玻纤增强尼龙MXD6复合材料制备与性能
2023-02-23 02:42蒋爱云刘学文闫盼盼马晓星胡天辉
工程塑料应用 2023年1期
蒋爱云,刘学文,闫盼盼,马晓星,胡天辉
(1.黄河科技学院,郑州 450000; 2.株洲时代工程塑料科技有限责任公司,湖南株洲 412000;3.郑州市纤维增强高分子基复合材料重点实验室,郑州 450063)
聚己二酰间苯二甲胺(PA MXD6)属于一种半芳香的尼龙(PA)材料,是由间苯二甲胺和己二酸缩聚而成的半结晶性聚合物。由于具有优异阻隔性能、力学性能、耐热性及低吸水性能被广泛应用于包装材料领域和工程塑料领域[1-5]。近年来,PA MXD6材料受到国内外研究机构的格外关注,相较于PA6系列树脂材料,PA MXD6材料的水蒸气阻隔性和氧气透过率更低,比PA6小10~20倍,同时透明性能优越[6-7]。用PA MXD6制备的多层共挤复合薄膜材料,其阻隔效果要好于乙烯/乙烯醇共聚物(EVOH)。PA MXD6与聚对苯二甲酸乙二酯的共混挤出复合薄膜,耐高温阻隔性明显优于PVDC。PA MXD6树脂作为传统阻隔材料,主要应用在薄膜材料领域,在工程塑料领域研究较少,为扩大PA MXD6树脂的应用,对PA MXD6树脂进行改性显得尤为重要[8]。PA MXD6在工程塑料领域主要用于玻璃纤维(GF)增强改性,相比传统的PA66和PA6,GF增强PA MXD6产品具有强度高、低收缩、高尺寸稳定性、高光泽、低吸水等优势,在高端电子领域、结构保持架、高光塑料制品领域具有广泛应用前景。
1 实验部分
1.1 主要原料
PA MXD6:6007,日本三菱瓦斯株式会社;
GF:T435 N,泰山玻璃纤维有限公司;
抗氧剂:1098,德国巴斯夫化工材料公司;
润滑剂:TAF101,江苏兴泰国光新材料有限公司。
1.2 主要设备及仪器
同向双螺杆挤出机:TDS-35C型,南京诺达挤出设备有限公司;
注塑机:MA1200/370型,宁波海天塑机集团有限公司;
密度天平:GF-300D型,日本AND公司;
差示扫描量热分析仪:DSC1专业型,美国梅特勒-托利多公司;
热失重热分析仪:TGA/1100S型,美国梅特勒-托利多公司;
GP-TS2000S型拉伸试验机、UTM2103型弯曲试验机:德国Zwick检测设备有限公司;
冲击试验机:ZBC7750-C型,美斯特工业系统(中国)有限公司。
1.3 复合材料制备
利用双螺杆挤出试验机,将PA MXD6树脂、抗氧剂、润滑剂等物料按比例均混,在挤出机侧面加入GF,按照表1配方,PA MXD6、抗氧剂、润滑剂、GF在螺杆转速250 r/min的条件下捏合,从而获得PA MXD6/GF复合材料,挤出造粒。挤出机1~9区温度依次为:250,255,270,270,275,275,270,268,265 ℃,机头温度为265 ℃。
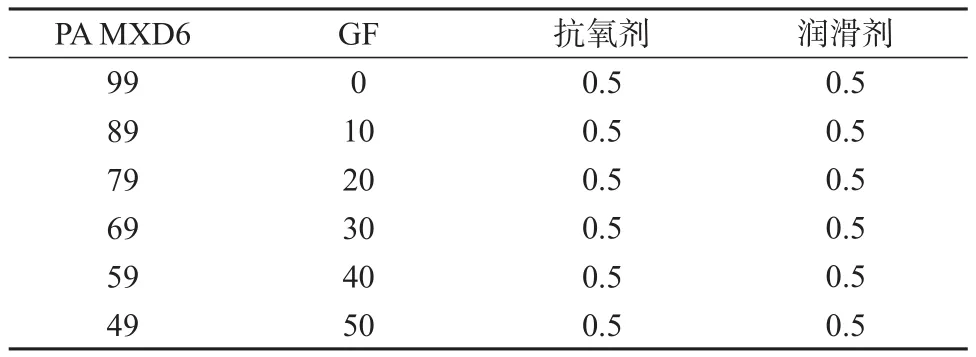
表1 PA MXD6/GF复合材料的配方 %
1.4 性能测试
DSC测试:在N2气氛下由室温升温至300 ℃,恒温3 min达到消除热历史的目的,以10 ℃/min的降温速度降到25 ℃,再以10 ℃/min的速度升高到300 ℃。
力学性能测试:按国标GB/T 1040-2006,测定其拉伸性能,拉伸速度为50 mm/min;按国标GB/T 9341-2008,测定其弯曲性能,弯曲速度2 mm/min,跨距64 mm;按国标GB/T 1043-2008,测定其简支梁冲击性能,摆锤能量5.5 J。
吸水率测试:按国标GB/T 1034-2008,将试样置于温度25 ℃的蒸馏水中,静置24 h。测定试样吸水前后的质量变化。
热变形温度测试:按国标GB/T 1634-2004,跨距64 mm,载荷1.8 MPa。
表面性能测试:注塑圆盘观察,对不同GF质量分数的PA MXD6/GF复合材料制备的圆盘试样进行表面性能分析。
2 结果与讨论
2.1 GF质量分数对PA MXD6/GF复合材料熔融结晶行为的影响
表2为不同GF含量的PA MXD6/GF复合材料熔融峰温度、熔融结晶峰温度等数据。
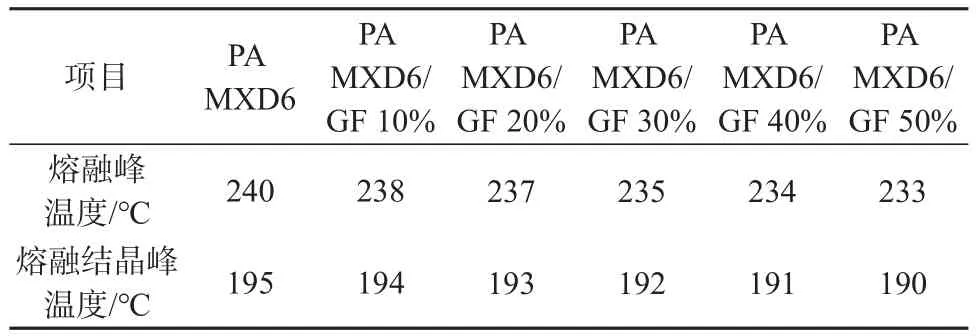
表2 PA MXD6/GF复合材料熔融峰温度、熔融结晶峰温度数据
图1为不同GF含量的PA MXD6/GF复合材料的二次升温DSC曲线和结晶DSC曲线。由图1可看出,随着GF含量增加,PA MXD6/GF复合材料的熔融峰(熔融温度)及熔融结晶峰(结晶温度)均向低温方向移,分别从240 ℃降低到233 ℃及从195 ℃降低到190 ℃。这是由于,GF的加入会在结晶过程中阻碍晶核生成,随球晶尺寸的进一步扩大,造成结晶不完善,熔融温度及结晶温度均逐渐降低。通常,较低结晶温度有利于晶核形成,较高结晶温度有利于晶体尺寸生长[9-10],GF在PA大分子结晶之前能充分混合分散,促使树脂基体较好包覆GF,从而提升PA MXD6/GF复合材料表面光泽度。
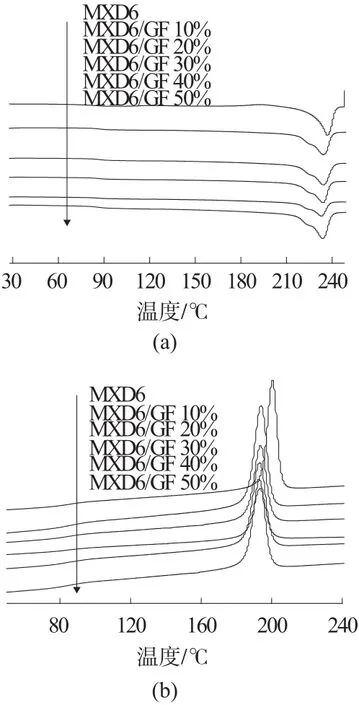
图1 不同GF含量的PA MXD6/GF复合材料的二次升温和结晶曲线
2.2 GF用量对PA MXD6/GF复合材料热变形温度的影响
材料的耐热性能是工程塑料应用的重要指标,决定了其应用范围。图2为不同GF含量的PA MXD6/GF复合材料的热变形温度曲线图,从图2中可以看出,随着GF质量分数的增加,PA MXD6/GF复合材料的热变形温度呈上升的趋势,当GF含量为50%时,PA MXD6/GF复合材料的热变形温度较PA MXD6提高了18.9%,达到86.7 ℃(未经过退火处理)。这是由于随着GF质量分数的提高,大分子链段在程序升温过程中运动更加困难,宏观表现为材料的热变形温度的提升[11-12]。

图2 不同GF质量分数的PA MXD6/GF复合材料的热变形温度曲线
2.3 GF用量对PA MXD6/GF复合材料力学性能影响
图3和图4分别为不同GF质量分数的PA MXD6/GF复合材料的拉伸和弯曲性能曲线。由图3和图4可以看出,PA MXD6/GF复合材料的拉伸强度、弯曲强度、弯曲弹性模量随GF质量分数的增加而不断增加,断裂伸长率则出现下降的趋势。当GF的质量分数为50%时,PA MXD6/GF复合材料的拉伸强度、弯曲强度、弯曲弹性模量较PA MXD6纯树脂材料分别提高136%,133%,240%。这是由于GF作为无机增强材料,本身具有较高的强度和刚性,且GF与PA MXD6基体有较好的界面结合,当受到外界施加的力时,GF能分散复合材料应力的作用,从而提高PA MXD6/GF复合材料力学综合性能。
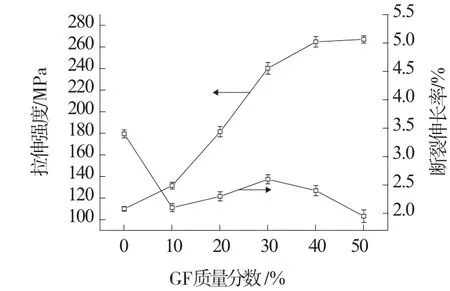
图3 不同GF质量分数的PA MXD6/GF复合材料的拉伸性能曲线
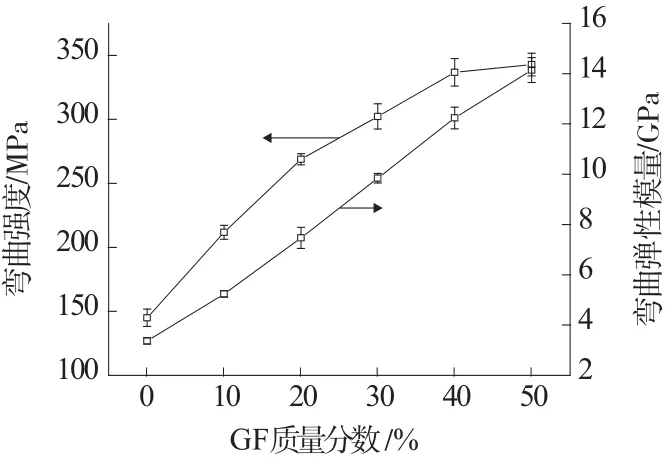
图4 不同GF质量分数的PA MXD6/GF复合材料的弯曲性能曲线
图5为不同GF质量分数的PA MXD6/GF复合材料的简支梁缺口冲击性能曲线。
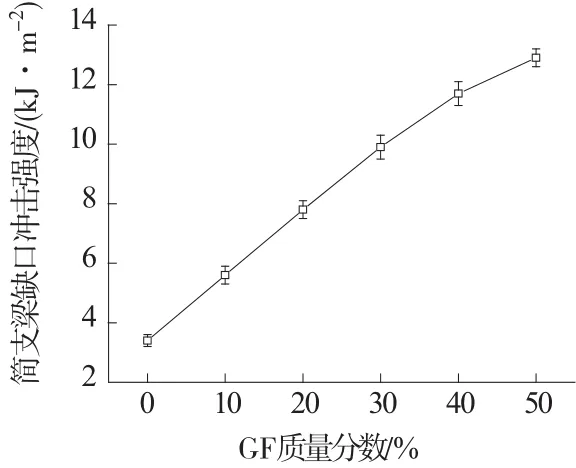
图5 不同GF质量分数的PA MXD6/GF复合材料的冲击性能曲线
由图5可以看出,PA MXD6/GF复合材料的缺口冲击强度随GF含量的增加而不断提高,这是由于PA MXD6树脂结晶速度慢,同时GF引入到PA MXD6基体树脂中,进一步使PA MXD6/GF复合材料的晶体颗粒变小,对GF的浸润性更好,当受到冲击应力作用时GF能较快吸收冲击能量同时分散至GF上,造成冲击强度增强[13-14],当GF质量分数为50%时,复合材料简支梁缺口冲击强度较纯PA MXD6树脂提高300%。
2.4 GF用量对PA MXD6/GF复合材料成型收缩率和吸水率的影响
高分子复合材料的成型收缩率和吸水率对于复合材料在使用过程中所涉及到的尺寸稳定性具有十分重要的意义,图6和图7为不同GF质量分数的PA MXD6/GF复合材料的成型收缩率和吸水率曲线。从图中可以看出,随着GF质量分数的增加,PA MXD6/GF复合材料的成型收缩率和吸水率下降明显,当GF质量分数为50%时,PA MXD6/GF复合材料的成型收缩率和吸水率较PA MXD6分别下降82%和77%。这表明PA MXD6/GF复合材料具有优良的尺寸稳定性,适合应用于工程塑料领域。
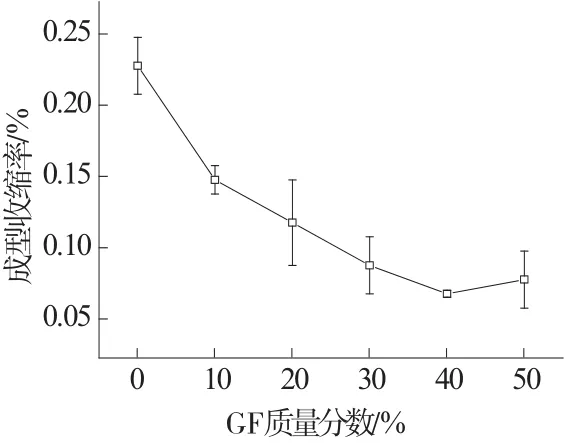
图6 不同GF质量分数的PA MXD6/GF复合材料的成型收缩率
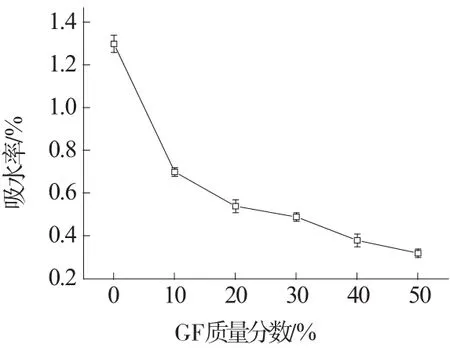
图7 不同GF质量分数的PA MXD6/GF复合材料的吸水率
2.5 GF用量对PA MXD6/GF复合材料表面性能影响
图8为不同GF质量分数的PA MXD6/GF复合材料制备的圆盘外观图片。从图8中可以看出,不同GF质量分数的PA MXD6/GF复合材料表面性能优异,无浮纤。这可能是由于PA MXD6其结晶速度较慢,结晶尺寸小,复合材料在成型过程中GF能更好地被基体树脂浸润,同时在注塑时由于结晶速度慢,不会在模具表面快速固化形成浮纤[15-16]。因此,PA MXD6/GF在高光材料领域具有广阔的应用前景。
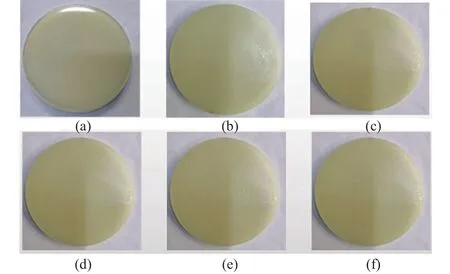
图8 不同GF质量分数的PA MXD6/GF复合材料表面性能
3 结论
(1) GF的加入降低了PA MXD6/GF复合材料熔融、结晶温度,一定程度上改善了复合材料的耐热性能及加工性能,复合材料的热变形温度不断提高。
(2) 实验范围内,GF的加入使PA MXD6/GF复合材料的拉伸强度、弯曲强度、弯曲弹性模量、简支梁缺口冲击强度不断提高,GF的质量分数为50%时,PA MXD6/GF复合材料的拉伸强度、弯曲强度、弯曲弹性模量分别提高136%,133%,240%,简支梁缺口冲击强度提高300%。
(3) PA MXD6/GF复合材料的成型收缩率和吸水率下降明显,当GF质量分数为50%时,PA MXD6/GF复合材料的成型收缩率和吸水率较PA MXD6分别下降82%和77%。
(4) PA MXD6/GF复合材料具有高强度、低吸水、良好的尺寸稳定性,并且复合材料注塑时表面性能优异,无浮纤,可广泛应用于汽车、家电、水面汽艇和水电工程等领域。
猜你喜欢
学与玩(2022年12期)2023-01-11
纺织标准与质量(2022年2期)2022-07-12
纺织标准与质量(2022年2期)2022-07-12
上海塑料(2021年3期)2022-01-06
建材发展导向(2021年8期)2021-06-07
建材发展导向(2021年24期)2021-02-12
氯碱工业(2020年1期)2020-05-12
中国塑料(2016年9期)2016-06-13
海峡科技与产业(2016年3期)2016-05-17
铁道科学与工程学报(2015年5期)2015-12-24