
中国古代青铜器凝固过程的数值模拟及其相关工艺问题研究
2023-01-13 02:42房明慧杨军昌陈豫增
文物保护与考古科学 2022年6期
杨 欢,江 玲,房 昭,房明慧,杨军昌,陈豫增
[1. 西北工业大学文化遗产研究院,陕西西安 710072; 2. 西北工业大学材料学院,陕西西安 710072;3. 凝固技术国家重点实验室(西北工业大学),陕西西安 710072]
0 引 言
青铜器的生产与使用在人类历史中发挥着极为重要的作用,是人类文明的标志之一,显示了人类认识自然、改造自然的能力,由此缔造了光辉灿烂的青铜时代与青铜文明。在二里头文化时期至战国中期的中国青铜时代中,青铜器的生产是当时最重要、规模最大的生产活动,其生产技术代表了当时生产力的发展水平[1]。青铜工艺的相关研究,一直是中国古代文物研究的重点。李济先生曾明确指出青铜器研究应该从制造、形制、纹饰、铭文、功能和名称这6个方面全面展开[2]。工艺的研究是其中必不可少的内容,铸造则是制造中最为重要的部分。
自20世纪以来,随着铸铜遗址陶模陶范的出土,学界逐渐达成了中国古代青铜器使用块范法铸造的共识[3]。对块范法工艺流程与细节的研究,起源于1933年刘屿霞对殷墟铸铜遗址陶范的观察与对殷人铸造流程的总结(图1a)[4]。经过数十年的发展,各个领域的学者对不同的铸造遗存、遗物进行了非常详尽的研究,2019年苏荣誉集合各家研究,总结了我国古代青铜冶铸流程(图1b)[5]。自此,对我国古代范铸工艺的认知,已经从简单的流程推断逐步发展为对铸造、冶炼等工艺全过程的认知。
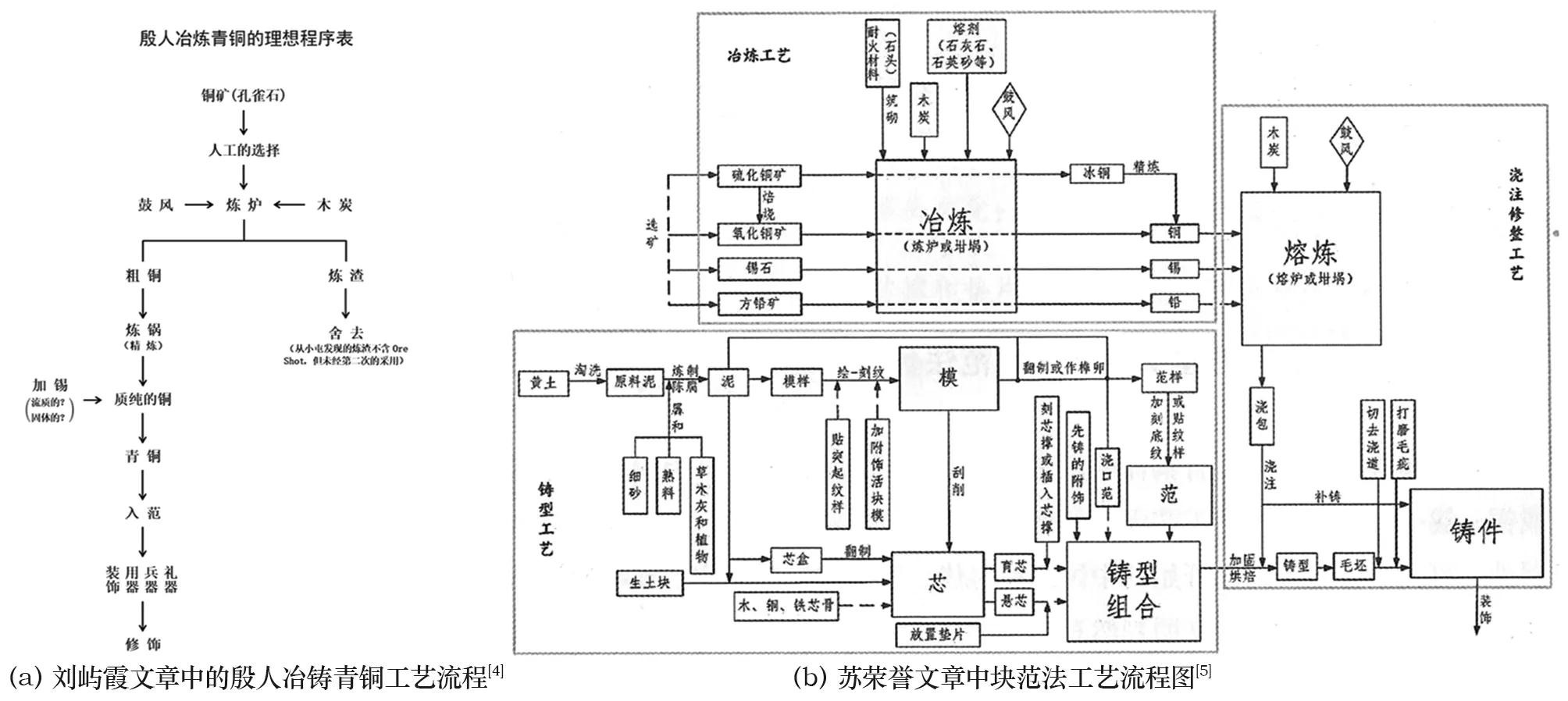
图1 青铜铸造工艺流程Fig.1 Bronze casting process
这些研究,从诸多方面推进了对中国古代青铜铸造工艺的探索,对认知中国古代铸铜工艺做出了重要贡献。然而无论是20世纪对铸造流程的大致推断,还是本世纪集众家之长的综合性工艺环节研究,基本上都侧重于对青铜器本体与铸铜遗物进行的静态研究(宏观与微观),并未涉及青铜器的凝固环节(成形过程)的动态研究。从材料学来观察青铜器的铸造过程,凝固是铸件由液态金属转变为固态器物最重要的环节,是铸件成形、材料成性的关键。工匠前期所有对陶模、陶范、范芯等的制备,与对铜、 锡、 铅等金属的冶炼与配比, 都是独立操作的,而凝固则是陶范与金属互相作用的动态环节,是青铜器成形的最重要步骤,也是对前期所有工作的检验,这个环节的水平直接关系到青铜器的质量。
古代工匠虽没有凝固理论作为技术指导,但在长期的实践中制作出了非常精美的器物,可见工匠实质上对器物铸造环节,尤其是凝固环节做到了精准而合理的把控。那么在诸多的工艺环节中,工匠的哪些设置是为了使器物更好地凝固,哪些则是为了提高生产效率,哪些是为了减少铸造缺陷,这些技术产生与变化的一系列过程的动因都尚待研究。目前,除了凝固环节之外,学界对古代青铜器技术本身的研究都比较清楚,但对于技术产生的动因与具体功能的研究,大多停留在理论推测层面。很多工艺细节的使用目的与功用并不明确,对器物的凝固时间、温度等参数也缺乏具体的分析与研究。
为了更为科学地解释古代工艺技术内涵,量化研究中国古代青铜铸造工艺,本研究引入金属材料学中成熟的凝固理论,探究中国古代青铜器精密铸造技术,通过数值模拟,动态展示其完整的铸造充型过程,并试图在这个过程中揭示青铜器凝固方式,探索其铸造缺陷形成机理。通过该研究,可以从材料科学的动态层面认识我国古代的铸造工艺,并解决目前青铜铸造工艺尤其是凝固环节中存在的若干重要问题。
1 现代凝固理论与中国古代青铜器研究:理论与方法
凝固在金属制作工艺中发挥着非常重要的作用,大多数金属制品的生产环节都需经历一次或多次凝固。凝固也是个相当复杂的过程,既包含宏观的传热、传质、液体流动、结晶潜热释放、成分过冷等现象,也包括微观的晶粒形核、生长、熟化、固液界面前沿液相溶质再分配等过程。合金的微观组织往往呈现枝晶形貌,凝固组织枝晶间距大小与凝固速率等因素密切相关,而微观的凝固组织又与器物的物理、化学性能密切相关[6]。
现代凝固科学诞生于20世纪40年代。起初,材料工程师们使用解析法和解析模型来描述凝固过程。随着冶金物理化学、金属学、高等数学及计算机科学的发展,铸造模拟通过引入传热学、流体力学、凝固理论、金属工艺学、数值分析及计算机编程等知识,在信息科学、材料科学、工程力学及计算机图形学进行多学科交叉,从而将铸造模拟广泛地应用在航空、航天、机械工程、医疗卫生等工业制造领域,其过程模拟与铸件成形的精准性已经被多次验证[7-8]。
凝固可分为平衡凝固与非平衡凝固两类。平衡凝固对应凝固速率无限小的理想状态[9]117-127。真实的凝固过程均为非平衡凝固。我国古代青铜器的铸造,从凝固角度分析都属于非平衡凝固。不同的凝固条件会导致不同铸造组织和铸造缺陷的形成,影响青铜器充型完整性及最终的性能。
中国古代青铜器基本都为铸造成型,现代材料科学认为铸造的工艺过程大致为:所有加工都在一个与最终零件相对应的空腔铸型内完成,通过液体的填充,然后依靠铸型向外释放结晶潜热,凝固结束后获得铸件[10]4。从上述定义可以看出,无论何种铸造,型腔、液体(铜液)与散热是其3个要点。在青铜器的凝固环节,陶范最重要的功能有两项:一是提供铸件的铸型(范腔),二是提供满足凝固条件的热物性参数。陶范、芯的扣合提供器物的铸型,对于陶范材料的选择与烧成温度等的把控则是为给铸件(青铜器)的凝固过程提供适宜的热物性参数。
工匠在浇注青铜器时,虽然没有凝固理论作为指导,但他们在无数次铸造实践的成败中积累了丰富的经验,从而合理地控制铜液与型腔温度。在通过提高铜液温度与型腔蓄热能力以保持流动性的同时,设置合理的凝固时间防止铸造缺陷的产生,从而得到器形完整的青铜器。故而对于青铜器凝固过程的研究,需要对陶范类的土质遗物与青铜类的金属文物进行综合考量。
使用凝固理论观察青铜器时发现,在铸型、散热与液体(铜液)这3个要点中,陶范实现铸型与散热两个要点。铸造中工匠通过内外范的横纵向分范与扣合、浇口与冒口的设置等措施来构造器物的铸型,散热则主要依靠陶范合理的热物性参数来实现。热物性参数则是一个复合的概念,主要包括陶范的比热、密度、导热系数等。工匠在制作陶范时,通过对陶范材料配比、烧成温度等的控制,得到合适的热物性参数。前期,学者们对陶范的研究已经细化到材料配比、来源、烧成温度、岩相分析等方向的研究,有关学者在此基础上对不同时期的陶范、陶模作了热膨胀曲线、含泥量、粒度等方面的分析[11]160。在铜液的配置中,参考现有的研究,工匠会根据不同的器形、器类与墓主人的身份等级等因素,选择不同来源的铜[12],并酌情加入铅、锡等进行金属原料的配比[13]。这些研究成果,为古代青铜器的凝固研究,尤其是为进一步测定陶范的热物性参数提供了重要的技术资料。
2 中国古代青铜器的凝固过程模拟与若干问题研究:实验过程
2.1 中国古代青铜器凝固过程的仿真模拟
铸造模拟目前主要有以下几个研究方向:各种铸造工艺充型凝固过程可视化、缩松缩孔及裂纹等铸造缺陷预测、应力模拟分析、微观组织模拟分析、铸造工艺分析评价及优化[14]。其采用的数值模拟方法主要基于有限差分法(FDM)、有限元法(FEM)和边界元法(BEM)[15-16]。
本研究采用FEM法,通过对三维建模软件CAD的模型进行几何处理、网格划分,把计算域离散为多个子计算域,这些计算域在节点处互相联结,计算域上的物理量可以通过节点上的物理量插值得到[17]。ProCAST是一款由美国USE公司开发的基于有限元数值模拟方法的铸造软件,被广泛应用于各类制造产业和科学研究中[8]。但目前尚未发现利用铸造模拟来进行古代金属文物研究的先例。
在使用模拟铸造技术对我国古代青铜器进行凝固过程的动态模拟与研究时,需先对器物进行宏观与微观的观察:宏观主要包括用X光探伤仪、工业CT等进行结构探查;微观主要用金相检验对器物的成分、组织进行研究,以获取器物的合金成分、金相组织等特征信息。其次,将不同时期铸铜遗址出土陶范资料进行采样,对陶范的研究主要集中在热物性参数的测量与计算中,将相关铸铜遗址出土的陶范材料进行密度、导热、比热的测量,并与器物成分数据进行综合研究。
在取得陶范与铜器的相关数据并计算参数之后,进行凝固过程模拟之前还需对内外范进行建模,以形成铸型。这里以青铜鼎为例加以说明:首先测量鼎的口径、通高、鼎耳厚度、鼎足径与鼎足长度;然后绘出该鼎竖直截面的大致轮廓曲线,内部轮廓曲线为器物的腹芯(图2d),外部轮廓曲线为外范草图曲线,内外轮廓曲线之间的距离即为壁厚(图2b)。在三维建模软件CAD中绘出相应轮廓曲线,经旋转之后即可得到范芯模型。外范建模则需要确定外范的壁厚,同样经旋转120°之后,再将鼎足拉伸切除即可得到一个1/3外范(图2c),最后重复3次即可得到完整的外范(图2a)。关于鼎足、鼎耳盲芯的设计则在上述坐标系中另行建模。
浇口的设置较为复杂,一般在外范顶部中心位置上直接做拉伸切出一个圆形浇道口,或者在腹外芯位置另做浇口,最终形成浇注一个三足圆鼎时完整的型腔(图2a)。然后使用ProCAST模拟软件,通过设定不同的合金成分、初始温度、热物性参数(由上一步对出土铸铜遗物的实物测量取得)等数据,仿真模拟不同形貌的青铜器凝固过程,并通过改变温度、时间等参数,来观察不同工艺因素对青铜器宏观与微观性能的影响。

图2 鼎型腔建模示意图Fig.2 Schematic diagram of tripod (Ding) cavity modeling
通过建模与模拟可以还原典型器物的充型过程,图3为ProCAST软件生成,左侧为温度条,自上至下温度由高到低,不同颜色代表不同温度,中间两条黑线分别为液相线与固相线,中间为鼎模型,灰色为器物型腔,红色为正在浇注的铜液,右上角分别为凝固时间、充型比例、凝固比例。如图3所示,在开始浇注约4.2 s时,铜液就已经流到其中一只鼎耳,这时器物整体的充型比例为21.7%,凝固比例为0.0%,说明在这一时刻器物尚未开始凝固。同时在该图中还可以观察到浇注过程中由于浇口的设置、流速湍急所引起的器物腹部铜液飞溅等现象。
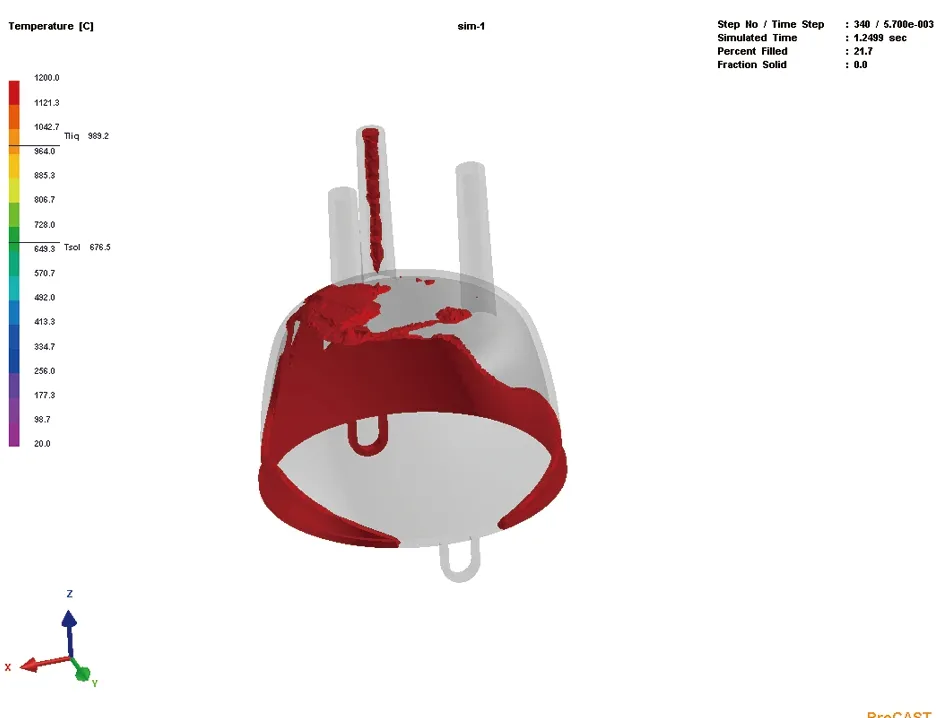
浇口下方鼎耳处最先充型,腹部有铜液飞溅图3 铜液流动示意图Fig.3 Schematic diagram of metal alloy liquid flow
2.2 中国古代青铜器凝固的研究要素
通过诸如此类的模拟铸造实验,可以动态观察器物充型与凝固过程,从而对凝固时间、温度以及缺陷的产生机理有清晰的认知。仔细观察这一过程可以发现,中国古代青铜器凝固的研究要素可具体分为物料制备、凝固时间、凝固温度与铸造缺陷等4个方面。
2.2.1物料的制备 物料的制备发生在凝固环节之前,具体包括对土质物料如陶模、陶范和范芯等的制备,以及对金属类物料如铜、锡与铅的制备。在凝固环节之前这两项准备工作分开进行,各自的进度并不互相影响。
1) 陶范的制备。在凝固视角下观察陶范,发现铸造时陶范的主要作用有二:一是提供器物的铸型;二是提供合适的热物性参数。在三维建模时,陶模、陶范如何分型、分扇,几乎不会对最终器物的性能产生影响而仅与当时社会的生产效率相关[18]。型腔不仅包括器物的空腔,更包括浇口、冒口、陶支钉、金属垫片与一些器物底部所设置的纵横网格等,这些部位的设置,会对器物的宏观与微观性能产生影响。如浇口的设置与凝固方向有关,我国青铜时代容器的铸造基本为口沿向下倒置浇注,但在青铜时代早期的二里头文化时期与商代早期,也出现了比较多的正浇与侧浇的设置,如李京华认为二里头与盘龙城的斝系从腹部侧浇[19]。至于倒浇与正浇、侧浇之间工艺的变化动因,也可以由青铜的铸造流程仿真模拟得到验证。
热物性参数是陶范所能提供的最重要功能,这是一个复合的参数。热物性参数由陶范的本体材料决定,具体包括材料的密度、导热、比热等,内外范材质一定时,陶范的热物性参数亦相对固定。
2) 合金成分。一般来说,青铜是铜、锡二元合金或铜、锡、铅三元合金组合的宽结晶金属,合金配比不同,其凝固时间与温度都会发生相应改变。从目前考古资料可见,从新石器时代晚期开始,中国古代青铜器的成分经历了一个从广泛尝试各类合金配比(如纯铜、铜与锡、铜与铅、铜与铅锡、铜与砷等金属)到铜锡配比逐渐合理化的过程。同样配比的铜锡,在不同的温度下也会呈现出不同的金相;而同一温度下成分不同,金相也会产生差别。具体如铜锡二元相图所示(图4)[20]。
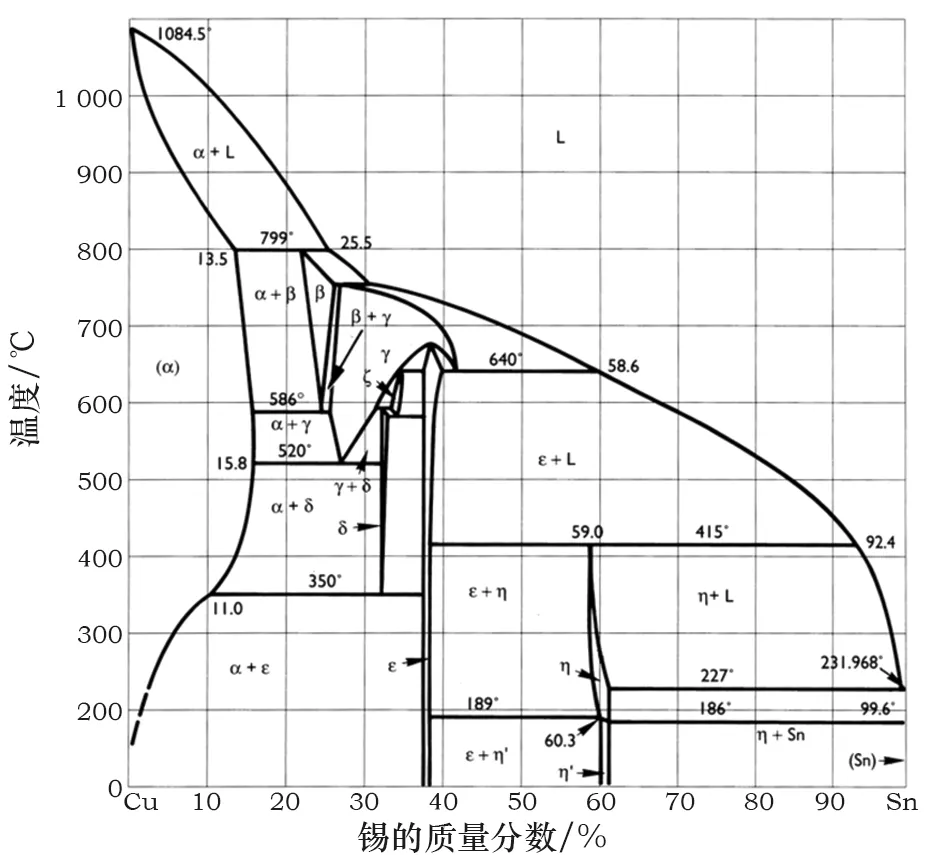
图4 铜锡二元相图[20]Fig.4 Copper-tin binary phase diagram
如在快冷条件下含锡量5%的青铜铸件及一般铸造条件下含锡量7%的大型铸件室温组织应为呈偏析的过饱和α固溶体枝晶。当含锡量高于5%或7%时,青铜铸件组织中就会出现(α+ε)共析体[21]。随着含锡量的增加,(α+ε)共析体的数量增多且形态变大[22]25。在实际操作中,工匠对温度的控制、成分的配比都会对青铜器的最终性能产生影响。在凝固理论下,铜与锡的合金被作为合金液统一考量,其成分比例会对凝固时间与器物性能产生影响。
我国青铜时代总是伴随着器物含铅的问题。有学者认为铅可以减缓合金液体的凝固速度,使得器物更好地凝固充型[23]。陈建立认为青铜器中的铅很难均匀分布,其偏析会导致器物的抗拉强度与冲击韧性降低[24]。更多的研究则认为铅在青铜器中没有实质性的作用,只是珍贵的铜料或锡料的廉价替代品[13,25]。
在含铅青铜器的金相中,无论含铅量高低,都可观察到明显的铅宏观偏析现象。如从盘龙城遗址出土的商代早期爵样品金相组织中,可观察到口沿部位与器物腹部明显的铅偏析现象(图5)[22]105。妇好墓出土方鼎(M5:809),其口沿、腹部、足部的含铅量分别为1.19%、1.28%、0.50%,显然发生了铅的偏析[26]。然而,由于目前对我国古代青铜器凝固过程尚未清晰认知,致使凝固过程中铅元素产生明显宏观偏析行为的机理仍未澄清,其对合金凝固组织及力学性能的影响也未知。
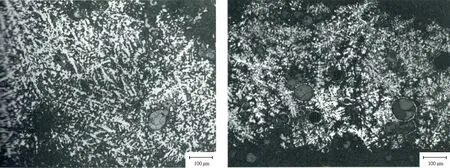
图5 盘龙城遗址出土商代早期爵口沿与腹部金相[22]105Fig.5 Metallographs of the rim and the belly of a bronze Jue (the early Shang Dynasty) unearthed from Panlongcheng site
对于复杂青铜铸件而言,保证其良好充型是关键,铸件的充型能力与合金的流动性有直接关系。实际铸件生产中,合金的流动性越好,越有利于尺寸精度要求较高铸件的充型,并可减少冷隔和缩孔等铸造缺陷。具体到我国古代青铜器,在铜锡合金中加入铅是否可以提高流动性,尚需通过模拟软件,在其他条件不变的情况下,调整合金的含铅量,观察器物的凝固时间、充型比例以及凝固缺陷比例的变化,并结合不同部位的力学性能分析与相关计算等,以明确铅在青铜铸造中的作用。
2.2.2器物的凝固时间 随着对我国古代青铜器研究的深入,铸造技术相关问题已经越来越细化,大型青铜器的凝固时间与浇铸后保温时间也引起了学者的关注。学者们对青铜器,尤其大型器物如司母戊大方鼎,从浇注开始到完全凝固之间所需时间进行多种推测,但一直没有明确答案[11]112。目前研究资料显示,大型青铜器由于凝固时间不同,造成不同部位显微组织存在明显差异,如江苏淮阴出土的战国铜鼎腹部与足部的金相组织中,鼎足部枝晶明显长大,铅含量增加(图6)[22]105。一般而言,器物的不同部位金相组织不同,是因为凝固次序不一样,或者说不同部位的枝晶生长时间不同所致。

图6 江苏淮阴战国墓地出土鼎腹部(左)与足部(右)金相组织[22]105Fig.6 Metallographic phases of the wall metal and the leg metal of a bronze Ding (the Warring States Period) unearthed from Huaiyin, Jiangsu Province
借助ProCAST有限元模拟软件,通过青铜器三维数据建立仿真模型,模拟不同浇注条件下的温度场,可获得青铜器不同部位的凝固速率与凝固所需的时间。基于多元合金枝晶生长模型,使用Chvorinov公式计算其相应部位的凝固时间(式1)。
(1)
式中,tf为实际凝固时间;Tf为金属熔点;T0为铸型初始温度;ρs为固态金属密度;km为铸型热传导系数;ρm为铸型材料密度;cpm为铸型比热;V与A为已凝固体积与其表面积[10]6。故而在铸型材料(km、ρm、cpm)、金属材料(Tf、ρs)和铸型初始温度(T0)确定时,铸件特定部位所需要的凝固时间是一定的。
以一个商末周初时期典型的柱足鼎为模型进行青铜器的凝固过程模拟,在测得同时期相关遗址出土陶范的导热、比热与密度等数据之后,计算其大致的界面换热系数。同时,按照铸铜遗址出土陶范资料复原范铸工艺的型腔,纵横分型分范、浇口冒口的设置等,并结合器物本身不同的金属元素配比,进行凝固过程的模拟。
当器物直径为15 cm,一足型腔为浇口、其余二足为冒口,铜液成分为85%的铜、14%的锡、1%的铅时,鼎的口沿朝下倒浇。铜液通过浇口因为重力作用首先到达器物耳部,耳部充型后最先凝固(图7a),具体的凝固时间也可以在ProCAST中直接观察到,作为浇口的鼎足铜液最后到达(图7b)。通过图7a和图7b的对比可见,在浇注开始数秒时,耳部的铜液已经开始凝固,而足部的铜液一直到100 s左右才开始凝固。在整个过程中,鼎耳、口沿与鼎足部位的凝固时间相差较大,故而二者枝晶大小也会产生明显的差别,这一模拟过程与前文提到的江苏淮阴战国墓地出土鼎腹部与足部金相组织的差异可相互印证。


图7 三足鼎凝固时间与温度变化Fig.7 Solidification times and temperature changes of a three-legged Ding
在模拟过程中发现,不仅不同部位的凝固时间不同,即使同一部位内部,凝固的时间也会出现明显的差别。如鼎足为器物最后的凝固部位,在凝固时会从里向外凝固,当器物的足为实心时,此处即为器物的几何热节处[27]。在ProCAST软件中可以观察器物各部位所需的凝固时间,不同的颜色代表不同的凝固时间。据图可知,在铸造实心器物时,足尖与足根部位的凝固时间差别较大(图7c和图7d),这种差别所导致的微观形貌差异与铸造缺陷亦较为常见。
2.2.3凝固诸环节中的温度问题 在青铜器的凝固环节,温度的重要性不言而喻。陶范的初始浇注温度、铜液的温度、充型后凝固过程的保温都会对青铜器的性能产生影响。在青铜浇注中,铜液的流动性是器物成形最重要的因素,而浇注温度和铸型温度对合金的流动性有直接的影响。合金液的浇注温度和铸型温度的提高可降低熔体黏度和表面张力,使得熔体流动速度和时间增加,进而提高铜液的充型能力。
为了保证大型复杂薄壁铸件良好成型,提高浇注温度或铸型温度可减少铸件的浇不足等缺陷。然而浇注温度或铸型温度的提高,会导致铸型散热速率降低,降低凝固速率,铸件容易出现微观组织粗大等问题,降低铸件的力学性能。浇注温度或铸型温度较低时,凝固速率提高,有利于细化微观组织,改善器物的力学性能,但过低的温度会引起过快的冷却速度从而导致合金液的流动性和补缩能力降低,在铸造过程中会产生浇不足和缩孔等缺陷[9]105。
学者们在进行青铜器铸造复原试验时,根据上述型腔的性能要求配比范料,且尽可能参照铸铜遗址出土窑炉的设置,对铸造各环节进行温度的精确控制。在铸造完成后,将实验铸造器物的金相与原器物进行对比,探索产生差异的原因。如华觉明、冯富根等在试铸完成妇好墓出土的铜觚之后,将复制品金相与实物的金相进行比较,发现复制品的枝晶小于原物的枝晶(图8),说明原器物在浇铸时铸范温度与复原实验的预热温度差别较大[11]134。
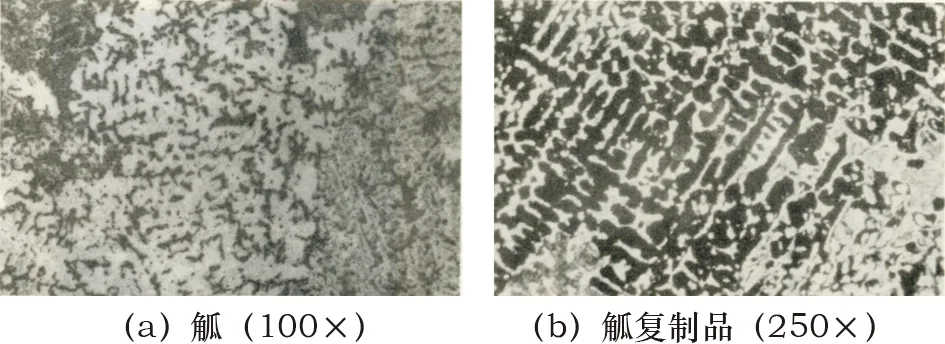
图8 妇好铜器与复制件金相组织的比较Fig.8 Comparison of the metallographic structures of a Fu Hao bronze Gu and its replica
在凝固模拟过程中,可以从ProCAST中直接观察器物的不同部位在不同凝固阶段的温度变化。在不同配比的青铜合金与不同温度的凝固条件下,观察器物的凝固过程,找出不同型腔温度、铜液温度下青铜器的凝固时间、铸造缺陷等特征,从而为与青铜浇注温度相关的问题提供答案。
2.2.4青铜器的铸造缺陷形成机理及应对方法 我国青铜时代冶铸工艺复杂,材料、温度与时间等的差异会导致不同的凝固组织和铸造缺陷,最终影响青铜器充型完整性及力学性能。所有的铸造缺陷都产生于青铜器充型凝固过程中:如元素的宏观与微观偏析;此外铸件中还会存在大量的缩松、缩孔、浇不足等铸造缺陷;而青铜器的合金成分、铸造过程中的初始浇注温度、陶范预热温度、冷却速率及金属垫片使用等也会对青铜器凝固组织及铸造缺陷造成显著的影响。在商周时期,工匠采用了很多措施来预防铸造缺陷,以提高铸造的成功率并优化器物组织,典型的措施包括垫片、等壁厚与器物外底部纵横网格的设置。下文将在凝固模拟的基础上,重点对金属垫片与器物底部纵横网格等的功能问题提出一些解决思路。
1) 垫片问题。根据现有数据,殷墟出土的青铜器中超过80%都使用了金属垫片,如殷墟遗址99ALNM1046出土的簋M1046:60、61底部均使用了铜质芯撑(图9a和图9b)[28]。在传统青铜铸造工艺研究中,学者们认为垫片的使用使得器物的内外范之间保持合适的间距,从而铸造出壁厚均匀的青铜器[23]。关于垫片的研究较多,但大都限于对其保持内外范空隙的功能及使用规律的探讨[28]。
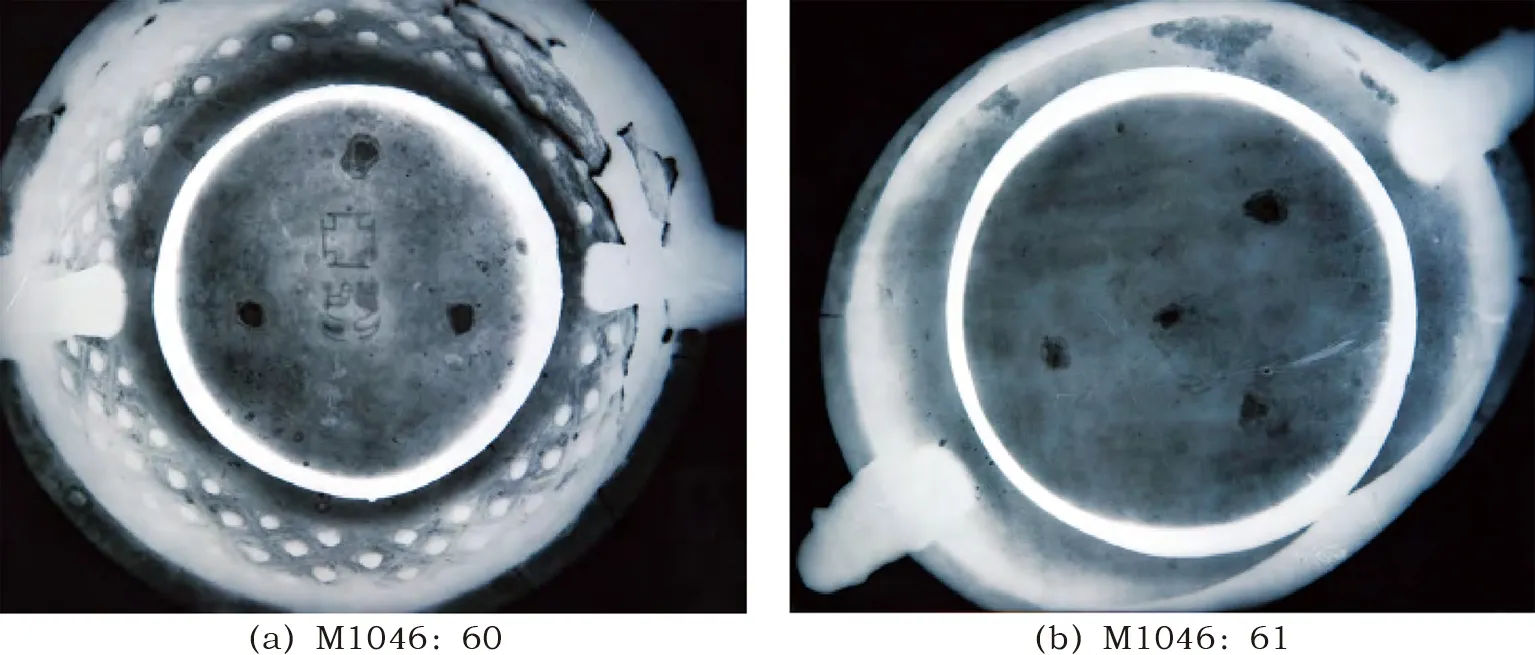
图9 商代晚期青铜簋底部垫片[28](黑点为金属垫片)Fig.9 Metal chaplets of bronze food containers (Gui) of the late Shang Dynasty
金属铸件凝固过程的传热主要包括:(1)铸件自身的热传导;(2)铸件与陶范的界面换热;(3)陶范内部的热传导。理论上铸件冷却效率的提高,可以通过提高以上各个阶段的导热系数来实现。然而,就可操作性来说,提高铸件本身的热传导系数,意味着使用导热系数较高的合金,而这并不能轻易实现。另外,提高铸件与陶范界面的换热系数困难重重,而选用导热系数高的陶范材料或通过减小陶范厚度以减小热障也同样存在一些问题。因此参照金属砂型铸造过程中常使用的冷铁技术,通过局部垫片使用以改变陶范的导热成为一种考虑[29]。垫片有着类似“冷铁”的作用,可以提高器物的冷却效率,减少由于过长时间的凝固而产生的铸造缺陷,进而减少器物的热节部位。
对垫片部位功能与凝固机理的模拟以三足鼎为例,使用Creo7.0建立圆鼎的三维模型(图10a),设有3块外范、1块内范,整体采用倒浇方式,在器物底部设一浇口两冒口。该模型通高180 mm,口径160 mm,立耳、折沿方唇、深腹,柱足、素面,足芯与腹芯之间设3枚边长5 mm的垫片。将该模型导入ProCAST进行铸造模拟,铜液从浇口开始浇注(图10b),当铜液到达器物底部时,将接触到预先放置的垫片(图10c和图10d)。借助此类软件与模型,可分析垫片在浇注过程具体的宏观作用,如保持壁厚或者对于器物整体温度场的影响,亦可在凝固之后分析垫片对器物微观组织的影响。

图10 青铜鼎加垫片浇注与凝固过程模拟Fig.10 Simulation of the pouring and the solidification processes of a bronze Ding with metal chaplets
2) 容器底部“加强筋”问题。器物底部、尤其是圈足器底部往往有纵横网格或者“O”形、“X”形纹饰,这些线条与器物底部整体铸造成形。学界对此多有研究,有学者称其为“加强筋”或“强筋线”,认为起到加强器物底部强度的作用。如现藏美国弗利尔美术馆的商周青铜簋60.16与方彝30.54底部均制作有形制不同的“加强筋”(图11a和图11b)。巴纳认为这些线条是在制作鼎模的过程中形成的,为了加强模型上鼎足与鼎腹部之间的连接强度,而设立了底部的强筋线[19]。万家保认为器物外底的这些纹饰只是一种装饰纹样[30]。但也有学者认为这些加强筋在铸造时有其独特作用,丹羽崇史等学者通过对照试验发现,“加强筋”起到了解决铸造过程中憋气、浮渣的作用,减少缺陷从而使得器物更好成形[31]。
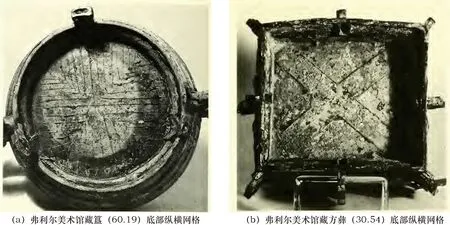
图11 器物底部“加强筋”细节图[32]Fig.11 Detail of the “reinforcing rib” at the bottom of bronze vessels
从凝固角度分析,在设计铸型时将最容易产生缩孔的最后凝固区设置于铸型之外,这种非常简易的设置可以提高铸件的成品率[10]6。从我国古代青铜器的凝固过程可见,器物底部的这些“加强筋”部位应当是最后凝固区。这一区域严格上讲并不属于部件本身,“加强筋”的设置,类似于铸造中的一个“容错区”,将所有的缩孔集中在这一部位产生,即可最大限度地避免在器物底部产生缩松、缩孔这类铸造缺陷,提高器物成品率与铸件质量。至于“加强筋”在凝固过程中如何影响器物的缺陷,还要在模拟软件中结合具体的器类进行凝固模拟,以期得到更为精准的答案。
上述是几种青铜器中常见的缺陷与工匠的处理方式,结合实物观察与模拟实验发现青铜器的铸造缺陷主要分为缩松、缩孔、热节、浇不足、偏析等。针对于这些缺陷,工匠在经验积累的基础上,对铸型的设计与器物成分做了诸多的调整,从而尽可能地避免缺陷并提高器物质量。在同样的成分与铸型结构中,这些缺陷的出现颇具规律性。而对于具体器物中缺陷的研究,可以反推当时的铸型结构(尤其是在青铜铸造中浇口与冒口的设置)、陶范材料的选择、浇注环节温度与保温时间等因素。总之,在动态观察、模拟实验的视角下,青铜器中的铸造缺陷也有助于更为清晰地认识古代铸造工艺。
3 结 论
本研究运用现代凝固方法解决和检验中国古代青铜器铸造过程的若干技术问题,在三维建模与铸造模拟软件动态模拟的过程中,对中国古代青铜器进行铸造工艺的系统研究。
中国古代青铜器凝固的研究具体包括:1)对青铜器本体及陶范的宏观与微观研究,以获得器物型腔的制作材料、陶范热物性参数相关数据与青铜合金的本体数据;2)对特定器形进行分类建模,制作器物的型腔,这里的型腔包括分型分扇、浇口、冒口、垫片等设置;3)计算机模拟实验,将模型导入模拟软件进行浇注与凝固过程的动态模拟,以期在最接近我国古代青铜器凝固的环境下,动态还原青铜器的铸造生产流程,并在这一过程中观察器物充型、凝固、缺陷的产生等工艺现象。
在对青铜器进行凝固环节仿真研究的过程中,本研究纵向总结出了青铜器铸造与凝固过程中的4个关键要素——物料制备、凝固时间、凝固温度与缺陷机理。在实验过程中,通过对这些数据参数的调整,观察不同因素对器物最终性能的影响,以找到中国古代青铜器一些工艺设置(如垫片、“强筋线”等)的实质性作用,从而在数据层面清晰地认知我国青铜时代的铸造工艺。
在物料的制备环节,陶范的密度、导热、比热等都会影响器物的凝固,主要表现在凝固时的热交换与凝固后的蓄热等方面,这里统一用热物性参数来表征(关于陶范热物性参数诸要素的测量与计算,本研究将另文专述)。陶范的另一个作用是提供合适的型腔,陶范的纵横向分割并不影响最终的凝固,但浇口、冒口、“强筋线”与垫片等的设置,则会对器物的最终性能与凝固缺陷产生影响。不同的金属成分配比会对凝固时间与器物的物理化学性能产生影响,从而对凝固时间等产生影响。至于具体成分配比与金相的关系还需在凝固过程中进一步观察。
在对器物的凝固时间进行观察时发现,器物的不同部位凝固时间并不相同,最先凝固的部位与最后凝固部位的时间差较大,从而产生了较大的微观差别。这一观察结果可以与出土器物不同部位的金相差别相验证。使用Chvorinov公式对器物的凝固时间进行估算可知,陶范的初始温度与器物的凝固时间正向相关,预热温度越高,器物的凝固时间越长,充型能力更好。应当注意的是,过长的凝固时间会产生粗大的晶粒,从而影响器物的组织性能,故而在陶范的预热与器物微观组织之间达到平衡后方可得到充型完整、组织精良的器物。在温度的控制中陶范预热温度、铜液的初始温度、陶范的蓄热能力等都会对器物的凝固产生影响。
在青铜器的铸造中,器物的缺陷都产生在凝固过程中,材料的选择、温度的控制、时间的把握等都与缺陷的产生密切相关。商周青铜器在铸造时,工匠针对常见的凝固环节技术问题,如流动性不足、热节等产生的浇不足、缩松、缩孔、晶粒粗大等缺陷,分别采用了金属垫片、器物底部的纵横网格、等壁厚设计、浇口冒口的位置调整等方法,来最大限度地避免铸造缺陷,从而提高青铜器的生产效率,确保器物的铸造质量。
最后,本研究通过软件的仿真,动态反映凝固过程,最大限度地将中国古代青铜器的铸造工艺流程透明化,相关数据的可计算性、仿真实验的可逆性,将使得青铜器的铸造与研究摆脱旧有的经验化模式,进入全新的动态过程可视化、数字化阶段,后期将结合实物铸造实验,对模拟仿真的结果进行验证,从而以全新的视角,用现代科学精准解读我国古代铸造技术的成就。
致 谢:本研究在写作过程中得到凝固技术国家重点实验室(西北工业大学)杨文超研究员指导,陕西师范大学曹玮教授亦修改了全文,一并致谢!
猜你喜欢
铝加工(2022年4期)2022-11-24
铸造设备与工艺(2022年3期)2022-07-13
铸造设备与工艺(2022年2期)2022-05-27
石油化工设备(2021年1期)2021-01-20
小学阅读指南·低年级版(2020年11期)2020-11-16
中华骨与关节外科杂志(2016年3期)2016-05-17
中国医药导报(2015年24期)2015-02-28
汽车零部件(2014年8期)2014-12-28
中国特种设备安全(2014年5期)2014-09-04
大众考古(2014年3期)2014-06-26
