蒸汽闪发罐泄漏分析与对策
2023-02-27 07:15符海龙
全面腐蚀控制 2023年1期
符海龙
(南通星球石墨股份有限公司,江苏 如皋 226541)
1 用户反馈描述
某设备制造公司承接制造的二合一石墨氯化氢合成炉项目蒸汽闪发罐设备,规格是Φ1600×2000×10mm,材质为Q345R,设计数据如表1所示。该设备投产后使用三年多来运转正常,然而,某一天在该设备外侧表面,出现多处源源不断向外喷出雾状过热水的泄漏现象,由于该设备介质是0.8MPa的饱和水蒸汽,属于承压设备管辖范围,因而给用户现场区域带来了安全隐患。
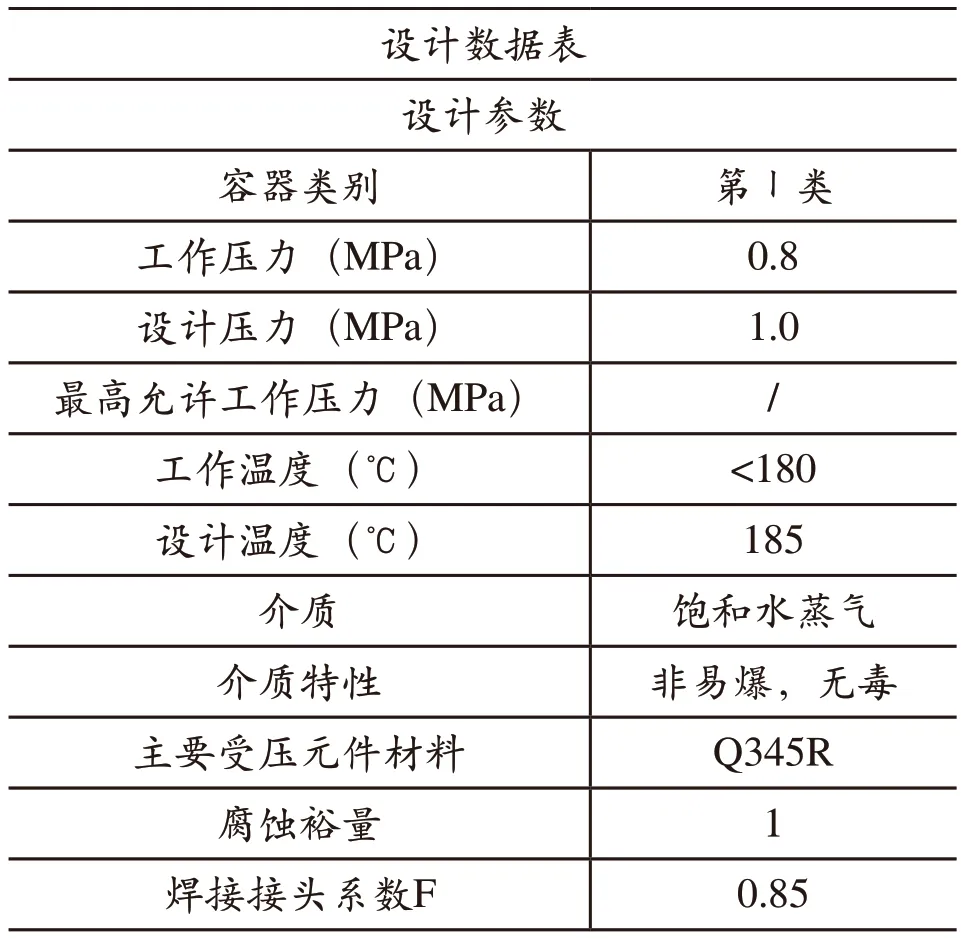
表1 蒸汽闪发罐设计数据表
2 现场分析
在该设备现场,对泄漏区域周围进行厚度检测。测得结果显示,整个泄漏区域厚度在2.1~8.4mm之间不等,此台蒸汽闪发罐的介质是饱和水蒸汽,局部减薄和泄漏部位位于筒体饱和蒸汽进口b的正对面180°的位置(如图1所示),减薄的范围大约是Φ1200mm的圆曲面,只要是从饱和蒸汽进口b处所喷射到的范围均有减薄的现象。而泄漏点出现在Φ600mm左右的圆形曲面范围内,共计出现5处针状小孔向外喷出雾汽状过热水。现场检测厚度示意图如图2所示。
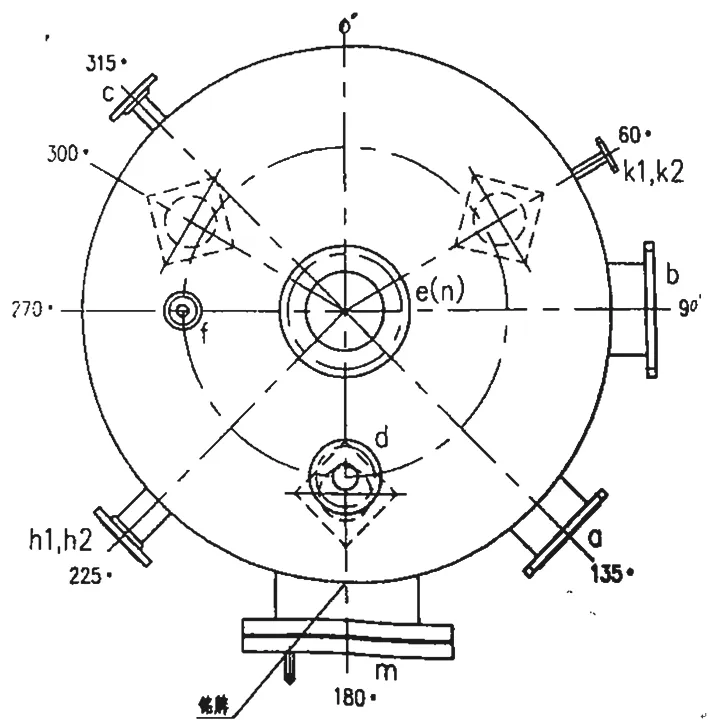
图1蒸汽闪发罐管口方位图

图2 泄漏处圆周测厚数据(mm)
3 蒸汽闪发罐工作原理
从图3中可以看出,蒸汽闪发罐中的饱和水蒸气介质,是来自于二合一石墨氯化氢合成炉中的过热水+湿蒸汽,进入蒸汽闪发罐中部分汽化后,蒸汽从上封头接管处往外输送,另外一部分过热水从罐体下半部位接管再次回流到二合一石墨氯化氢合成炉壳体中。所以蒸汽闪发罐中的液位保持在罐体的一半高度。也即该台蒸汽闪发罐罐内的上半部是蒸汽气相空间,而下半部是过热水液相空间[1]。该蒸汽闪发罐是副产蒸汽二合一石墨氯化氢合成炉主要配套设备之一,而二合一石墨氯化氢合成炉是化工行业生产氯化氢的关键装置,是以氯气、氢气为原料完成氯化氢燃烧合成、氯化氢冷却、氯化氢合成燃烧热的利用,产生过热水以供副产蒸汽的石墨制氯化氢合成炉,可简称副产蒸汽合成炉[2]。二者可以形象的比喻为一对一的从属关系。
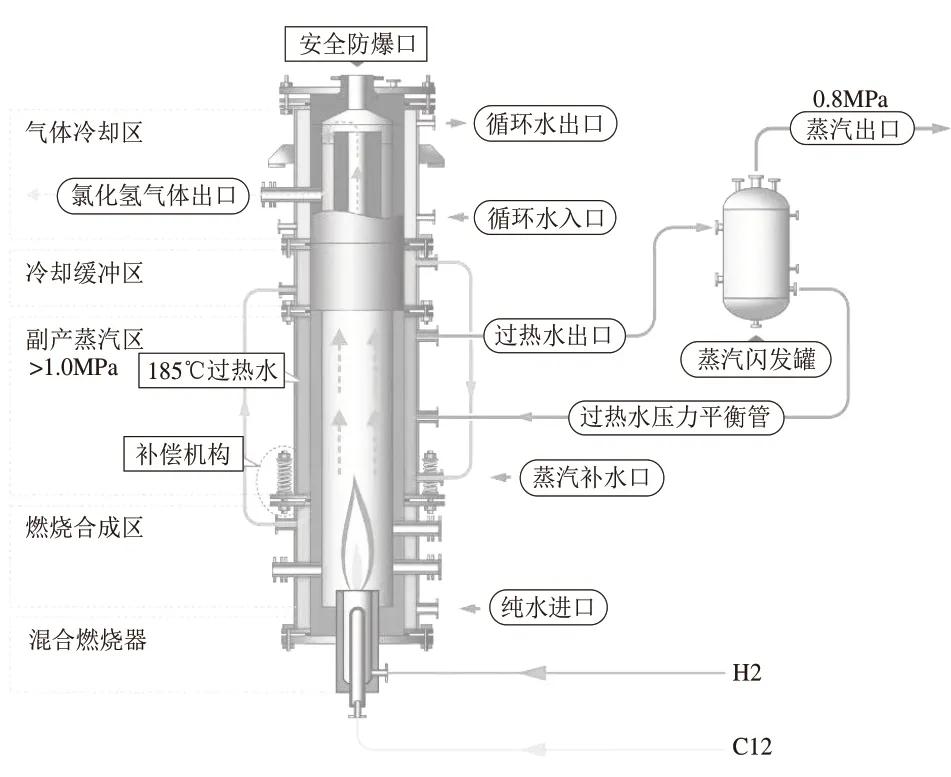
图3 蒸汽闪发罐与二合一石墨氯化氢合成炉管口连接图
4 泄漏产生机理
二合一石墨氯化氢合成炉中介质是湿蒸汽+过热水,用物理名词来形象比喻,是同时具备动能和势能的组合体。其自身含有的巨大蒸汽潜热,在通过狭小的管道空间输送时,管道内部产生激烈的汽水湍流,奔向蒸汽闪发罐。某设备制造公司制造的蒸汽闪发罐一种规格Ф1600直径的是5.2m3容积,另一种规格Ф1400直径的是3.8m3容积,上述两种规格型号的蒸汽闪发罐根据二合一石墨氯化氢合成炉型号的大小,与之分别配备Ф219×8mm、Ф273×8mm或者Ф325×10mm的三种规格的管道接管,与二合一石墨氯化氢合成炉过热水管口相连接,而蒸汽闪发罐是一个密闭的有限空间,与其配套的二合一石墨氯化氢合成炉介质湿蒸汽+过热水输送管道相比较,其空间扩大了无数倍,加上传输过程中高温、高压两参数同时存在,到达蒸汽闪发罐时瞬间得到释放,直接喷射到b接管对面内侧表面。
5 泄漏原因分析
在蒸汽闪发罐正常运转过程中,当液体介质(水)达到饱和蒸汽压力时,液体介质(水)就开始汽化而形成气泡,此时气泡随湍流在流动过程中瞬时得到释放而到达蒸汽闪发罐内部空间,气泡瞬时溃灭。在气泡溃灭的瞬间,气泡周围的液体迅速侵入气泡溃灭形成的空穴,无数微小气泡形成后又瞬间破灭,形成高度局部化的冲击力,由此造成金属损失[3]。因而也就产生了“汽蚀”现象,而水击又是“汽蚀”现象的主要特征。由于水击反复不间断撞击,致使金属表面(蒸汽闪发罐内壁)受到疲劳破坏,而且,在高温和高压的双重因素作用下,液体渗入和流出金属的孔隙,迫使金属离子脱离母体而被液体带走,从而使金属表面出现一个个空穴或凹坑,产生了严重的点蚀,从而使得所喷射到的范围内的筒体壁厚减薄,直至穿透,因而形成了图2中Ф600mm圆形曲面中5处泄漏点。
6 防范措施探讨
(1)综合上述原因分析,初步考虑在设计时,对碳钢材质的蒸汽闪发罐,在饱和蒸汽进口b接管对面内侧表面增加了一块Φ500mm直径,壁厚与筒体厚度同等的“防冲挡板”,以“防备”击穿(如图4所示)。简而言之,就是增加局部的板材厚度,以换取设备“安全运行”。某设备制造公司近三年来制造的蒸汽闪发罐Ф1400直径规格和Ф1600直径规格近百台蒸汽闪发罐产品,均采用此方案来减弱“汽蚀”穿透泄漏现象的发生。但现实情况下,筒体直径越大与之相对应喷射到的范围肯定越大,加上工作压力和工作温度的不同,喷射到的面积亦不尽相同,显然此方法存在着欠妥当之处;
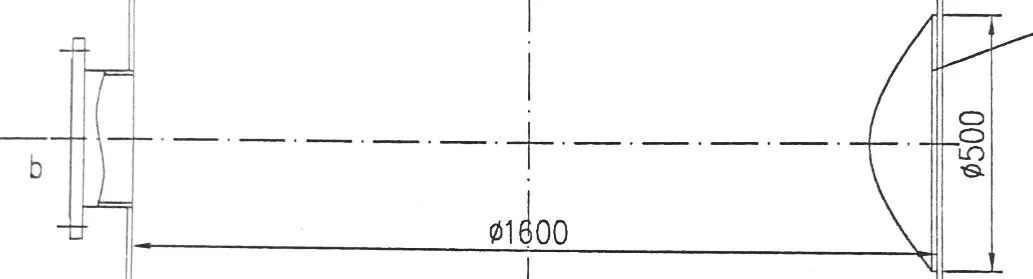
图4 增加防冲挡板图
(2)将上述方法优化,根据蒸汽闪发罐筒体直径的大小不同,确定不同直径的防冲挡板才显得更合情合理,例如:Ф1400直径规格的蒸汽闪发罐,采用Ф600mm直径的防冲挡板,Ф1600直径规格的蒸汽闪发罐,采用Ф800mm直径的防冲挡板;
(3)在饱和蒸汽进口b接管处设置可拆卸防冲挡板装置,并提示用户每年根据此防冲挡板的减薄情况进行更换;
(4)适当增加此饱和蒸汽进口接管b的规格直径,从降低其流速方面考虑减弱“汽蚀”现象的 发生。
7 最终方案确定
历史的经验告诉我们,阳光总是在风雨后。多年的设计和制造实践表明,任何一件方案的确定,必须经过无数个方案、无数次实践来验证。经过多年的设计实践,在使用排除法对上述“防范措施”逐一推敲,并结合近年来诸多用户的反馈,最终确定采用“分布器”装置方案,来避免和杜绝蒸汽闪发罐“汽蚀”现象的发生(如图5所示)。一是从碳钢Q345R材质的表面硬度与S30408不锈钢材质的表面硬度来比较,其布氏硬度HB值后者明显高于前者很多;二是在标准《承压设备损伤模式识别》8.7.6条主要预防措施(b)选材:使用硬质表面层或表面堆焊耐磨合金,使用更硬和/或更耐腐蚀的合金[4],也得到了大力推荐。三是“分布器”装置具备明显的导向作用,迫使过热水+湿蒸汽“定向”排出到蒸汽闪发罐内侧下半部。
8 结语
该“分布器”装置采用S30408不锈钢材质制造,规格型号的大小,采取与之相配套的二合一石墨氯化氢合成炉“过热水”出口管的大小来确定,一般是采用Ф219×8mm、Ф273×8mm或者Ф325×10mm三种规格。“分布器”装置采用可拆卸式结构,当“分布器”装置局部制作完成后,其一端连接蒸汽闪发罐饱和蒸汽进口,另一端固定在饱和蒸汽进口对面内壁,以减轻“分布器”装置的震动。某设备制造公司采用该新方案制造2种规格型号的蒸汽闪发罐(Ф1400直径规格和Ф1600直径规格)数十台投入市场,从使用后用户信息反馈来看,得到了良好的肯定和赞许,“分布器”装置的实物样图如图6所示。

图6 分布器实物图样
俗话说:吃一堑,长一智。只有在磨砺和挫折面前,才能看得到自身的不足。通过对上述案例的分析,再次佐证了唯有经过多次挫折方能获得真知的科学道理,我们只有不断摸索,不断学习、多探讨、多总结,知识面才能得到不断提高,才能到达成功的彼岸。
猜你喜欢
水泵技术(2022年2期)2022-06-16
电站辅机(2021年4期)2021-03-29
宇航学报(2018年7期)2018-08-10
天津化工(2018年4期)2018-08-04
小型内燃机与车辆技术(2018年2期)2018-05-08
氯碱工业(2017年10期)2017-03-09
发明与创新·大科技(2017年1期)2017-01-14
油气田环境保护(2015年4期)2015-12-28
初中生世界·七年级(2014年2期)2014-03-24
中国氯碱(2014年11期)2014-02-28