制盐蒸发设备的自动排盐控制
2023-02-04 02:29:16王天河
盐科学与化工 2023年1期
王天河
(中盐工程技术研究院有限公司,天津 300451)
在蒸发制盐生产过程中蒸发设备排盐是属于一个间歇的过程,因为盐晶体颗粒和水组成的盐浆必须达到一定的固液比才能排盐,进而进入下一步的离心机进行脱水,以保证离心机的稳定性和运行的经济性。传统排盐和测量固液比的方式,劳动强度大、测量结果人为的主观性大、及时性差、危险性高,最重要的是全程需要人工参与不能实现蒸发设备的自动化排盐。
1 多效蒸发制盐工艺与MVR制盐工艺
1.1 多效蒸发制盐工艺
多效蒸发制盐也称为真空制盐,一般是对多效正压和真空(负压)蒸发并用的制盐装置的简称。真空蒸发制盐是根据卤水沸点随压力减低而下降的规律,在压力递减的多效蒸发罐组中,用生蒸汽(新鲜蒸汽)加热一效蒸发罐的卤水,使之沸腾蒸发,产生的二次蒸汽用作次效蒸发罐的热源,并按照所设效数依次传递,多次利用二次蒸汽,使各效蒸发罐中的卤水蒸发析盐。多效蒸发制盐的主要设备是蒸发罐,蒸发罐由加热室和蒸发室组成,加热室的壳体中,有上下花板和固定在花板间的加热管束。加热蒸汽经蒸汽管道进入壳体,卤水由下而上在加热管中循环,通过加热管壁的热交换,使卤水温度升高,并进入蒸发室。当盐浆达到一定固液比才能排盐,因此对制盐蒸发设备的排盐控制至关重要。
1.2 MVR制盐工艺
MVR是机械式蒸汽再压缩技术(mechanical vapor recompression)的简称,是利用蒸发系统自身产生的二次蒸汽及其能量,将低品位的蒸汽经压缩机的机械做功提升为高品位的蒸汽热源。MVR技术与多效蒸发制盐技术均是利用蒸汽潜热进行加热,不同的是该技术只需在开车阶段引入少量蒸汽维持系统至正常运行,而后利用蒸汽压缩机压缩二次蒸汽作为热源进入系统加热卤水,正常运行后只需补充少量蒸汽或完全不用补汽即可满足生产要求。
无论是多效蒸发制盐工艺,还是MVR制盐工艺,都是通过加热蒸发卤水析盐的过程,排盐控制都一样,需要达到一定固液比才能排盐。
2 制盐蒸发设备的液位与盐浆的密度测量
在蒸发制盐的实际生产中发现,盐浆的密度和固液比之间有着特定的关系。盐浆的固液比可以通过测量盐浆的密度来反映出。盐浆的密度测量可以根据公式P=ρgh求出,其中g为重力加速度,h为高度差,如果测量出高度差产生的压强P,即可求出盐浆的密度ρ,选用压力变送器作最终测量传感器进行压力的测量。压力变送器的安装位置见图1。P1、P2、P3分别为三台压力变送器制盐蒸发设备上的三个安装测量点,其中P2与P3两个测压点之间的距离为h1,取压点P2和P3确定后,h1即为定值。h2为蒸发设备的盐浆的液位高度,是不断变化的,也是所要测量的蒸发设备的液位高度。从图1看出,P1为汽相取压点,P2和P3为液相取压点,三个取压点的数值从三台压力变送器上测量出来,相当于已知量。
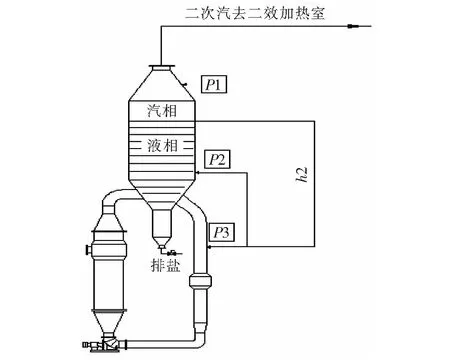
图1 三台压力变送器在蒸发设备取压点位置示意图Fig.1 Schematic diagram of three pressure transmitters at the pressure tapping points of evaporation equipment
在以上蒸发设备压力测量时P1、P2、P3中,其中P2、P3两测量点变送器的膜片需要直接与盐浆物料相直接接触,这样会产生两个问题:一个是压力变送器膜片腐蚀问题,腐蚀后会使变送器的使用寿命减少,可以选用耐盐腐蚀的哈氏合金或者钽材质加以克服;第二个问题是压力变送器膜片上容易结晶结垢,影响压力变送器的测量精度,严重时无法准确测量,可以采用插入式单法兰压力变送器,并且在安装法兰的短节处加以冲洗水。插入式单法兰压力变送器主要由隔离膜片、插入筒体、固定法兰、变送器本体等组成。其中插入的筒体的插入深度需要根据实际短节长度确定,一般插入深度距离管壁距离30 mm~50 mm之间,这样有效地减少了盐浆在膜片上的结晶,液位冲洗水留出冲洗位置。
3 盐浆固液比与盐浆密度和差压值之间的关系
3.1 盐浆固液比与密度的关系
根据制盐蒸发设备的实际生产过程中通过每隔0.5 h人工取样测得盐浆固液比的大量样本,对比取样时DCS控制系统采集的压力值计算出的盐浆密度对应的关系。
当固液比为0%、10%、20%、30%、40%、50%、60%时,溶液的密度为1.210 kg/m3、1.265 kg/m3、1.323 kg/m3、1.379 kg/m3、1.434 kg/m3、1.492 kg/m3、1.549 kg/m3。
3.2 盐浆固液比与差压值的关系
将以上数据代入P31=ρgh1(g取9.8 N/kg,h1取1 m) ,得到固液比与差压P31对应数据。
当固液比为0%、10%、20%、30%、40%、50%、60%时,P31压差为11.858 kPa、12.397 kPa、12.965 kPa、13.514 kPa、14.053 kPa、14.621 kPa和15.170 kPa。
用y表示P31的差压变量,用x表示盐浆固液比,得到一次线性函数表达式y=0.054x+11.858,把此一次线性函数表达式输入DCS控制程序,即可通过压力送器实时检测的压差值P31计算出所对应的固液比。
4 通过DCS控制器对蒸发设备排盐的闭环控制
当DCS控制系统检测到固液比符合排盐要求的范围时,控制器发出指令,执行器控制阀接收指令打开排盐;当DCS控制系统检测到固液比超出排盐要求的范围,控制器再次发出指令,执行器控制阀关闭不在排盐。这样固液比检测和排盐控制阀之间形成了闭环控制系统。
猜你喜欢
上海航天(2022年2期)2022-04-28 11:58:46
化学工业与工程(2022年1期)2022-03-29 01:14:42
东方考古(2020年0期)2020-11-06 05:34:48
饮食科学(2019年5期)2019-06-03 08:58:54
中国盐业(2018年21期)2018-03-05 08:06:14
广东饲料(2016年1期)2016-12-01 03:43:00
当代化工研究(2016年5期)2016-03-20 16:21:34
新疆地质(2016年4期)2016-02-28 19:18:38
化工进展(2015年3期)2015-11-11 09:17:39
河南科技(2014年15期)2014-02-27 14:12:33