TB5000 透平机组高振动故障的分析及解决
2023-02-24 03:05:42刘瑞奇
设备管理与维修 2023年2期
刘瑞奇
(中海石油(中国)有限公司天津分公司,天津 300457)
1 问描述题
某电站透平机组为SIEMENS(RUSTON)生产的TB5000 型号,额定输出功率为3877 kW,压气机级数为12 级的双轴、轴流式透平。透平机组效率下降,在带载1000 kW 以上时出现高振动现象。由于透平机组载荷达到1000 kW 以上,机组载荷有波动时,极易出现振动高报警并停机的故障现象。对透平机组进行空载,逐步进行增加载荷测试,直到出现振动高报警为止。
图1 为机组振动探头的分布点位,其中UD39 代表齿轮箱驱动端速度振动探头位置,其他测点的相关信息见表1~表3,表2 中有颜色部分为引起振动高报警的数据。

图1 机组振动探头的分布点位

表1 机组振动探头的测点编号与位置的对应关系

表2 不同载荷下机组的振动值

表3 不同载荷下机组轴承的温度 ℃
从表1~表3 可以发现,压气机进气端UD10X1 及压气机出气端UD11Y1 的振动值随载荷变化,有明显增加的现象,当机组的载荷约1150 W 时UD10X1 的振动值到达报警值且波动较大,是电站安全运行的不安全因素。
2 初步措施
对于透平机组出现高振动的现象,利用内窥镜等设备对机组压气机部件进行检测,对于振动探头也做了相应检查,及机组解体、清理、动平衡、间隙调整等工作。
2.1 内窥检测
2.1.1 压气机进气可转导叶检查
首先决定检查的部分为进气可转导叶,由于进气可转导叶上如果出现裂缝或变形,进入压气机的气流一样会出现乱流而引起振动。拆掉一个可转导叶位置的温度探头,利用内窥镜伸入内部便可查看内部情况,但由于内部空间狭小,并且内窥镜拍摄到的画面不是理想中一样清晰,无法真正看清内部导叶是否存在异常,但根据拍摄到的画面仍可看出内部不存在较为明显的裂缝等异常。
2.1.2 压气机叶轮叶片检查
利用压气机十级叶轮部位的一个引压管线孔,用内窥镜伸入其中对内部进行检查。通过拍摄画面可以看到叶片,但如果能使得叶片有所转动并形成一个对比,就更容易分析出有无异常情况存在。根据透平机组停机以后启动马达保持与压气机轴脱开的状态,只有启动时才会连接,因此无法达到手动盘车的目的,也即无法通过使压气机轴的转动来对比分析叶片有无异常。在静态的画面中,由于内窥镜的拍摄效果不佳,仍无法看清内部是否存在裂缝或变形(图2)。
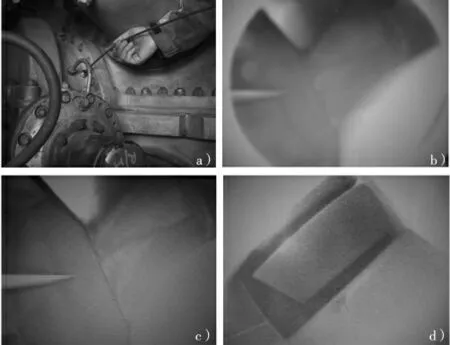
图2 机组内窥检测图像
由于镜头的原因导致分辨率较低、效果欠佳,无法真正看清压气机内部细微部分的状态,决定对压气机部分进行额外的检测。
2.2 振动探头检测
对压气机振动探头进行检查和测试,在带载的过程中,压气机排气端轴瓦振动探头UD11Y1 高振动报警,中控将此项信号进行旁通,振动值由10 μm 在4 s时间内蹿升至120 μm 以上,此时同一位置振动探头UD11X1 数值显示为10 μm 以下且比较稳定,轴瓦温度、润滑油油箱及回油管温度正常。
图3 中有时长2 min 的各项振动保持恒定,此时控制系统升级正在进行系统参数设定,系统停止录入振动数据,所以各项振动曲线为直线。当系统恢复正常使用后,系统立刻出现几项报警,包括IGV 及压缩机7 级压力报警、UD11X1 振动升高时报警显示Generator(发电机)高振报警,与实际振动位置不符。
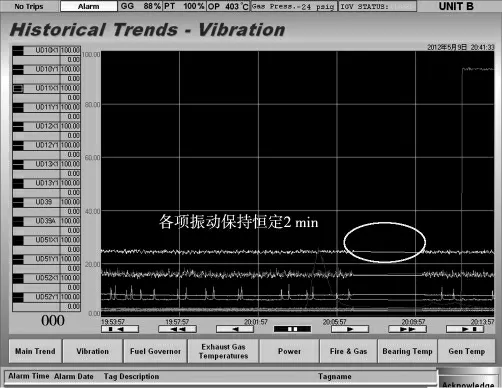
图3 机组振动参数页面截屏
脱开负载后继续空转,UD11Y1 振动数值恢复正常。将现场接线箱内UD11Y1 接头与UD11X1 接头对调,显示两项振动数值无明显变化;透平机组带载,随着载荷加大,UD11X1 振动数值快速上升,并很快达到报警、关断值,脱开负载后UD11X1 振动数值恢复正常。
图4 为压气机出口轴承振动探头,为两用两备模式,X 向、Y向各两个,机组正常运转时X、Y 向各有一个在线监测,将现场接线箱内UD11Y1 探头在线使用与备用探头互换,继续带载运行,机组各项振动指标趋于稳定。开始UD11X1 出现高振动现象并达到报警、关断值(UD11X1 探头一直处于旁通状态)。机组运行过程中,此时间段内UD11X1 项振动值多次出现突然升高现象。

图4 压气机出口振动探头
3 原因分析
通过采取上述措施,并考虑其他相关因素对机组的振动高造成影响。例如,润滑油中的杂质或铁屑,在给机组润滑过程中将对振动探头会产生影响。对润滑油过滤器进行检查,发现其中有些细小的杂质,以后将考虑对润滑油进行在线过滤。
(1)动不平衡。压气机转子不平衡量超出标准,将导致机组振动增大。
(2)气流激振。高温气体在压气机出口及CT 转子处(出口轴承附近)流动紊乱造成气流激振导致压气机出口轴承振动加大。此次检修没有对备件进行更换,压气机出口气封存在松动现象,机组其余密封存在高温积碳、密封间隙超差、密封间隙不均等现象;密封间隙的超差与密封定子与动密封不同心都容易造成气流激振。
(3)轴瓦、轴承间隙超差。压气机前后轴瓦间隙均接近或超过最大间隙值(压气机进口轴承顶部间隙超标)、推力瓦块表面光洁度下降,造成转子振动加大。
(4)密封件失效。此次检修所涉及密封件均未更换。机组长期运转过程中,密封件处于高温、高压工况;解体后密封件长期暴露在空气中,清理过程中密封件容易接触油性、腐蚀性物质,上述工况很容易导致密封件失效。密封件失效可能导致高温气体回流造成振动。
(5)高温零部件强度失效。本次机组检修所有高温部件,主要为高温紧固螺栓并未更换。按照大修手册要求,所有高温部位连接螺栓在拆除后都应换新,若继续使用很难保证连接强度,在温度发生变化及机组振动的情况下螺栓更加容易松动,造成机组工况进一步恶化。
(6)定位失效。本次机组拆检各连接部位定位销未进行过更换,从检测数据可以发现过渡段——中机匣定位销与销孔间隙为0.50 mm,这导致CT 转子与定子同心度超差(CT 转子轮盘各叶顶间隙差最大达到1.0 mm)。本次维修后将CT 定转子间隙调整至标准数值并用螺栓紧固,但是在没用定位销定位前提下很难保证过渡段与中机匣的相对位置不发生二次变化。如果类似情况再次发生,机组CT 转子处高温气体回流也会造成机组的振动。应在检修时换新机组所有定位销,并对超差部位重新铰孔定位。
4 解体大修
对透平机组的解体大修,在国内的该项技术领域尚属空白。
4.1 拆除
透平机组拆除工作,主要拆除透平机组压气机及燃烧器部分,另外还需要:做好现场隔离锁定,将透平机组撬门板及附属管件拆除;安装专用支架及吊装工具,脱开进气蜗壳及ST 定子壳体连接螺栓;将机组滑出透平间并吊装出。
4.2 检修
机组解体检修,按照原厂大修手册将透平机组解体:①测量各部分间隙并做好记录;②对ST 转子部件及燃烧室导流罩等高温部件进行探伤;③清理压气机定转子叶片及其他附属管线、零部件;④修复3#、4#燃烧室导流罩开裂部位并进行探伤;⑤压气机转子进行动平衡试验。
检修过程中,测试压气机UD11X1 探头做反馈电压时,电压信号传输不稳定,检修组人员对振动探测系统全面检查,发现振动探头接线老化、有明显松动。在机组运行过程中,传送信号线一个轻微的振动,都容易出现信号传送不稳定的现象。
最后,在完成所有测试检修工作之后,按照厂家大修手册要求进行透平压气机回装。
4.3 安装调试
对检修完后的透平机组进行了回装调试工作:在回装试机过程中,先对透平机组进行空载试机,在机组运转超过6 h 后,对透平机组开始带载测试,运转稳定后增加负载,振动信号稳定,没有出现振动探头高报的情况。
5 结论
针对透平机组高振动现象,进行机组解体检修,在压气机UD11X1 探头做反馈电压测试时,由于振动探头接线老化,出现了振动数据传输的不稳定;对燃烧室导流罩修复及,此次检修解决了透平机组高振动故障。
猜你喜欢
流体机械(2024年2期)2024-04-07 01:59:40
橡塑技术与装备(2023年3期)2023-03-21 11:29:36
流体机械(2022年5期)2022-06-28 02:30:30
燃气涡轮试验与研究(2021年4期)2022-01-18 07:30:54
水泵技术(2021年5期)2021-12-31 05:26:58
航空发动机(2021年1期)2021-05-22 01:20:36
冶金动力(2020年11期)2020-12-07 00:29:00
航空发动机(2020年3期)2020-07-24 09:03:14
中国氯碱(2018年7期)2018-08-29 09:42:14
中国氯碱(2018年6期)2018-07-27 02:50:28