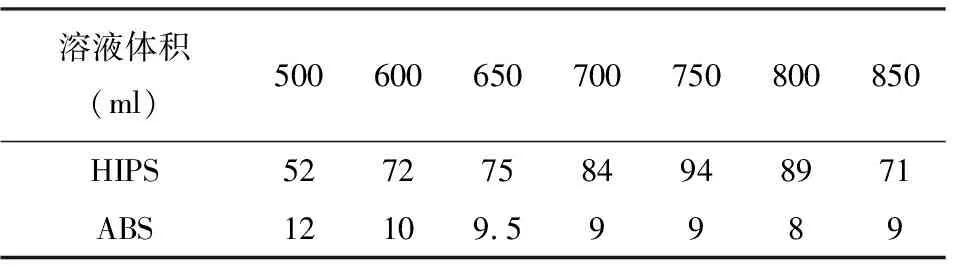
表4 不同溶液高度的废旧塑料上浮率(%)
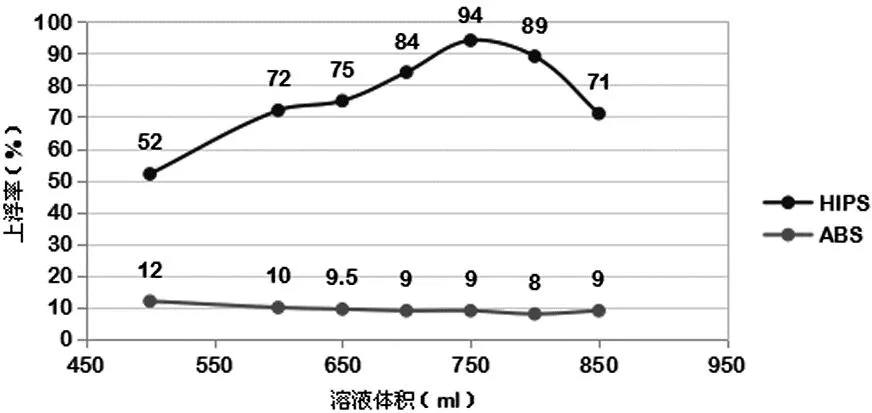
图2 不同溶液高度的废旧塑料上浮率(%)
由实验可知,在直径为90mm(壁厚为3mm)的浮选器中进行浮选实验时,浮选液体积为750ml,液面高度为135mm时,HIPS的上浮率为94%,ABS的上浮率为9%,两者的上浮率差别较大,为最佳浮选分离液面高度。
2.2 单次分选最大塑料量
在浮选过程中,单次加入的塑料量太少,会使生产效率降低,也会因分选塑料量的基数较小,而影响塑料的上浮率;但是,浮选过程中塑料与塑料相互之间会产生摩擦从而使粘附的气泡脱落,因此,当浮选液质量一定时,单次可分选的塑料量是有限的。若单次分选的塑料量过多,则塑料与塑料之间的摩擦加剧,会导致已经粘附在塑料表面的气泡脱落过多,导致塑料上浮力降低,从而使已经上浮的塑料下沉,使分选效果降低。因此,当浮选液质量一定时,单次分选的塑料量不能太少,也不能太多。
按照实验前期所得结论,在浮选效果最优的浮选工艺条件下,实验采用塑料尺寸为接近0.5cm×0.5cm(厚度为1.2mm)的片状碎片,以浮选器直径为90mm(壁厚为3mm),浮选液体积为750ml,在其中进行HIPS和ABS浮选实验为例,单次可分选的最多塑料量可以通过实验数据确定,见表5。
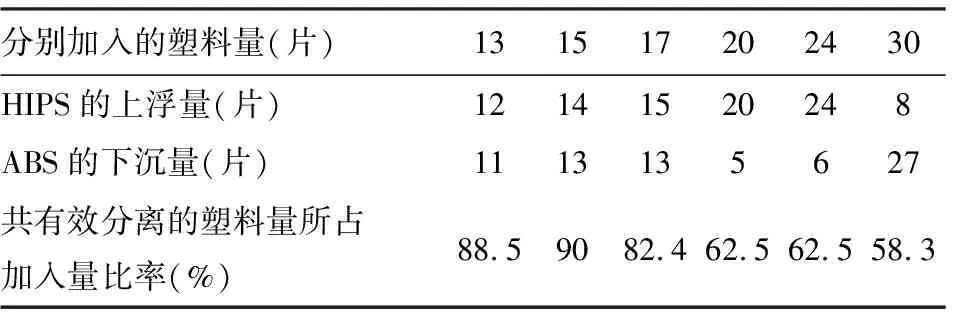
表5 共有效分离的塑料量所占加入量的比率(%)
为了直观、方便观看实验效果,实验中我们以所分选塑料的片数来计算量。在该浮选工艺条件下,正常分离时因为塑料HIPS会上浮而ABS会下沉,所以在分别加入同样多片数的前提下,浮选中我们就只计算HIPS的上浮量和ABS的下沉量为有效分离量,而对于HIPS的下沉量和ABS的上浮量忽略不计。
共有效分离的塑料量所占加入量的比率计算公式为:
式中,F—总共有效分离的塑料量所占加入量的比率,%;
M1—有效上浮的HIPS的塑料量,片;
M2—有效下沉地ABS的塑料量,片;
Mh—加入分选器的HIPS的塑料量,片;
Ma—加入分选器的ABS的塑料量,片。
由表5可以看出:当将尺寸接近0.5cm×0.5cm(厚度为1.2mm)的片状塑料碎片加入到浮选器中,加入的塑料量分别达到15片时,总共有效分离的塑料量所占加入量比率还能维持在90%,随着加入塑料量的增多,该比率开始下降,当加入的塑料量分别达到30片时,该比率降到了58.3%。由此可以判断,加入的塑料量分别达到15片(总加入量达到30片)时,用电子天平准确称量为5g,既为该工艺条件和实验设备下的单次分选最大塑料量。
3 结论与讨论
在最佳工艺条件下:空气流量为100mmL/min、塑料尺寸为接近0.5cm×0.5cm(厚度为1.2mm)的片状碎片、起泡剂松油醇实验浓度为22mg/L、润湿剂单宁酸实验浓度为190mg/L、浮选温度为常温25℃左右,在直径为90mm的浮选器中进行浮选实验时,浮选液体积为750ml,液面高度为135mm时,HIPS的上浮率为94%,ABS的上浮率为9%,两者的上浮率差别较大,为最佳浮选分离液面高度。
当将尺寸接近0.5cm×0.5cm(厚度为1.2mm)的片状塑料碎片加入到浮选器中,以浮选器直径为90mm(壁厚为3mm)为例,浮选液体积为750ml,在其中进行HIPS和ABS浮选实验为例,加入的塑料量分别达到15片(总加入量达到30片)时,用电子天平准确称量为5g,既为该工艺条件和实验设备下的单次分选最大塑料量。
该实验结果对实际生产具有一定的指导意义,但在大批量的工业化浮选分离中,浮选分离的工艺条件肯定要依据实际情况做一些必要的调整,这将是今后侧重研究的又一个方向。
猜你喜欢
大自然探索(2023年5期)2023-06-19 08:08:53
阅读(科学探秘)(2019年4期)2019-06-19 01:13:34
四川冶金(2018年1期)2018-09-25 02:39:22
电子测试(2018年6期)2018-05-09 07:31:47
重庆交通大学学报(自然科学版)(2017年3期)2017-05-17 03:37:21
中国资源综合利用(2016年1期)2016-02-03 02:55:07
建筑材料学报(2015年5期)2015-11-28 08:38:40
橡胶工业(2015年3期)2015-07-29 08:24:10
中国氯碱(2014年12期)2014-02-28 01:05:12
河南科技(2014年14期)2014-02-27 14:11:57
