
卷烟接装纸上机适用性关键指标的影响因素研究
2023-02-16 01:41赵海洋张倩洁苏巧王婷婷王芳贾晓慧张琪
包装工程 2023年3期
赵海洋,张倩洁,苏巧,王婷婷,王芳,贾晓慧,张琪
卷烟接装纸上机适用性关键指标的影响因素研究
赵海洋1,张倩洁1,苏巧1,王婷婷1,王芳1,贾晓慧2,张琪3
(1.张家口卷烟厂有限责任公司,河北 张家口 075000;2.河北中烟工业有限责任公司,石家庄 050000;3.天津科技大学 轻工科学与工程学院,天津 300457)
解决卷烟接装纸上机过程中出现的平整度及黏结问题,明确影响接装纸上机适用性关键指标的影响因素。以接装纸为研究对象,通过改变控制环境温湿度条件,分析不同条件下接装纸的平整度变化,通过扫描电镜对表面微观结构进行分析,采用液体渗透法、动态渗透法、接触角法研究其相应的渗透特性及润湿性能,对不同供应商相同指标的差异性进行对比分析。温湿度在20 ℃/50%至30 ℃/60%范围时,接装纸平整度小于5 mm,其自身的渗透性能及润湿性能受影响较小。接装纸的上机适用性的关键指标平整度和黏结性不仅受到原纸和印刷工艺的影响,还受环境温湿度的影响。对不同工艺接装纸根据其渗透及润湿性能选配适合的接装胶,可以有效提高其上机适用性,减少材料损耗及质量缺陷。
接装纸;平整度;黏结性;温度;湿度
卷烟包装材料作为重要的烟用材料,主要包括纸类、塑料类和胶类,其中纸类是卷烟包装材料中最主要部分[1]。接装纸作为重要的纸类卷烟包装材料,其作用是将滤嘴与烟支卷接起来,并直接影响消费者对烟支的整体感观和品吸体验[2]。接装纸的卷接质量直接关系到卷烟成品质量,然而,当接装纸在运输存储过程中存在环境温湿度变化时,会导致平整度问题,影响其上机适用性和最终产品质量,此外,在生产过程中还会存在因纸张自身微观结构及渗透特性差异使其与卷烟胶不匹配,从而导致的卷烟黏结不牢等问题,这些问题会严重影响卷烟生产效率和产品质量。
接装纸上机适用性的关键指标平整度和黏结性受其表面特性,尤其是吸湿特性的影响较大[3],而接装纸在生产出厂后的运输和存储过程中,会存在因环境温湿度变化所导致的纸张水分变化,从而导致接装纸易出现平整度和黏结性问题。王辉等[4]通过恒温恒湿箱进行纸张变形实验,探索了环境温湿度对镀铝纸变形的影响规律,获得镀铝纸存储的最佳温度范围。刘文婷等[5]通过质构仪测定了6种接装纸的剥离力,采用Cobb值、渗透时间、接触角和红外光谱分析了其相应的吸湿特性,并建立了吸湿特性与剥离力的关系;结果发现剥离力主要受接装纸反面吸湿性能的影响,吸湿性越好、剥离力越大。接装纸的疏水涂层不利于水溶性胶黏物的吸收,会降低剥离力。张晶等[6]针对接装胶和接装纸种类对胶水渗透性的影响进行了研究,得出接装胶及接装纸种类对自然渗透率均有极显著影响,接装胶与接装纸之间配合适当则有利于降低胶水的自然渗透率。荔亮等[3]利用接触角测试方法,进行了烟用接装纸吸水性对卷烟质量影响的研究,结果表明接装纸吸水性对卷烟卷接质量存在影响,尤其是对泡皱问题影响较大,可以通过对接装纸吸水性的控制来改善卷烟卷接质量。
综上所述,接装纸的平整度和黏结性与纸张种类和环境温湿度密切相关,因此,该论文结合卷烟企业的实际生产问题,选取了A、B家供应商(生产工艺不同)提供的相同品牌的接装纸样品,依据卷烟厂所在地的气候特点及其所用材料的仓储条件,选取5种环境温湿度(0 ℃/50%、20 ℃/50%、30 ℃/60 %、40 ℃/70%、50 ℃/80%)进行实验,研究接装纸生产工艺差异和环境温湿度不同对其平整度和黏结性能的影响,从而指导卷烟生产企业合理控制环境温湿度,科学合理选配接装纸和接装胶,从而提高卷烟接装纸的上机适用性,提高产品质量,提升生产效率。
1 实验
1.1 材料和仪器
主要材料:A、B两家供应商提供的相同品牌的接装纸样品,代号依次为A、B,规定印刷面为正面,非印刷面为反面。图1为同一品牌、不同厂家的接装纸在接装前后的照片,从外观来看并无差别,但从卷烟厂生产反馈中可知,样品A存在接装纸出现褶皱、翘边等平整度问题以及烟支搭口黏结不牢等问题。
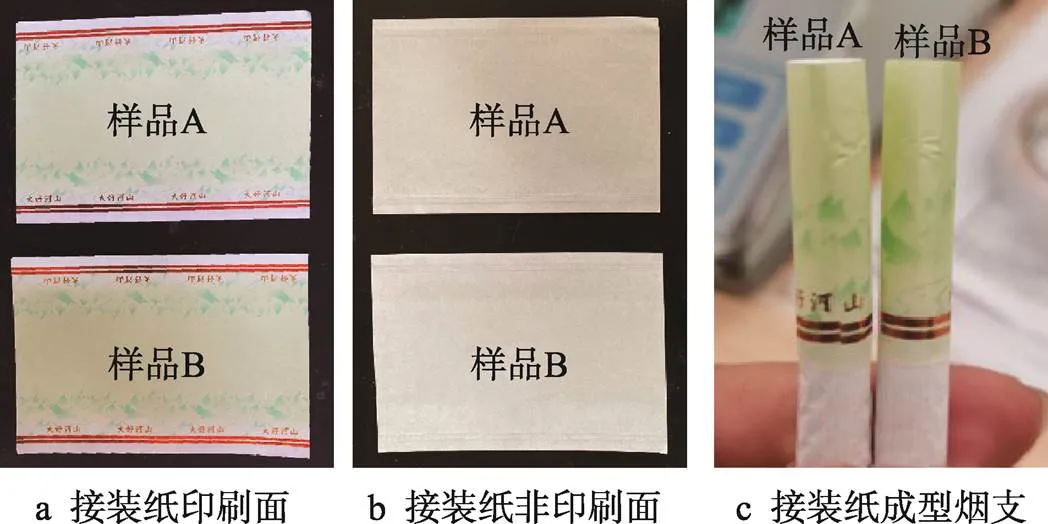
图1 接装纸成型前后照片
主要仪器:所用实验仪器、型号及厂家如表1所示。
表1 主要实验仪器
Tab.1 Experimental equipment
1.2 方法
1.2.1 样品处理
将2种接装纸试样分成5组,前4组分别在恒温恒湿箱中按温度/湿度分别为20 ℃/50%、30 ℃/60%、40 ℃/70%和50 ℃/80%的条件平衡4 h以上,第5组放置在冰箱0 ℃/50%的环境中平衡4 h以上,文中的湿度均指相对湿度。
1.2.2 平整度测试
每组实验样品分别抽取5张(50 mm×50 mm),把单张样品印刷面朝上放置于平整桌面上,用钢尺测量样品出现翘边或变形最高点离水平面的距离,取其平均值表示为翘曲高度。翘曲高度越大表示平整度越差。
1.2.3 液体渗透测试
每组实验样品分别抽取10张(50 mm×50 mm),参照GB/T 460—2008《纸施胶度的测定(液体渗透法)》的规定进行,并规定印刷面向下为正,非印刷面向下为反。
1.2.4 动态渗透测试
每组实验样品分别抽取10张(60 mm×80 mm),使用动态渗透分析仪对其进行测试,测试区域为直径为35 mm的圆,超声波频率为2 MHz,测试时间为300 s,测试液体为去离子水,并规定接装纸印刷面接触测试液体时为正,非印刷面接触测试液体时为反。动态渗透性能使用max和95来表征,其中max表示超声波能力达到最大值所用的时间,95表示超声波能量降低至95%时所需要的时间,单位均为s。max和95能够表示纸张表面的抗水性能,其值越大表示水渗透的速度越慢,表面抗渗透性能越强。
1.2.5 接触角测试
参照YC/T 424—2011《烟用纸表面润湿性能的测定接触角法》,以去离子水作为测试液体,使用接触角测试仪对每组实验样品进行测试。
1.2.6 扫描电镜分析
将样品台上贴好导电胶,选取各组接装纸样品中间区域,在不损伤污染纸面的情况下,剪取5 mm×5 mm的纸样将其粘贴在导电胶上,进行喷金处理后用扫描电子显微镜观察样品正反面形态并拍照。
2 结果与分析
2.1 平整度
平整度是接装纸上机适用性的关键指标之一,在运输存储和生产过程中容易受环境温湿度变化影响。接装纸正反面的不均匀吸湿或脱湿均会导致纸张变形,从而使其在搓接时易造成卷边、翘边、漏气等问题[7],严重影响产品质量和生产效率。
不同温湿度条件处理后的2种接装纸样品的平整度数据见图2。从图2可知,在相同温湿度处理条件下,样品A的翘曲高度均大于样品B的,样品B尺寸稳定较好。对于同种样品,随着温湿度的增加,翘曲高度也随之增加,平整度降低,当温湿度达到50 ℃/80%时,其翘曲高度达到5 mm及以上。在0 ℃/50%条件下,2种接装纸的平整度相对较好,其翘曲高度都低于1 mm。在20 ℃/50%、30 ℃/60%、40 ℃/70%条件下,样品A翘曲高度比样品B平均超出1 mm,可以看出样品B受环境温湿度变化的影响较小,其形态稳定性较好。当接装纸翘曲高度高于5 mm时,在卷烟搓接过程中,会影响其卷接性能,出现卷边、漏气等现象,因此,在运输、存储和生产过程中,应避免环境温湿度达到50 ℃/80%,从而防止接装纸翘曲高度大于5 mm。综上,2种接装纸平整度出现较大差异的可能原因是原纸纤维组织差异,施胶量、加填量不同,以及印刷工艺差异所引起纸张正反面吸湿和脱湿程度不同所致。因此,在对接装纸进行入场检验时,除了检验外观、定量、厚度和尺寸等基本物理性能指标之外,需要对平整度进行检测,严控原料关口,提高上机适用性。
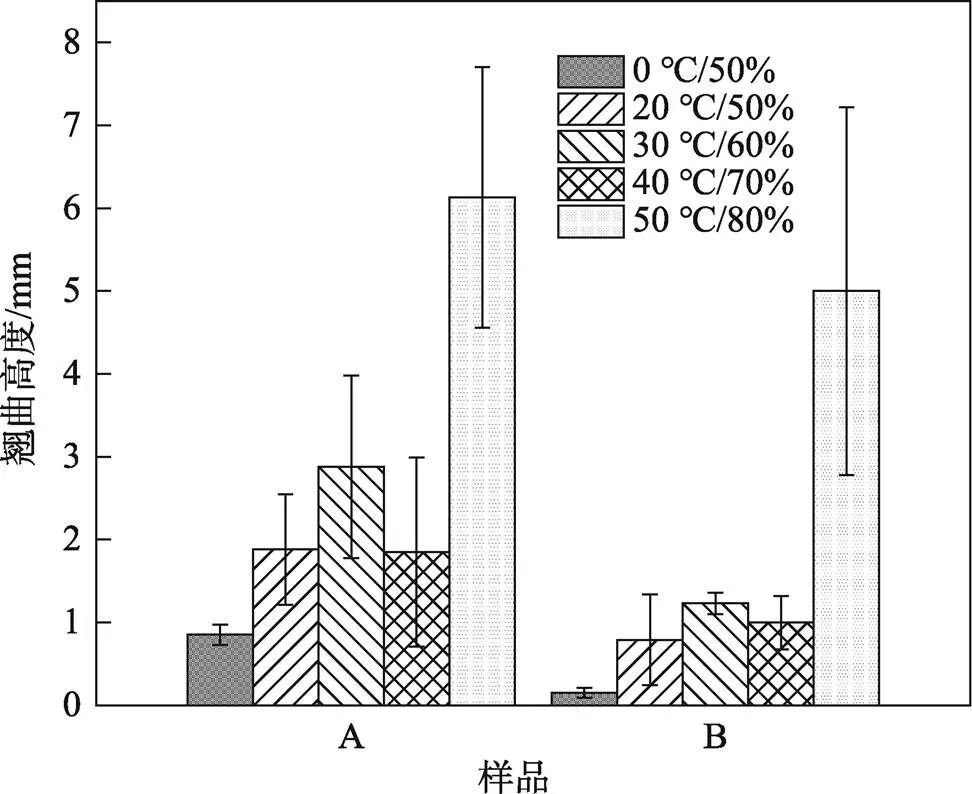
图2 接装纸样品的平整度
2.2 渗透特性
2.2.1 液体渗透法
高速卷烟搓接工艺是通过接装胶将烟支、滤嘴和接装纸三部分进行黏结。在卷烟搓接过程中,接装胶的干燥速度不仅与其本身性质和上胶量以及设备的操作温度有关,还受不同接装纸渗透性能差异的影响。相关研究表明,当卷烟接装纸的渗透性能较好时,接装胶中的水分更易渗透进纸张内部,从而使接装胶干燥更快;当卷烟接装纸渗透性能较差时,接装胶中的水分不易被接装纸吸收,接装胶的干燥速度会变慢[3]。接装胶的干燥速度会影响其最终黏结效果,当干燥速度过快时,会导致部分位置黏结不充分,从而出现烟支漏气情况;当干燥速度过慢时,会导致其黏结强度不够,受到其他外力作用后,接装纸与滤嘴会出现错位偏移,从而出现泡皱等上机适用性问题[3]。因此,需要通过对接装纸的渗透性能进行研究,以提高其上机适用性,从而达到改善卷烟成品质量的目的。
基于液体渗透法所测得的渗透时间数据见图3,渗透时间越短,表明接装纸的渗透性能越好。由图3可知,随着环境温湿度的升高,接装纸的渗透时间增加,渗透性能降低,这是因为在高温高湿的环境中,纸张纤维会发生润胀[8],使得纸张孔隙和纤维内部孔隙变小,吸湿能力降低,从而导致渗透能力降低,渗透时间延长。然而,在0 ℃条件下,纸张中的结合水进入无定形区,使纤维素分子链间距增大而发生膨胀,分子排列更为有序[9],从而使得在相同湿度条件下,0 ℃条件下样品的渗透时间较20 ℃条件时的会有所增加。
从图3中还可以看出,样品A正反两面的渗透时间均大于样品B的,且每种样品正面(即印刷面)的渗透时间均大于反面(非印刷面)的,这是由于2种样品的印刷工艺不同所致。样品A印刷面采用了满版白色油墨打底的印刷工艺,样品B印刷面则采用了满版浅绿油墨打底的印刷工艺。白色油墨中的二氧化钛颜料具有很强的遮盖能力,能够形成一层致密的油墨层,从而使得样品A正面(A–正)渗透时间均大于样品B正面(B–正)且在不同温湿度条件下的渗透时间均大于100 s。样品B非印刷面(B–反)的渗透时间要小于样品A非印刷面(A–反)的。此外,与样品B相比,样品A正反两面渗透时间的差异性更显著,从而造成了纸张两面吸湿差异较大,这也是导致样品A更易发生变形翘曲的原因。
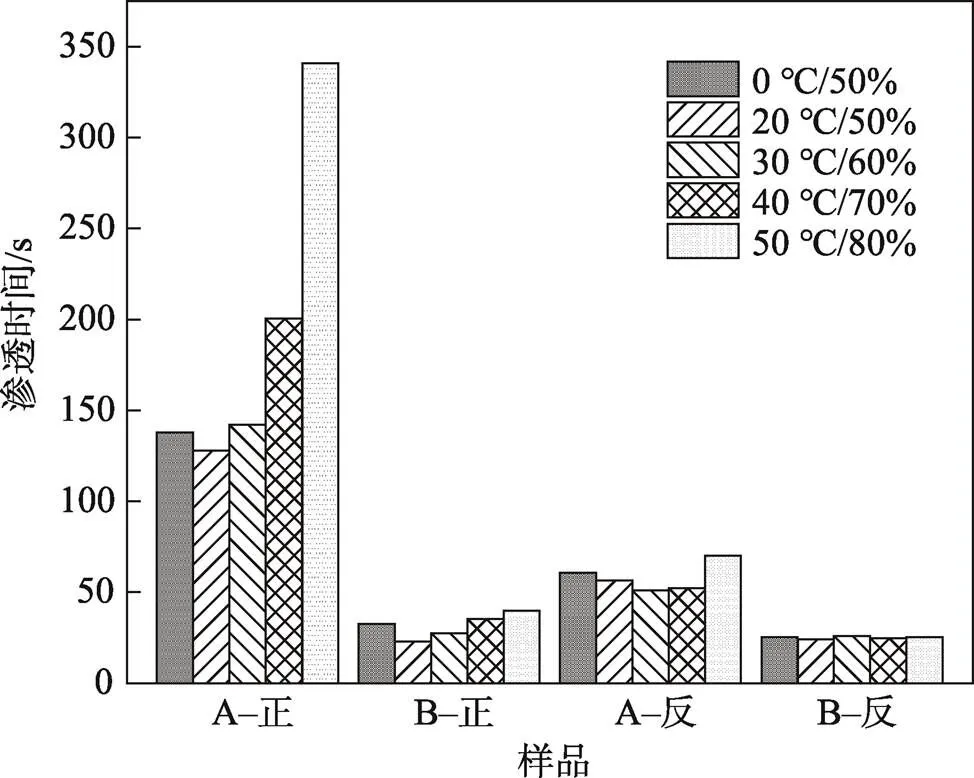
图3 接装纸液体渗透法
2.2.2 接触角法
接触角作为表征固–液界面润湿程度的重要参数,以90°作为临界值,其值大于90°为不润湿,小于90°为润湿。材料表面液体接触角越小,表明其润湿性能越好。在卷烟接装过程中,接装纸的润湿性能,除了与胶水性能有关之外,还受接装纸表面特性影响较大,例如:表面张力、吸收性、平滑度和印刷墨层特性等[10]。在不同温湿度条件下,2种接装纸印刷面与非印刷面的水接触角见图4。
由图4可知,样品A印刷面(A–正)的接触角小于非印刷面(A–反)的,相反,样品B印刷面(B–正)的接触角大于样品B非印刷面(B–反)的。样品A两面接触角均大于90°,这可能与其原纸施胶度和表面特性有关。
样品B印刷面(B–正)的接触角大于样品A印刷面(A–正)的,二者数值均大于90°,表明其表面对水的润湿性能较差。这是因为样品A、B印刷面均采用上光工艺,使其表面具有一定抗水性能,所以其接触角均大于90°。此外,样品B所用光油的疏水性能要大于样品A所用光油,从而使其接触角存在差别。
由于接装纸反面通常不印刷油墨,所以其接触角与接装纸原纸的生产工艺有关[11]。样品B非印刷面接触角小于85°,表明其表面能够被润湿,这与样品B非印刷面表面特性有关。样品A与样品B非印刷面接触角差异与其所用接装原纸纸施胶度有关,样品B非印刷面的施胶度要低于样品A的。
此外,从环境温湿度对接触角的影响可以看出,随着温湿度的进一步增加,纸张表面的水分也随之增加,导致接装纸表面张力增加,接触角略有降低。当环境温度为0 ℃时,2种样品的接触角大小均升高,这可能与低温环境下纤维形态变化有关。综上,通过测量接装纸正反两面的接触角,可表征其表面润湿特性,有利于选择与之相匹配的卷烟用胶;通过控制环境温湿度条件,有助于改善卷烟胶在接装纸表面的润湿性能和调控纸与胶之间的黏结性能。
图4 接装纸接触角法
Fig.4 Contact angle method for tipping paper
2.2.3 动态渗透法
采用PDA动态渗透分析仪对不同温湿度平衡处理后的2种接装纸样品的动态渗透特性进行表征,所得动态渗透曲线见图5。从图5可以看出,不但2种样品的动态渗透特性具有明显差异,而且同一样品正反面的动态渗透特性也明显不同。总体上来看,2种样品的正面(印刷面)渗透速度小于反面(非印刷面)的。
液体的渗透曲线主要以2种特征参数描述,分别是润湿性特征参数max和吸收性参数95。max指超声波信号强度达到最高时的时间,可以用来表示样品表面被润湿的难易程度,max越大,说明纸张表面难以被液体润湿。95指超声波强度下降到最大值的95%时所需要的时间,可以用于判断样品表面孔隙开放程度及结构变化,95数值越大,纸张表面孔隙开放程度越小。图5a与图5c分别为样品A与样品B印刷面的动态渗透曲线,样品B的max和95值分为57.74 s与129.28 s,样品A的max值为182.17 s,95在规定测试时间内未测出,这说明样品A印刷面的表面封闭、孔隙率低,对液体吸收的速率低、液体渗透能力弱,从而使得接装胶在接装纸表面的停留时间延长。图5b与图5d分别为样品A与样品B非印刷面的动态渗透曲线,2种样品非印刷面的曲线差别明显,曲线下降快说明纸张表面的孔隙大,渗透速度快。样品A非印刷面的max和95值分别为0.51和1.37,样品B非印刷面的max和95的值分别为0.18和0.27,由此可以看出水在样品B反面的渗透速度要比样品A反面的快,这与2.2.1节液体渗透法所得结论一致。
随着高速卷烟包装设备的快速发展,高速机械化下的生产环境使接装纸从上胶到进入搓接过程一般只有0.4~0.6 s,当烟支从搓板出来后基本可以对接装纸的黏结牢固程度进行判断,从而决定卷烟是否存在漏气问题,因此,接装纸从上胶到进入搓板不到1 s时间内的动态渗透特性,对接装质量起着关键作用[12]。图5中分别示出了样品A、B在1 s内的动态渗透变化曲线,可以看出2种样品反面(非印刷面)在初始时的斜率大于印刷面的,这是表面特性差异所致。样品A正面(印刷面)的初始能量值大于样品B正面的,这说明样品A印刷面表面孔隙较小,液体不易渗透,能量值衰减小。
样品A、B的渗透性能差异与接装原纸生产工艺、接装纸印刷工艺有关,因此,通过测试接装纸的动态渗透特性,可以在生产中指导合理地选用卷烟胶水。针对渗透性能较差的接装原纸,建议选择黏度较低的水基胶,然而,对于渗透较好的接装纸,建议选择黏度较大的水基胶。
此外,从图5中还可以得出,环境温湿度变化对接装纸的渗透性能也会产生影响。当环境温室为30 ℃/60%时,动态渗透曲线初始能量值较高、斜率较大,接装纸样品在该环境下具有更好的渗透性能,即纸张表面和内部孔隙相对均匀,水分在纸张内部均匀渗透[13]。随着环境温湿度增加至50 ℃/80%时,样品A印刷面max值达到242.07 s,样品B印刷面max值达到62.48 s,超声波能量max值增加,说明纸张对水的吸收更缓慢,吸收过程中所产生的气泡减少,这可能与温湿度升高导致的纤维膨胀有关,即纤维膨胀使纸张孔隙变小,渗透性能降低。因此,通过改变环境温湿度测试接装纸的动态渗透性能,掌握其相关性,将有助于改善接装纸卷接过程中出现的黏结问题。
2.3 SEM分析
接装纸正反两面的扫描电镜图见图6和图7,每张图片均为放大2 000倍后的表面微观结构形貌图。2种接装纸样品正面SEM照片见图6,2种接装纸印刷面明显可见油墨层的无机或有机颜料颗粒,印刷面呈颗粒和不规则片层状结构,该结构与烟用接装纸所用印刷工艺有关[14]。样品A采用第一色满版白印刷工艺,其印刷面SEM照片中可见的细小颗粒为白色油墨中的二氧化钛,颗粒之间和表面附着的是印刷光油,使样品A印刷面的孔隙较少,具有较强的抗渗透性能。样品B采用第一色满版浅绿凹版印刷工艺,绿色有机颜料的遮盖力小于样品A中的二氧化钛,使样品B印刷面多为密集颗粒状结构,表面孔隙较多,因此在液体渗透法中样品B印刷面的渗透性能高于样品A。
样品A正反面的微观结构区别明显,这是导致两面吸湿和渗透性差异的主要原因,是产生平整度和黏结性问题的关键因素之一。样品B正反两面均有较多的孔隙结构,使得两面的渗透性能差别不大,从而有利于提高其平整度和黏结性。
2种接装纸样品反面的SEM照片见图7,样品背面未经过印刷,能清楚的看到纤维及大量颗粒状碳酸钙填料。从图7中可看出样品B的纤维间距大于样品A的,样品B的孔隙较多,因此样品B的渗透性能好于样品A的。
环境温湿度对接装纸表面微观结构形貌的影响主要体现在非印刷面(如图7所示),从左至右环境温湿度依次增加,可以看到随着温湿度上升,纤维之间距离缩小,纸张孔隙减小,液体在接装纸表面的渗透速率降低,从而导致纸张渗透性能下降。环境温湿度对样品A的影响要大于样品B,温湿度增加使得接装纸非印刷面的渗透性能下降,纸张两面渗透性能差异进一步增加,纸张平整度会迅速下降。在50 ℃/80%时,可以看到纸张纤维剧烈润胀,纤维形态发生明显变化,这是导致该环境中接装纸渗透性能下降迅速的根本原因。因此,温湿度环境的变化会对接装纸的渗透性能及平整度造成较大影响。通过扫描电镜对接装纸表面进行表征,可以更加直观地区分接装纸所用原纸和印刷工艺的差异,这对分析接装纸渗透性能的影响因素具有重要意义。
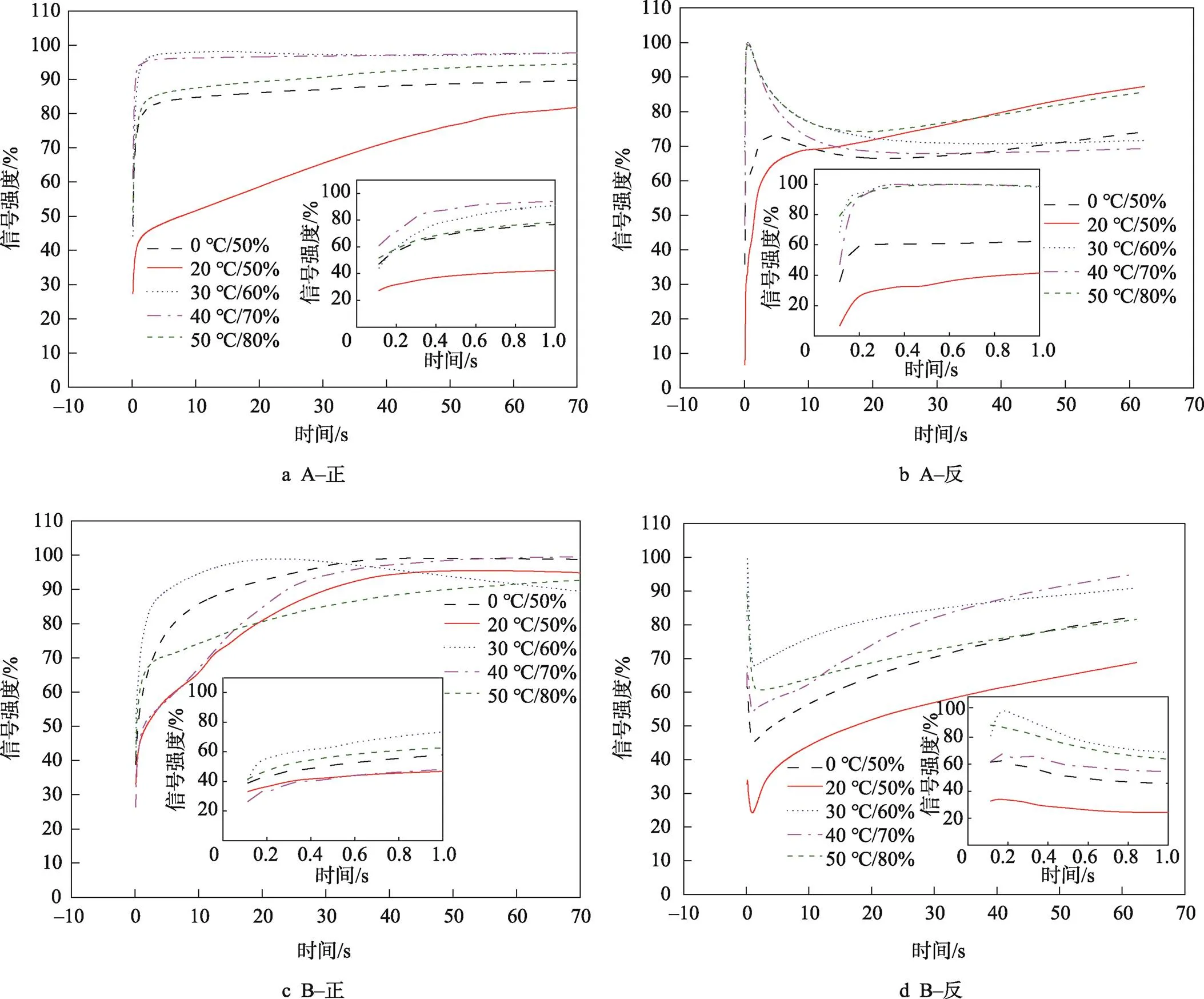
图5 接装纸的动态渗透性能
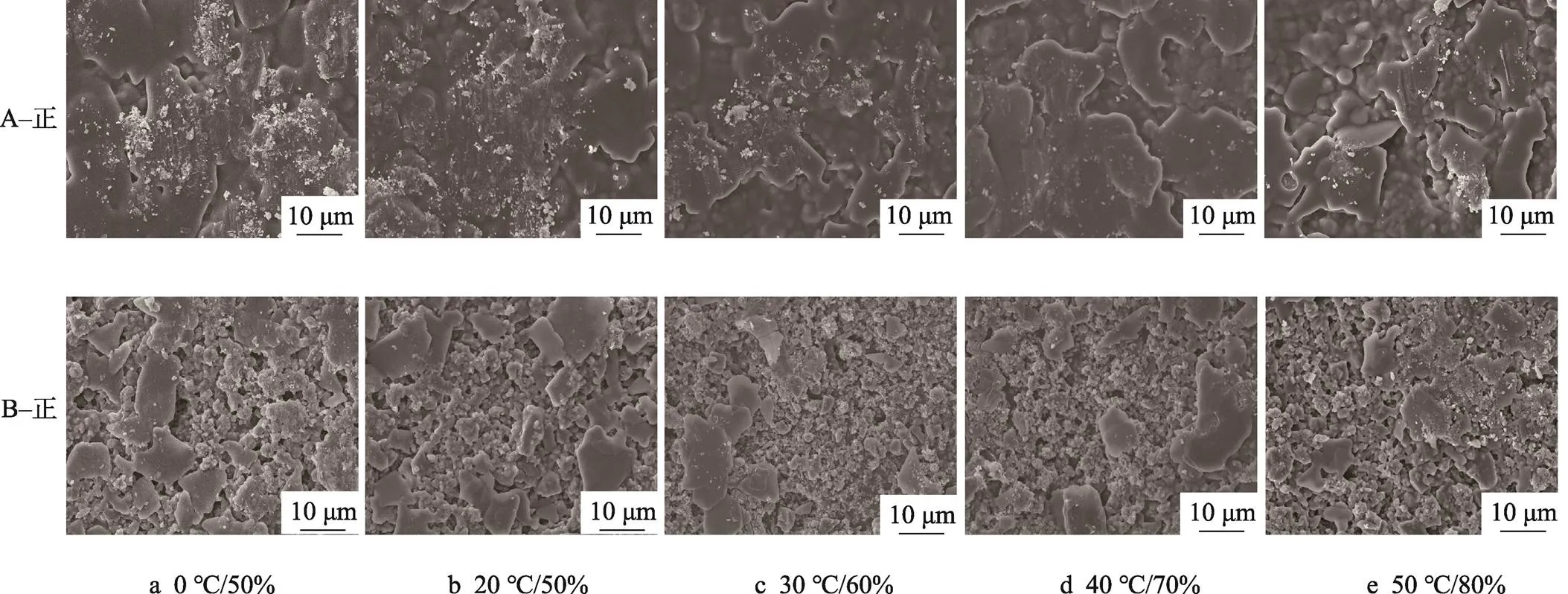
图6 接装纸印刷面SEM图片
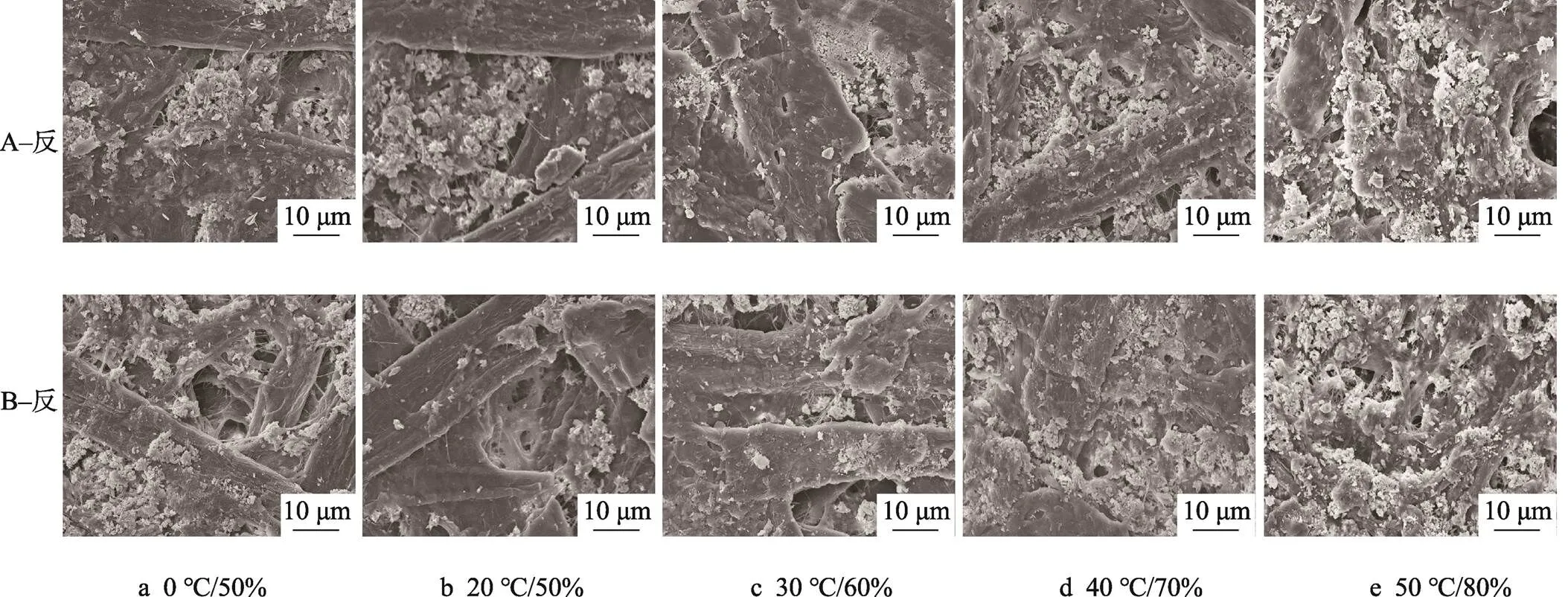
图7 接装纸非印刷面SEM图片
3 结语
结合卷烟企业实际生产中出现的问题,选取A、B两家供应商的同品牌接装纸为测试材料,从平整度、渗透性能、润湿性能和表面微观结构几个角度进行测试分析。
研究结果表明,接装纸的平整度变化受环境温湿度影响较大,高温高湿环境下接装纸翘曲高度可达到5 mm以上。不同接装纸平整度差异与其渗透性能有关,而接装纸正反两面的渗透性能主要受接装纸原纸施胶和印刷工艺的影响,其中印刷面的差距大于非印刷面,满版白墨打底印刷的接装纸液体渗透时间超过100 s,高温高湿环境下2种接装纸渗透时间差大于300 s。接装纸的润湿性能受环境影响较小,2种纸张的差异主要受印刷工艺及原纸工艺影响。
综上,接装纸的上机适用性的关键指标平整度和黏结性不仅受到原纸和印刷工艺的影响,还受环境温湿度的影响,因此,将储运及生产环境的温湿度控制在20 ℃/50%至30 ℃/60%范围时,接装纸翘曲高度小于5 mm,平整度较好,其自身的渗透性能及润湿性能受影响较小。针对不同工艺接装纸选配适合的接装胶,可以有效提高其上机适用性,减少材料损耗及质量缺陷。
[1] 陈华, 陈克复, 杨仁党, 等. 烟用接装纸的生产及发展趋势[J]. 纸和造纸, 2011, 30(1): 29-32
CHEN Hua, CHEN Ke-fu, YANG Ren-dang, et al. Production and Improvement Tendency of Tipping Paper[J]. Paper and Paper Making, 2011, 30(1): 29-32
[2] 赵荣艳, 杨江涛, 王安. 新型烟用接装纸及其应用现状简述[J]. 纸和造纸, 2021, 40(4): 26-31.
ZHAO Rong-yan, YANG Jiang-tao, WANG An. Application Status of New Tipping Paper for Cigarettes[J]. Paper and Paper Making, 2021, 40(4): 26-31.
[3] 荔亮. 接装纸吸水性对卷烟卷接质量的影响[J]. 科技创新与应用, 2014(10): 52.
LI Liang. Influence of Water Absorption of Tipping Paper on Cigarette Wrapping Quality[J]. Technology Innovation A, 2014(10): 52.
[4] 王辉, 张雨豪, 万晓霞. 环境温湿度对镀铝纸变形的影响[J]. 包装工程, 2018, 39(5): 115-120.
WANG Hui, ZHANG Yu-hao, WAN Xiao-xia. The Influence of Environment Temperature and Humidity on Deformation of Aluminized Paper[J]. Packaging Engineering, 2018, 39(5): 115-120.
[5] 刘文婷, 蔡冰, 程占刚, 等. 接装纸的吸湿特性及其对上机适应性的影响[J]. 食品与机械, 2019, 35(6): 120-122.
LIU Wen-ting, CAI Bing, CHENG Zhan-gang, et al. Moisture-Absorbability of Tipping Paper and Its Influence on Machine Applicability[J]. Food & Machinery, 2019, 35(6): 120-122.
[6] 张晶, 马晓伟, 冯欣, 等. 接装胶及接装纸种类对胶水渗透性的影响[J]. 食品与机械, 2018, 34(6): 98-100.
ZHANG Jing, MA Xiao-wei, FENG Xin, et al. Effect of Different Tipping Glue and Tipping Paper on the Permeability of Glue[J]. Food & Machinery, 2018, 34(6): 98-100.
[7] 余春芝, 程涛, 汪兵云. 接装纸吸水性检测及其对上机试验性影响的研究[C]// 中国烟草学会2016年度优秀论文汇编——卷烟材料主题, 2016: 23-26.
YU Chun-zhi, CHENG Tao, WANG Bing-yun. Research on Water Absorption Detection of Tipping paper and Its Influence on Machine Testability[C]// Proceedings of 2016 Annual Excellent Papers of China Tobacco Society-Cigarettes Material Theme, 2016: 23-26.
[8] 陶武亮. 浅谈纸质文物的保护[C]// 博物馆藏品保管学术论文集——北京博物馆学会保管专业第四——八届学术研讨会论文选编, 2009: 272-277.
TAO Wu-liang. A Brief Discussion on the Protection of Paper Cultural Relics[C]// Collection of Academic Papers on the Storage of Museum Collections—Selected Papers of the Fourth to Eighth Academic Symposiums of the Beijing Museum Society, 2009: 272-277.
[9] 王义翠. 低温对纸张耐久性影响研究[J]. 四川档案, 2004(6): 28-29.
WANG Yi-cui. A Research on the Effect of Low- Temperature on Paper’s Durability[J]. Sichuan Archives, 2004(6): 28-29.
[10] 董浩, 刘锋, 荆熠, 等. 不同类型烟用接装纸表面性能及其对卷接效果的影响[J]. 烟草科技, 2011, 44(4): 10-13.
DONG Hao, LIU Feng, JING Yi, et al. Surface Properties of Different Tipping Paper and Their Influences on Tipping Effects[J]. Tobacco Science & Technology, 2011, 44(4): 10-13.
[11] 彭庆华, 符芳友, 黄秀芝. 烟用微涂布接装原纸表面特性研究[J]. 中国造纸, 2014, 33(5): 43-45.
PENG Qing-hua, FU Fang-you, HUANG Xiu-zhi. Surface Properties of Light Weight Coated Cigarette Tipping Paper[J]. China Pulp & Paper, 2014, 33(5): 43-45.
[12] 傅靖刚, 王文俊, 斯勇. 以接触角法评定接装纸上机黏接性能的探究[C]// 中国烟草2013年学术年会论文集, 武汉, 2013: 411-415.
FU Jing-gang, WANG Wen-jun, SI Yong. Research on Evaluating the Adhesive Property of Tipping Paper on Machine by Contact Angle Method[C]// Proceedings of China Tobacco 2013 Annual Conference, Wuhan, 2013: 411-415.
[13] 赵恬, 陈蕴智, 张正健, 等. 微纤化纤维素在彩喷纸表面施胶中的应用[J]. 包装工程, 2019, 40(3): 94-99.
ZHAO Tian, CHEN Yun-zhi, ZHANG Zheng-jian, et al. Application of Micro-Fibrillated Cellulose in Surface Sizing of Color Inkjet Printing Paper[J]. Packaging Engineering, 2019, 40(3): 94-99.
[14] 喻小桥, 郭欣, 李党国. 扫描电镜测试条件的优化及造纸填料形貌分析[J]. 中华纸业, 2019, 40(20): 35-38.
YU Xiao-qiao, GUO Xin, LI Dang-guo. Optimization of SEM Test Conditions and Morphological Analysis on Papermaking Filler[J]. China Pulp & Paper Industry, 2019, 40(20): 35-38.
Influencing Factors of Key Index for Cigarette Tipping Paper Loading Applicability
ZHAO Hai-yang1, ZHANG Qian-jie1, SU Qiao1, WANG Ting-ting1, WANG Fang1, JIA Xiao-hui2,ZHANG Qi3
(1. Zhangjiakou Cigarette Factory Co., Ltd., Hebei Zhangjiakou 075000, China; 2. China Tobacco Hebei Industry Co., Ltd., Shijiazhuang 050000, China; 3. College of Light Industry and Engineering, Tianjin University of Science and Technology, Tianjin 300457, China)
The work aims to solve the problems of flatness and adhesion in the process of cigarette tipping paper loading and clarify the influencing factors that affect the key index of tipping paper loading applicability. With tipping paper as the research object, the change of tipping paper flatness under different conditions was analyzed by changing and controlling the ambient temperature and humidity. Then, the surface microstructure was investigated by scanning electron microscope, and the corresponding penetration characteristics and wetting performance were studied by liquid penetration method, dynamic penetration method and contact angle method. The difference in the same index for different suppliers was compared and analyzed. When the temperature and humidity were controlled within the range of 20 ℃/50% to 30 ℃/60%, the tipping paper flatness was less than 5 mm, and its own penetration and wetting performance was less affected. The key index of tipping paper loading applicability such as flatness and adhesion is not only affected by the base paper and printing process, but also by the ambient temperature and humidity. Selecting suitable tipping glue for tipping paper produced by different processes according to the penetration and wetting performance can effectively improve the loading applicability and reduce material loss and quality defects.
tipping paper; flatness; adhesion; temperature; humidity
TB484
A
1001-3563(2023)03-0241-08
10.19554/j.cnki.1001-3563.2023.03.030
2022−07−25
河北中烟工业有限责任公司科技项目(HBZY2021B024);张家口卷烟厂有限责任公司科技项目(ZY012021B005)。
赵海洋(1985—),男,硕士,工程师,主要研究方向为卷烟材料、卷烟加工工艺。
贾晓慧(1986—),女,本科,工程师,主要研究方向为卷烟材料、卷烟加工工艺。
责任编辑:曾钰婵
猜你喜欢
东坡赤壁诗词(2022年4期)2022-10-30
建材发展导向(2022年2期)2022-03-08
中华养生保健(2020年10期)2021-01-18
建材发展导向(2019年11期)2019-08-24
建材发展导向(2019年10期)2019-08-24
证券市场周刊(2019年3期)2019-01-22
江西建材(2018年1期)2018-04-04
中国质量与标准导报(2014年10期)2014-02-28
中国烟草学报(2012年4期)2012-04-09
中国烟草学报(2012年4期)2012-04-09
