
40 000 m3/h(氧)空分装置污液氮节流阀振动处理小结
2023-02-14 01:08:04冯艳兴
氮肥与合成气 2023年1期
冯艳兴
(宜昌星兴蓝天科技有限公司,湖北宜昌 443000)
宜昌星兴蓝天科技有限公司40 000 m3/h(氧)空分装置于2021年5月投入正常运行,开车后整体运行平稳,各项指标均达到设计能力。开车以来,存在下塔向上塔供污液氮节流阀V2、V3过液不稳定的情况,导致上塔阻力、下塔阻力、上塔顶污氮纯度、下塔富氧液空纯度均存在不同程度的波动[1-2];特别是污液氮节流阀V2阀门有较大振动,连接管道也出现明显振感,为长周期稳定运行埋下隐患。为消除隐患,通过调整工艺思路和优化工艺指标,成功解决了这一问题。
1 流程概况
本套空分装置采用杭氧成套空分工艺及设备,采用氧、氮内压缩流程,设计产量分别为40 000 m3/h(氧)、38 000 m3/h(氮),上下塔均采用填料塔,并配备增效塔。
液体从下塔至上塔分为3路流路。
第一路:下塔底部富氧液空(氧的质量分数约为38%)经过过冷器后,一部分经液空节流阀V1节流后进上塔中部,另一部分进入增效塔冷凝器作冷源。
第二路:下塔中部污液氮Ⅰ(氧的质量分数约为21%)经过过冷器后,经污液氮节流阀V2节流后进上塔中上部。
第三路:上塔顶部污液氮Ⅱ(氧的质量分数约为6%)经过过冷器后,经污液氮节流阀V3节流后进上塔顶部。
2 振动现象
空分装置冷开车导气后运行均正常,但当增加负荷后,污液氮节流阀V2、V3阀后充气管路发生较大晃动,带动冷箱栏杆爬梯振动,其所属管道振动导致管道与支架之间产生摩擦。
分析生产不稳定时污液氮节流阀、液空节流阀阀前温度,见表1。
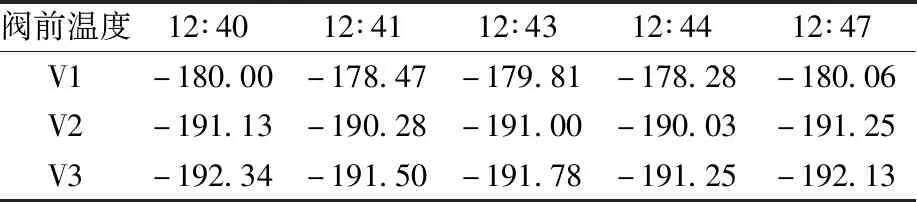
表1 生产不稳定时节流阀前温度统计表 ℃
由表1可知:V1、V2、V3阀前温度以升高1~2 min为周期出现正弦波波动,波动幅度约为2 ℃,波动严重偏高。
分析生产不稳定时上塔顶污氮气中氧质量分数、V1阀门开度和上塔阻力,见表2。
由表2可知:3项指标均有较大的波动,特别是污氮气氧质量分数波动较大,说明下塔至上塔的液体流动不稳定。

表2 生产不稳定时工艺指标统计表
3 振动原因分析
通过数据分析发现,V1、V2、V3阀的液空、污液氮流动处于不稳定状态是造成阀门、管道振动的原因[3-5]。
(1) V1、V2、V3阀调节不稳定或者阀芯振动造成阀门振动。节流阀厂家到现场检查后排除了阀门自身原因,且现阶段均采用防振阀芯,可以排除阀门自身结构原因。
(2) 主冷液氮回流量过大导致下塔液体含氮量大,但温度较高的空气通过充气阀进入管道后被迅速液化,造成阀门管道振动。
(3) 充气阀充气量与本身液体量对应关系不匹配,无法将液位送入上塔,或者充气量太大,引起阀门、管道振动。
4 处理方法及效果分析
4.1 处理方法一
关小阀后充气阀。按照理论设计值进行充气阀调整,通过减少充气量来匹配节流阀的液体通过量。节流阀后充气压力对照见表3。

表3 节流阀后充气压力对照表
实际操作中,大幅度关小V2、V3阀后,充气阀后阀门、管道振动消失,但是下塔液位迅速上升,上塔污氮气氧含量满表(质量分数超过10%)。后续,对充气阀开度与通过阀门的液体量两个变量,经过长时间的摸索均未找到结合点,通过最小充气量来控制振动的方法效果不佳。
4.2 处理方法二
通过调节V2、V3阀门开度,让流动更加平稳。将V2开度从65%向40%调整,以及将V3开度从30%向80%调整,均未对阀门管道减小振动产生明显效果,说明阀门振动与阀门开度关系不大。
4.3 处理方法三
开大充气阀,降低至上塔流路的液体充气密度,并提高阀后流动速度。2月18日15:00,将V2的阀后充气阀开满,通过降低阀后混合密度来加快流经V2阀的速度并提高流量,开满后V1阀门开度由70%左右自动关小到40%左右,但是阀门、管道振动情况未好转,富氧液空纯度变化不明显。持续运行至21:00,下塔液位突然大幅度降低,V1阀门自动关小,手动将V2、V3大幅度关小,同步关小V2的充气阀,V1阀逐步恢复正常,富氧液空纯度由30%提高到38%~40%,现场阀门、管道振动现象消失。
分析生产稳定时V1、V2、V3阀前温度(见表4)。
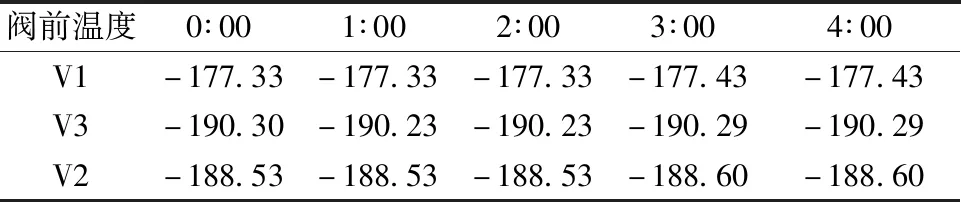
表4 生产稳定时节流阀前温度统计表 ℃
由表4可知:V1、V2、V3阀前温度基本无波动。在线分析比较生产稳定时污氮气纯度,V1阀开度和上塔阻力稳定。分析生产稳定时运行数据(见表5)。
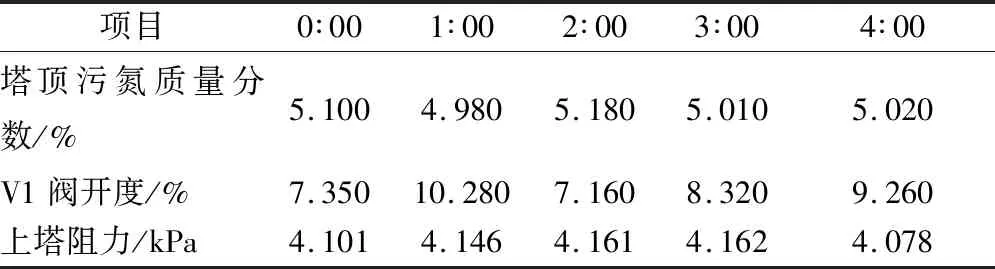
表5 生产稳定时工艺指标统计表
经过关键数据分析,发现指标恢复稳定。现场阀门、管道振动现象已经消除,本次调整获得成功。
5 结语
通过此次工艺操作调整,本套空分装置运行更加稳定,并长期保持在38 000~39 000 m3/h(氧)和35 000~36 000 m3/h(氮)的产能,效益明显。同时通过阀门振动的处理过程,加深了V1、V2、V3节流阀后充气阀作用的理解,也加深了下塔至上塔的3个流路作用的认识。空分精馏塔的工况调节是一个缓慢的过程,当对某一个阀门进行微小的调整后,需要一段时间来观察效果。
猜你喜欢
池州学院学报(2022年3期)2022-08-11 05:34:12
湖北农机化(2020年4期)2020-07-24 09:07:42
现代机械(2018年1期)2018-04-17 07:29:36
设备管理与维修(2016年5期)2016-03-16 02:20:45
合成技术及应用(2015年3期)2015-12-11 08:36:28
压缩机技术(2015年5期)2015-10-27 06:32:48
石家庄理工职业学院学术研究(2014年4期)2014-04-27 14:14:42
压缩机技术(2014年3期)2014-02-28 21:28:12
河南科技(2014年14期)2014-02-27 14:11:58
河南科技(2014年12期)2014-02-27 14:10:35
