
对角度仪器示值误差检定的分析研究
2023-01-14 12:34:30邱敏QIUMin梅崧MEISong
价值工程 2023年1期
邱敏QIU Min;梅崧MEI Song
(北京朗搏校准检测有限公司,北京 101100)
0 引言
角度是描述角大小的一个数学概念,是指两条相交直线中的任何一条与另外一条相叠合时必须转动的量。角度的单位为度,符号为“°”。一周角分为360等份,每份定义为1度(1°)。在行业应用中,当需要更为精确的角度值时,除了可用小数表示,还可以把角度细分为角分和角秒:1度为60分(60′),1分为60秒(60″)。
角度仪器是工程中常用一种仪器,常见的角度仪器包括如角度尺等直观角度测量仪器,及陀螺仪、转台、分度台等角度测量仪器。各类角度仪在现代工业、航空航天,航海,国防科技中是不可缺少的仪器。对其误差的大小的把控对相关产品有着极为重要的意义,如陀螺仪的准确度直接决定了制导导弹的定位准确度。
1 关于角度仪器示值误差的检定
本文认为对仪器进行示值误差检定的目的主要有二个。一是通过检定找出仪器受检点的误差和仪器的最大误差,以便使用者选用或修正。二是能分析误差的来源,以便生产者调整或改进。
关于角度类仪器示值误差的检定方法目前主要有两种。其一为合成法,即角度仪器的整分度误差和细分度误差(或称测微器误差)分别检定,然后合成仪器的总示值误差。另一为综合法,即用带度分秒的奇数面棱体一次检出仪器整分度和细分度部分的综合示值误差。
目前来说,综合法检定多用于一般使用单位。而合成法检定多用于生产,科研单位。在目前由于整分度检定可采用正多面棱体或多齿分度台单次或全组合或全组合比较对称联系法等方法检定故检定精度较高。而细分度的检定由于目前激光小角度检查仪数量尚少,对环境要求高,不宜运输搬动,操作较麻烦,数据处理工作量较大等原因不易推广使用。而用光电自准直仪检定细分度当测微器行程较大时,由于光管本身的示值误差,检定精度和分段检定的方法误差较大,不易达到检定规程要求的检定精度,而且工作量亦较大。若采用测角仪检定规程中介绍的标准小角度块组或小角度常角组合法检定则不但受检点数少,秒盘检不到,而且将产生比本文第三部分“多面棱体不宜作为高精度角度基准”中所分析的还要大得多的误差,要用它来保证测角仪检定规程中要求的检定精度是不可能的。因此,找一种检定细分度误差既简单易行又有较高精度的方法就成了当务之急。
随着平均效应技术的发展,多齿分度技术现已发展到了相当高的水平。专用于角度仪器检定的体积小,重量轻、精度高的360牙小齿盘,精度已达0.2″(峰峰值)以内,并已投入生产。根据“第二次全国角度计量测试技术学术讨论会”的建议,17×23=391牙的奇数齿盘也研制出了。至于17、23等各种奇数面棱体的生产也已成熟。因此,我们考虑应用二个多齿分度台(360+391)或一个齿盘(360)和一块奇数面棱体体(17或23)差动的方法就可以完成各种角度仪器的整分度、细分度和综合示值误差的全部检定。其原理见示意图1。
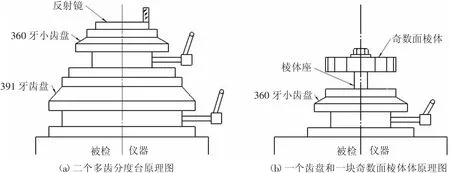
图1 角度仪器误差检定原理图
检定方法如下:
①整分度误差检定:只需要转动360牙小齿盘,即可将反射镜或棱体转到被检角度。若采用排列互比法等则检定精度可大大提高。
②综合示值误差检定:只需将391牙齿盘每次转17牙或23牙,即可将反射镜每次转到被检角度进行检定。而用奇数面棱体时则毋需转动。同样可采用排列互比法等提高检定精度。
③细分度误差检定:当用二个齿盘(360+391)时,可将391牙齿盘顺一个方向每次转动17牙或23牙,设每次转动角度为α,而将360牙齿盘反方向总计转动β度,直至

式中:
n——为转动次数;
γ——为被检仪器测微器最大量程。
总之,每次转动都需使反射镜之转角小于γ,使反射象落在测微器行程内。
用一个小齿盘(360牙)和一块奇数面棱体(17或23等)检定时,只要每次将齿盘转到棱体相应面的整度数值即可检定。如17面体的第四面名义值为63°31′45.9″,则将小齿盘转到63°,即可检定仪器测微器31′45.9″这一点。
采用本方法检定角度仪器示值误差具有一系列优点:
①使用设备较少,易于携带运输,使用方便。
②一次安装调整即可分别检出仪器的整分度误差、细分度误差和综合示值误差。
③检定精度高。整分度和综合示值误差的检定精度主要由齿盘或棱体決定,早已有各种资料作过分析介绍。现将细分度示值误差的检定精度分析如下。
当用二台多齿盘差动产生小角度时,由于多齿盘的制造精度可达0.2″以内,因此,二台齿盘产生的总误差在以内。由于在理论上分析多齿盘的转角误差没有突变,就是在小范国内的精度大大优于0.2″,因此,单齿差动检定的误差也必然大大小于0.28″。
当用一台多齿盘加一块奇数面棱体检定仪器细分度时,则需考虑棱体的修正量。棱体的检定极限误差对一级棱体规定为±0.5″,因此,该方法的基准件误差为根据光学分度台、光学分度头等仪器的检定规程规定,测微器误差的检定方法极限误差对分度值小于5″的为1″。而以上二种方法的极限误差,如采用光电自准直仪(光电对线精度高于0.1″),必然会小于1″,完全能用于中低精度角度仪器细分度误差的检定。
当用二台齿盘差动检细分度时,若考虑二台齿盘的修正量,由于多齿盘检定方法极限误差在±0.05″以内,在检定时采用最小读数值为0.1″的数显光电自准直仪(如英国TA80型数显光电自准直仪),则可用来检定高精度测角仪。只要调整正确,被检测角仪的对线读数误差小,则整个检定方法的极限误差达到0.1″~0.2″以内是完全可能的。因此,本方法用于高精度测微器的检定是完全可能的。
2 关于角度仪器示值误差的合成方法
设角度仪器的整分度误差为Δ1,细分度误差为Δ2。按当前流行的合成方法,仪器的总误差为
用奇数面棱体检综合示值误差时,测出的实际上就是Δ的最或然值。因为仪器的Δ1和Δ2,互不相关,仪器检定时得到的是整分度部分和细分度部分相应点误差的代数和,具有偶然误差的特性。根据误差理论,互不相关的偶然误差应合成为。但在实际检定时却发现有时用奇数面棱体检出的误差值不等于Δ,有的甚至比Δ1还小,也有的大于Δ,甚至超过Δ1+Δ2。这种现象初看颇为奇怪,实际上它正是误差理论的明证。因为误差理论是建立在概率基础上的,它只告诉我们最或然值是多少,分布情况如何,而不能告诉我们一定等于多少。(本来Δ>Δ1+Δ2应该是不可能的,但由于Δ1和Δ2本身有测量误差和受检点不同,故也可能发生。)82年由中国计量科学院组织的非整度棱体研究小组的试验结果(见表1)也可看出这一点。如面成曲线完全符合正态分布,而最或然值正是Δ=大于Δ和小于Δ的可能性各占50%左右。因此,如果利用奇数面棱体有时把误差检小了来否定这种方法显然是不恰当的。

表1 非整度棱体研究小组的试验结果
实际使用时,由于细分度误差始终是迭加在整分度误差上的,对一台具体仪器来说,它已不是偶然误差,而可将Δ1和Δ2的峰峰值看作不定常差。不定常差的合成应为Δ=Δ1+Δ2。仪器使用时产生的误差必然不超过Δ=Δ1+Δ2。而用方法合成时,从理论和实践上都证明了仪器使用时必然有一半左右的机会误差会大于而另一半左右次数小于与其告诉大家某仪器的误差在某其左右,而实际使用时却有一半情况的误差是超过它的,不如告诉大家仪器误差最大为多少,使大家放心使用。
从以上分析笔者认为:仪器误差以分项检定Δ1和Δ2为好,合成方法以Δ=Δ1+Δ2为好。如果以奇数面棱体综合检定时,应以数块或一块棱体错位数次,取检定结果的最大值,以便使检得的仪器误差值大于而趋近Δ1+Δ2。
3 多面棱体不宜作为高精度角度基淮
多面棱体多年来一直处于角度的实物基准地位,在角度仪器的检定中发挥了重要作用。但通过实践,多面棱体也暴露了一些缺点,特别在精度上遇到了不可克服的困难。
一般地把两被测面法线间的角度称为二个面的夹角。由于多面棱体制造时不可避免地有塔差,如按以上定义测量各相邻面间的夹角则最后的角度和将大于360°而不封闭。故多面棱体的夹角应是各面法线在被检平面上的投影间的夹角。在实际使用中,一般以均匀分布的四个反射面法线组成的平均平面作为被检平面。实际上由于多面棱体的各反射面都不是绝对平面,因此所谓法线也就与测量位置有关。
如图2设棱体反射面宽度工L=15毫米。根据检定规程要求棱体工作面平面度H不大于0.06微米,先不考虑局部误差,设为均匀凸或凹,则反射面半径米。由于棱体座与仪器中心的不同心,楼体安装孔的配合间隙,棱体各反射面与安装孔的不对称等,将引起反射面相对于谁直光管光轴的平移,该平移极可能超过Δl=0.1毫米,则法线方向变化可达到。两个面一正一负则可能差0.1″。
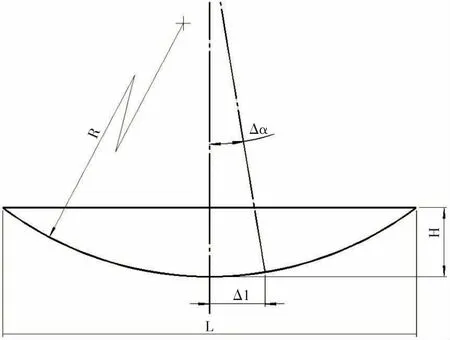
图2 多面棱体的夹角示意图
实际上由于平面性局部误差的影响,压紧力引起棱体变形等,产生的误差还要复杂得多。加上其它各种检定方法误差,因此,正多面棱体检定规程规定一级精度的棱体其检定极限误差不超过±0.5″。根据我们的经验,同一块棱体多次安装调整检定时,用全组合法测得的棱体夹角变化可达0.2″~0.3″,甚至更多。因此,自从多齿分度台出现后,由于其有一系列无可比拟的优点,代替多面棱体己是势在必行了。
用多齿分度台代替多面棱体有如下一系列主要优点:
①制造精度高。一以内级多面棱体工作角偏差为±2″(峰峰值为4″),而目前多齿分度台的示值误差峰峰值已达0.2″以内,有部分已在0.1″以内。
②检定精度高。如前所述,由于多面棱体本身结构上的特点,其中工作角偏差的检定精度已无法再提高。故规程规定,一级多面棱体工作角偏差的检定极限误差为±0.5″。而检定齿盘时,可用二台齿盘全组合互检,反射面可用平面性高达0.03μm,直径大于准直仪通光口径的大反射镜,使平面性和反射面相对光管光轴移动的影响减到最少。另外,由于齿盘的制造精度高,检定时准直仪读数仅在1″范围内变动,因此影响检定精度的基本上只是自准直仪的灵敏度,对线读数误差,而与准直仪的示值误差大小无关,这些都大大提高了检定精度。当用二台齿盘全组合互检时,齿盘的检定方法极限误差在0.05″以内是不成问题的。
③用途广。由于齿盘的齿数多,使它相当于一块360面或720甚至1440、2160面体,这么多面的棱体是制造不出来的。而它的重量,目前国产的360牙小齿盘已降到3公斤以下,外形尺才已达Φ120×62,因此携带相当方便。
如前所述,两台齿盘差动可以极高精度分别检定角度仪器的整分度、细分度和综合示值误差,这是多面棱体所做不到的。
由于多齿盘啮合轴线的轴向窜动,径向跳动和角晃动量均极小(分别在0.2微米和0.4秒以下),在齿盘台面上开有若干螺孔,可用以安装各种工卡量具,使它可做成各种高精度测量仪器。如现己制成纯机械式和激光细分的细分分度台、加速度计测试仪、航海六分仪检查仪等,还可制成精密测角仪、锥度检查仪、度盘检查仪、度盘刻线机或检定高精度经纬仪、园感应同步器等。在精密加工中的应用也日趋广泛。
④性能价格比较好。目前国产的0.2″以内的720牙多齿台为3万元,360牙小齿盘为2万多元,平均每个面为40~60元。而目前24面棱体的价格在2万元左右,平均每个面约800~1200元。假如将性能上的优越考虑在内,则实际上是不可比较的。
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23 06:39:48
水运工程(2022年10期)2022-11-01 05:35:28
陕西水利(2022年4期)2022-05-15 03:28:10
健康必读(上旬刊)(2019年1期)2019-10-21 10:00:27
照明工程学报(2019年2期)2019-05-21 03:21:10
水利水电快报(2018年9期)2018-10-15 08:51:00
制造技术与机床(2017年8期)2017-11-27 02:09:59
水电站机电技术(2017年7期)2017-08-16 04:20:21
科技与创新(2017年10期)2017-06-07 10:22:13
组合机床与自动化加工技术(2017年1期)2017-02-15 10:27:39
