带式输送机张紧力控制机构分析
2023-03-07 09:25王晓波
山东煤炭科技 2023年1期
王晓波
(山西沁和能源集团南凹寺煤业有限公司,山西 晋城 048000)
带式输送机张紧力控制机构为输送机正常运行所需张力自动进行调整,可防止因胶带过松、下垂度过大造成物料跳动、漏撒或胶带发生打滑空转现象的发生,自动保持带式输送机正常、平稳运行,对矿井的安全运输具有重要意义。
1 摩擦传动原理
1.1 胶带的受力分析
南凹寺煤业30409 工作面所使用的DTL 型带式输送机主要由胶带、托辊、支架、传动机构、张紧机构、制动机构组成。胶带绕经驱动滚筒和尾部转向滚筒,中间托辊支撑,相互之间协助完成输送工作。张紧机构为胶带正常运行提供所需的张力,调节其之间的相对距离。在静态时, 滚筒上、下两端胶带的张力相等;动态时,胶带牵引力增大,滚筒上端相遇点A 张力同时增大,而滚筒下端分离点B的张力则减小。胶带的受力示意图如图1。
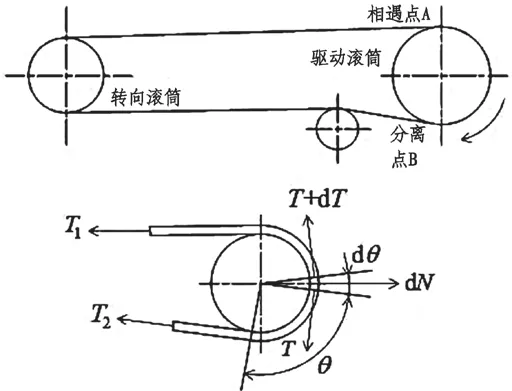
图1 胶带受力示意图
假设驱动滚筒接触弧上的胶带,不受弯曲产生应力,分离点B 处的张力为T,相遇点A 处的张力为T+dT,滚筒对接触弧上的胶带的支反力为dTN,该段胶带的受力应为:
式中:θ为胶带上起始点与研究点之间的包角;μ为胶带与滚筒之间的摩擦系数。
代入边界条件T(θ=0)=T2,可得胶带在驱动滚筒接触弧上任意点的张力T:
1.2 摩擦驱动力计算
假设胶带与驱动滚筒之间的包角为∠1,分离点B 处的张力为T2,则相遇点A 处的张力T1为:
则驱动滚筒对胶带的摩擦驱动力为:
分析可知,为保证胶带正常运行所需张力,增加滚筒上端相遇点A 与滚筒下端分离点B 之间的包角,增大胶带与滚筒之间的摩擦系数,是张紧力控制机构保证带式输送机正常运行的必要条件。
2 张紧力控制机构的作用
(1)能够增加滚筒上端相遇点A 与滚筒下端分离点B 之间的包角,胶带与滚筒之间的摩擦系数同时增大,保证张紧力平稳,防止胶带发生打滑空转现象。
(2)保证张紧力平稳,各点的张力不低于设定最低值,防止因胶带过松、下垂度过大造成物料跳动、漏撒的现象及增加输送机的运行阻力。
(3)当接头处发生断带或需要重新做接头时,可以通过张紧力调整机构松带,提供必要的行程。
(4)在启动、停止或者负载重量变化时,可以通过张紧力调整机构进行调节。在启动时,胶带需要较大牵引力,通过张紧力调整机构进行自动调节,使分离点B 处张紧力增大,提供胶带需要的牵引力;在停止时,胶带需要的牵引力较小,通过张紧力调整机构进行自动调节,使张紧力得到新的平衡,防止带式输送机发生故障;负载重量变化时,张紧力发生突变,通过张紧力调整机构进行自动调节,保障输送机正常运行。
3 张紧力控制机构设计
3.1 机构组成
张紧力控制机构主要由移动小车、钢丝绳、张紧力检测装置、缓冲油缸、蓄能器、液压马达、制动器、拉紧绞车、滑轮组等组成。张紧力控制机构组成如图2。
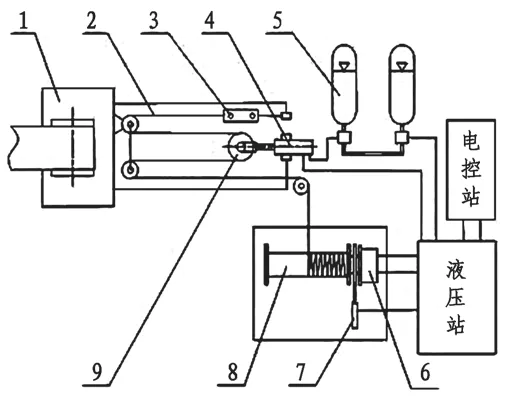
图2 张紧力控制机构组成
当带式输送机胶带张紧力增大或者减少时,油缸内的油压会随张紧力变化而变化,液压系统根据张紧力检测装置检测出的压力变化,按照预先设定的程序进行回应,通过拉紧绞车正(反)转,移动小车动作,改变输送机胶带的张紧力;当输送机胶带的张紧力值降至预先设定最低值,油缸内的压力随之降低,张紧力检测装置发出信号反馈,液压泵站起动,补充液压油,缓冲液压缸活塞杆缩回,胶带张紧完成。
3.2 关键零部件选型
(1)PLC 控制器。PLC 控制器是电气控制系统不可缺少的核心组件,是整个系统的大脑。根据控制功能需求,PLC 控制器选用型号为S7-200 系列微型控制器,在实时模式下具有速度快、通讯功能强和较高的生产力等特点。S7-200 系列微型控制器不仅可以作为独立的微型PLC 控制器解决方案或者与其他控制器相结合使用,而且结构紧凑小巧,扩展选用CPU 型号为226AC/DC/RLY 交流电源、直流数字输入和数字输出处理器,编程工具基于Windows 系统,操作简单方便,可以实现逻辑、运算、计数、通讯等功能。
(2)电液比例溢流阀。电液比例溢流阀根据系统的压力需求变化而进行自动调节系统溢流压力值,控制液压马达扭矩的输出,改变带式输送机胶带的张紧力,是液压控制系统不可缺少的核心组件。根据工作场所的特点和加载系统的要求,选用型号为E-BG-10 电液比例溢流阀,对油路进行压力调节。其具有工作可靠、性能稳定等特点。
(3)拉力传感器。拉力传感器实时检测张紧力检测数据,及时迅速地进行反馈PLC 控制器,根据预先设定指令调整张紧度,直至张紧力达到系统预先设定正常值,实现张紧。选择LD206 型传感器,其具有工作可靠、性能稳定等特点。
3.3 张紧力控制工作原理
张紧力控制系统包括自动控制和手动控制两种模式,具体如图3。
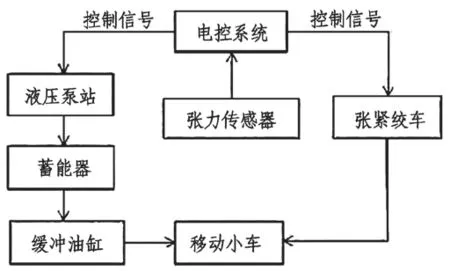
图3 张紧力控制工作原理
3.3.1 自动模式
(1)启动阶段。电控箱启动,通过拉力传感器实时检测并及时反馈给电气控制系统PLC 控制器当前张紧数据。当前张紧数据低于预先设定张紧力报警值时,系统自动判定存在故障,需要停运设备进行检修处理;当前张紧数据满足预先设定张紧力值时,正常启动,通过张紧力调整机构进行自动调节;当检测到张紧力达到正常值的1.4 至1.5 倍时,系统自动关闭液压马达,使张紧力得到新的平衡,并启动带式输送机正常运行。
(2)加速至稳定运行阶段。根据系统的压力需求变化进行自动调节系统溢流压力正常值,电磁阀换向,通过张紧力调整机构进行自动调节,直至张紧力达到系统预先设定正常值,使张紧力得到新的平衡,换向阀处于中位,输送机进入稳定正常运行。
(3)正常运行阶段。带式输送机正常运行时,胶带的张紧力发生变化,张紧力检测装置实时反馈给电气控制系统PLC 控制器当前张紧力状态;张紧力波动范围浮动超10%时,换向阀处于左(右)位,拉紧绞车正(反)转,移动小车动作,张紧力得到新的平衡,换向阀处于中位,输送机进入稳定正常运行。
(4)制动停机阶段。当电控系统发出停机指令时,根据系统的压力需求变化进行自动调节系统溢流停机压力,液压马达输出扭矩控制,拉紧绞车松绳,通过张紧力调整机构进行自动调节,改变输送机胶带的张紧力,换向阀处于中位,输送机平稳停机。
3.3.2 手动模式
设置为手动模式,缓冲液压缸伸缩、拉紧绞车正(反)转等动作均可手动控制。
4 系统应用效果分析
(1)能够实时根据张紧力变化进行调整,在非稳定情况下(启动、停止、负载重量变化),根据张紧力变化实时精确检测控制。通过张紧力自动调整,改变输送机胶带的张紧力,使张紧力得到平衡,达到输送机运行条件,同时可降低对胶带的强度要求以及胶带磨损消耗。
(2)伸缩调节范围更大,张紧行程可达20 m,可及时补偿胶带工作过程中因内应力受到拉力的作用而产生的长度变化。另外,当接头处发生问题时,需要重做接头,可以通过张紧力调整机构松带,为胶带重做接头提供充足的行程。
(3)能够增加胶带与驱动滚筒之间的包角,增大胶带与滚筒之间的摩擦系数,防止胶带发生打滑空转现象。
(4)通过张紧力精准分段控制调节,使张紧力得到平衡,保证胶带各点的张紧力满足设定正常值,有效防止胶带过松、下垂度过大造成物料跳动、抛撒,防止胶带打滑空转,增加运行阻力。
猜你喜欢
中国金属通报(2021年21期)2021-11-19
山西冶金(2020年3期)2020-07-15
机械管理开发(2020年2期)2020-04-16
冶金设备(2019年6期)2019-12-25
制造技术与机床(2019年11期)2019-12-04
学苑创造·B版(2019年8期)2019-08-09
液压与气动(2019年6期)2019-06-17
童话世界(2018年20期)2018-08-06
文体用品与科技(2016年7期)2016-06-15
橡胶工业(2015年6期)2015-07-29