
腐蚀损伤的激光超声可视化成像检测
2023-01-11 08:23:34尚晓壮刘瑶璐1b周世杰宁慧铭1b
重庆大学学报 2022年12期
尚晓壮,刘瑶璐,1b,周世杰,宁慧铭,1b,胡 宁,2
(1.重庆大学 a.航空航天学院;b.非均质材料力学重庆市重点实验室,重庆 400044;2.河北工业大学 机械工程学院,天津 300401)
随着科学技术的不断进步,航空航天、交通运输等工业迎来了日新月异的变化,相应地,也对所需工业结构提出了更严格的要求。长期高强度的运作、复杂的工作环境必然会对结构和材料造成各式各样的腐蚀损伤,因此,针对结构健康监测迫切需要提出一种高效可靠的检测方法。在无损检测手段中,通常用超声检测技术对缺陷进行检测,但常规超声检测技术大部分用传感器产生超声波、需要耦合剂,操作复杂,不适合进行非接触式检测[1-2]。较传统检测方式,激光超声检测技术在检测速度上更快,适用性更强,并且激光超声还具有多模式、宽频带以及高空间分辨率的特点,可以实现缺陷的在线检测和监测[3-4]。激光超声检测技术的快速发展使超声可视化成为无损检测行业中新的研究方向。
国内外大量学者开展了一系列关于激光超声可视化检测的研究。最早由White[5]提出运用激光激励的方式来产生超声波的想法。随后,Victorov[6]提出可以利用超声表面波的发射、透射系数检测固体内部的损伤缺陷。Ledbette等[7]在激光照射的材料中发现了多种超声波存在(横波、纵波、Lamb波等),该发现成功为激光超声波检测技术提供了坚实的理论依据。喻明等[8]参照X射线的CT成像原理,利用Lamb波能量衰减的变化情况重建铝板中的损伤区域。Hu等[9-11]和Liu等[12,13]自主研发了一套全自动激光超声扫描检测设备,可以实现对铝板的通孔、凹槽和复合材料板中脱层进行快速的扫描识别,并且能够结合特有的程序对材料的结构损伤进行实时成像。Seher等[14]在用A0模式Lamb波对标准管道和腐蚀管道进行壁厚损伤检测时发现,可以用Lamb波的幅值大小描述管道的厚度。
激光超声检测技术在国内无损检测行业中的应用较少,特别是对于铝板腐蚀损伤的检测。因此,笔者采用全自动激光超声扫描实验系统,开展激光扫描腐蚀铝板的实验,探讨铝板损伤区域可视化成像的可行性;并提出了一种评估材料腐蚀损伤严重程度的方法,通过激光扫描实验完成对不同腐蚀程度的铝板的评估分析,为腐蚀损伤的无损检测研究奠定一定的实验基础。
1 超声可视化成像原理
笔者将基于“弹性波能流法”的理论完成对铝板的腐蚀损伤的可视化成像处理。文献[15-17]利用激光扫描法(LSM)和贝蒂互换定理提出超声波传播可视化技术概念,Liu等[12]在此基础上改进发展,进而提出“弹性波能流法”测量材料损伤的方法。众所周知,弹性波的传播过程就是弹性波能量的传播,在波源粒子振动带动附近粒子振动的同时,就使得波源附近粒子获得了能量,能量就这样不断地向前传播。因此,将某一时间段通过该粒子的总能量定义为“弹性波能量流”。当利用超声波检测某一范围时,测量所有介质粒子点上的波的应变能,得到整个检测区域的“弹性波能量流”,就可以绘制出检测区域的弹性波能流图。通过对能流图的分析,即可得到材料的损伤位置、形状和大小。在实验中利用激光动态打点的方式激发超声波,通过超声波探头接收信号,即可得到激光激发点位置的超声波能量,即等价的应变能γ,其原理表达式如式(1)所示[12]。
(1)
式中:ΔT为采样间隔时间,T为信号的采样时间,εxi表示x方向上应变,εyi表示y方向上应变,εxi+εyi表示激光点在i点信号的幅值,β为一比例常数。通过公式计算出检测区间内的每个激光扫描点的γ的值,就能得到检测区域的波的能流图。
对检测区间每个激光扫描点的信号进行傅里叶变换,提取该区域所有点信号的基频最大幅值A1,从而得到检测区域波的最大幅值图。波的最大幅值图本质上也是波的能流图,可以对实验扫描区域中的损伤进行判定。相比较于波的能流图而言,得到波的最大幅值图的信号处理算法更简单,计算过程也更加简单,所以这里采取波的最大幅值图来描述铝板的腐蚀损伤。
2 实验部分
2.1 检测试件及仪器
实验中使用的铝材为航空铝材2024型号,板材尺寸为1 500 mm×750 mm×1.5 mm,实验时在铝板上制作1个矩形损伤区域,大小约为40 mm×40 mm,如图1所示。为了在2024型号的航空铝材表面获得尽可能真实的损伤区域,使用25%的盐酸溶液均匀腐蚀铝板表面。腐蚀铝板前为了防止腐蚀时盐酸溶液溢出,在腐蚀区域边缘上固定高约5 mm的半固态玻璃胶,并让玻璃胶在正常温度下固化4 h。等待玻璃胶固化完成后,即开始对铝板的腐蚀。

图1 铝板腐蚀损伤区域示意图Fig. 1 Schematic diagram of corrosion damage area in an aluminum plate
实验仪器为自主设计的全自动激光超声扫描实验系统,其系统整体框架如图2所示。主要由硬件:包括激光器模块、探头模块;软件:包括数据采集与控制模块、路径规划软件、参数设置软件两部分构成。其中激光超声扫描检测系统采用Dawa-100型Q调Nd:YAG激光器,输出激光波长为1 064 nm,脉宽为6~8 ns,单个脉冲点能量最高可达100 mJ,激光重复频率为1~20 Hz。为避免光斑的功率密度过高,通过聚焦透镜使得激光光斑的直径为2 mm。脉冲激光照射试件表面时,试件表面吸收光能瞬间转化的热能会使试件产生微小变形。通过硬件部分的数据采集和控制模块采集传入的超声信号,检测完成后,通过MATLAB软件完成超声信号中Lamb波的截取和处理,最终实现损伤检测的可视化。
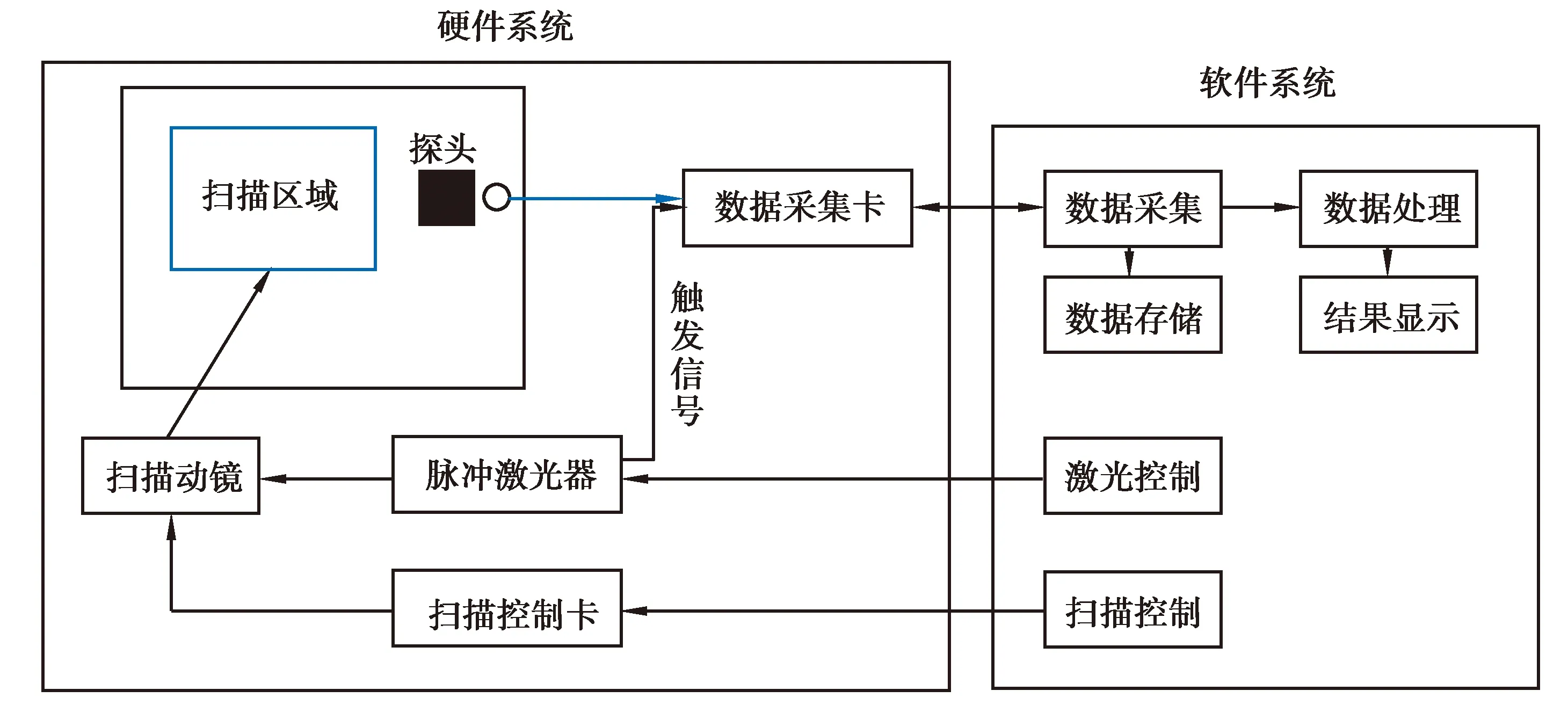
图2 全自动激光超声扫描检测系统架构图Fig. 2 Architecture of automatic laser ultrasonic scanning detection system
2.2 实验检测方案
利用全自动激光超声扫描实验系统对铝板腐蚀区域进行激光扫描实验。实验扫描方案如图3所示,激光扫描范围是铝板腐蚀中心的1个80 mm×80 mm的矩形区域。在扫描实验开始前,扫描区域按照扫描点的栅格进行划分(图4)。区域的横向方向设为a方向,纵向方向设为b方向,得到所有扫描点的坐标(ai,bi),扫描路径间距为10 mm,共计9条扫描路径,每条扫描路径上扫描9个点,并且每个扫描点重复扫描50次,以减小实验数据的偶然性带来的误差。中心频率100 kHz的探头放置在扫描区域同侧距离约10 cm的地方接收超声信号,把接收到的超声信号通过低通滤波器过滤掉频率较高的噪声信号,然后传入数字采集系统。待该次实验完成后,重复多次上述实验,验证实验的可重复性和可靠性。
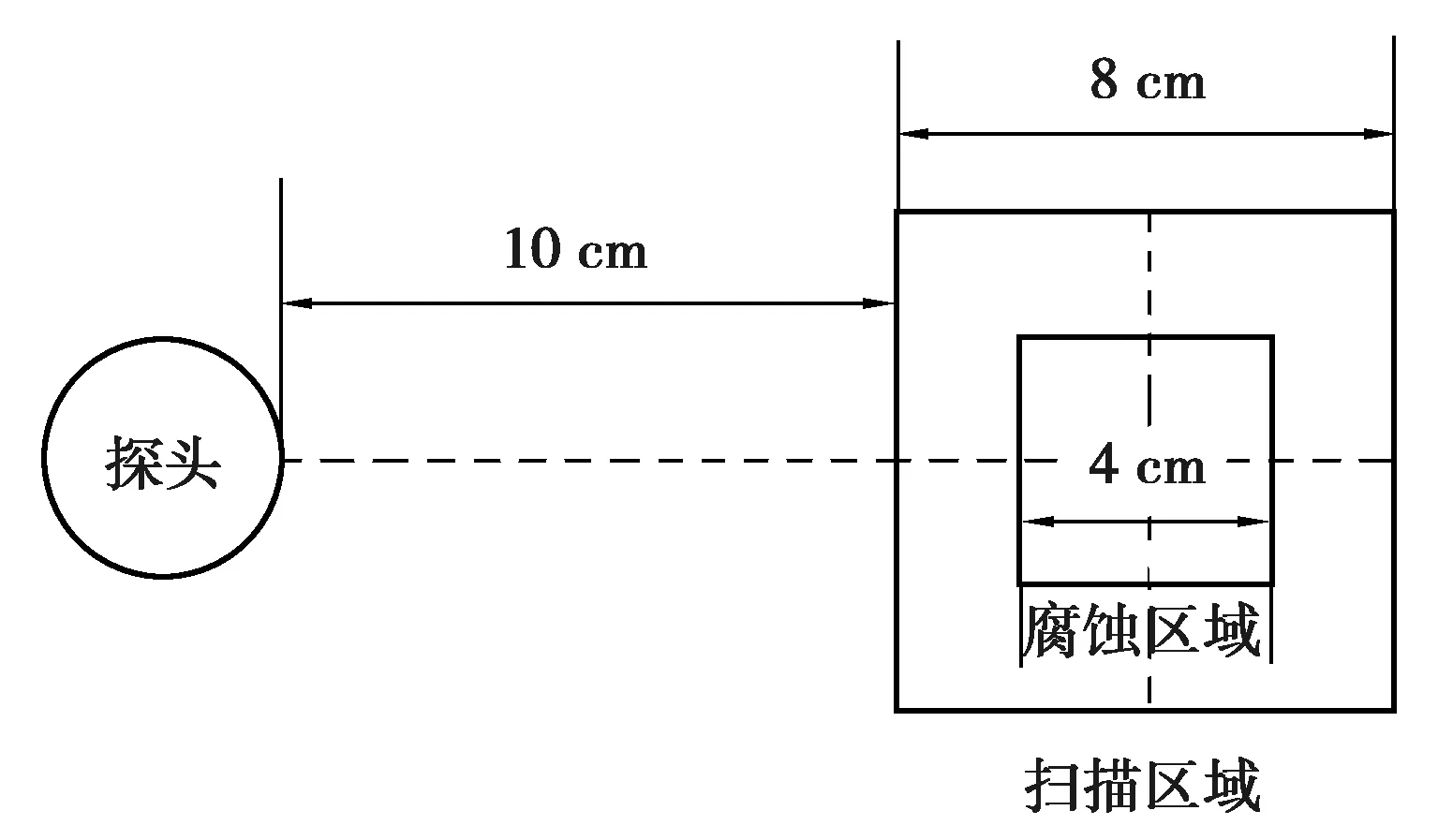
图3 激光扫描实验图Fig. 3 Laser scanning experiment
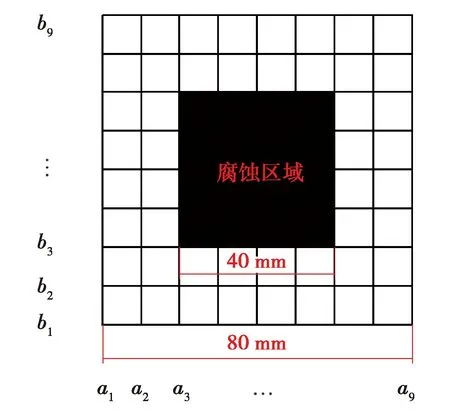
图4 激光扫描区域点图Fig. 4 Dot map of laser scanning area
2.3 信号分析及检测结果
在激光扫描实验完成后,对激发的超声信号进行分析,如图5为坐标(a1,b5)和坐标(a9,b5)的超声波信号。从波形图中,能明显的看出每个超声信号中存在2个波包。计算发现第1个波包群速度大约为5 500 m/s,第2个波包群速度大约为2 231 m/s,根据铝板的频散曲线可以判断第1个波包为Lamb波的S0模式,第2个波包为Lamb波的A0模式。由于S0模式的强度较小,所以在后续的研究中选择A0模式进行分析。

图5 2个坐标点的波形图Fig. 5 Waveform of two waves
为了研究腐蚀区域内外扫描点处激发的超声信号特征,选择a5路径上扫描点的超声信号进行分析。研究发现腐蚀区域内扫描点的信号强度小于未腐蚀区域内扫描点的信号强度,如图6所示,这是由于腐蚀区域内激光与材料相互作用的能量受到腐蚀损伤的削减,导致产生的超声波信号减弱。选取信号中的A0模式波包,对其进行傅里叶变换,提取A0模式的中心频率幅值A1,如图7所示。将幅值A1作为通过扫描点的弹性波能量,对扫描区域进行损伤成像,检测结果如图8所示。图8中存在一块颜色分布较为均匀且呈深蓝色的区域,其大小约为40 mm×40 mm,为铝板的腐蚀损伤区域。可见,利用A0模式的信号强度可对腐蚀损伤进行成像,且通过多次重复性试验证明检测结果稳定可靠。
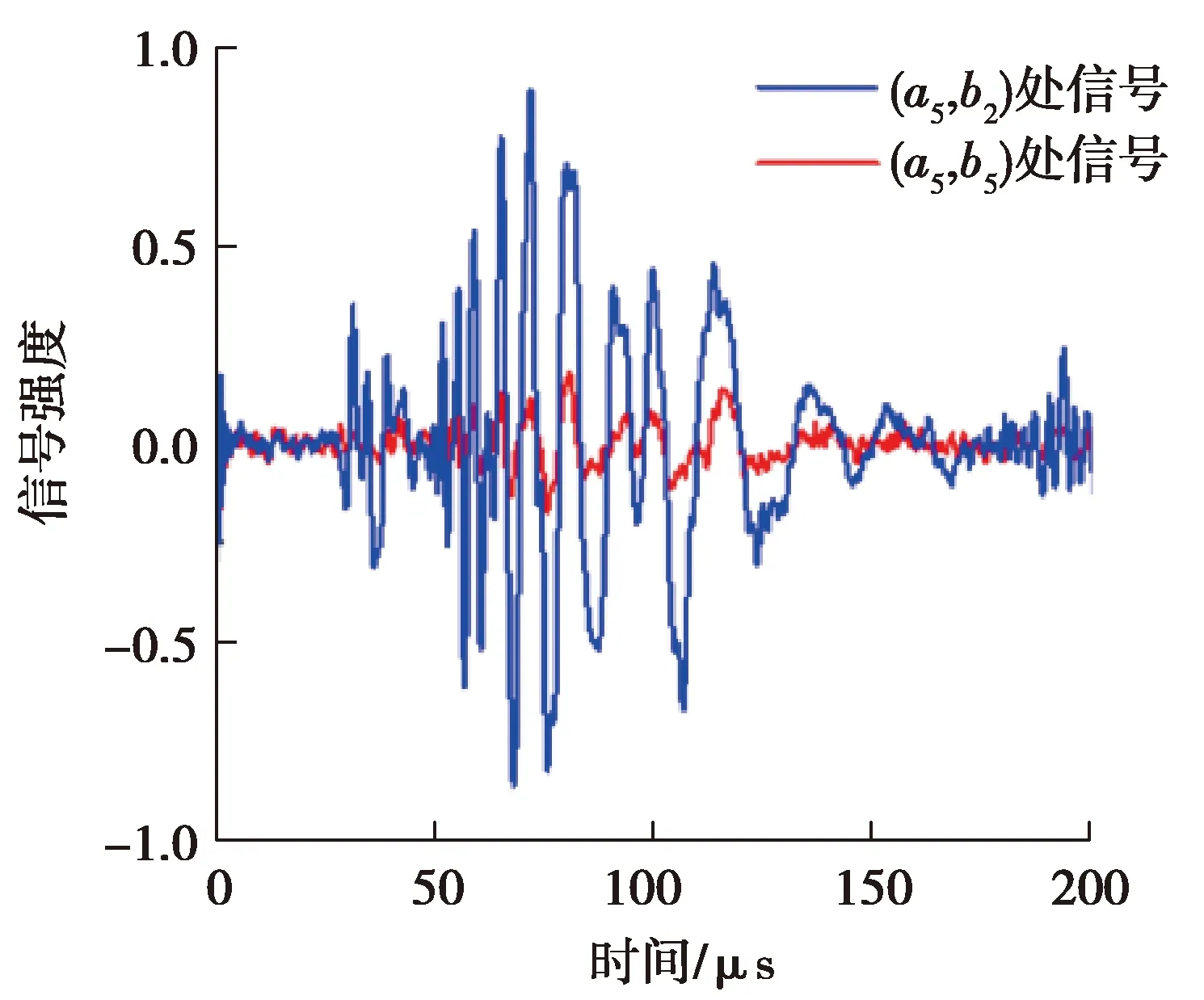
图6 a5路线上超声信号图Fig. 6 Ultrasound signal diagram on the a5 route

图7 A0模式Lamb波信号频域图Fig.7 Frequency domain diagram of A0 mode wave signal

图8 实验铝板腐蚀区域成像图Fig. 8 Image of corrosion area of aluminum plate
3 腐蚀程度评估
3.1 幅值A1评估腐蚀损伤程度的可行性分析
为了研究幅值A1评估腐蚀损伤程度的可行性,首先,通过盐酸腐蚀的方式在铝板上制造程度不同的腐蚀损伤。实验时准备3块型号为2024的航空铝材,尺寸为750 mm×750 mm×1.5 mm,并且在每块铝板的中心位置标记出1个40 mm×40 mm的待腐蚀区域,并将板材标号为1号板、2号板和3号板,其相应的腐蚀区域也标号为1号区域、2号区域和3号区域。分别使用不同剂量盐酸10,20,40 mL,依次对上述区域进行相同时间的腐蚀,最终获得3块不同损伤程度的试样,如图9所示,在腐蚀程度上可以判定为3号区域最大,2号区域次之,1号区域最小。

图9 铝板腐蚀损伤区域图Fig. 9 Corrosion damage area of aluminum plate
其次,对3块板上的扫描区域的超声信号进行幅值A1提取,并完成3块腐蚀区域的超声可视化成像图,如图10所示。结果发现成像图中腐蚀区域颜色均呈深蓝色,不能简单的通过腐蚀区间的颜色深浅来判断腐蚀区域的严重程度。进一步对比3种情况下a4,a5,a63条路径上扫描点的幅值A1,如图11所示。图11中显示,3条扫描路径上各点的幅值A1相差不大,因此利用幅值A1来评价腐蚀损伤程度是不可行的。

图10 1~3号腐蚀区域幅值A1成像图Fig. 10 A1 amplitude images of corrosion area 1 to 3

图11 经过腐蚀区间不同路径的A1对比曲线图Fig.11 Comparison of A1 in different paths passing through the corrosion zone
3.2 能量比值A21评估腐蚀程度分析

图12 低频区间和高频区间能量表示图Fig.12 Representation of energy in low and high frequency ranges
上节分析发现通过幅值A1可以检测腐蚀损伤区域,却无法评估腐蚀损伤程度。实际上腐蚀越严重的区域,材料表面的变形情况就越严重,单用1个因子(幅值A1)是无法对腐蚀的严重程度进行定量判断的。实验中的激光热膨胀产生的超声信号是1个宽频信号,该信号的主要能量集中在主频区间50~200 kHz之间,然而信号在200~300 kHz的高频区间也具有较明显的能量。分析发现当腐蚀程度不同时,信号在主频区间和高频区间能量分配是不一致的。为了研究主频区间和高频区间信号能量的相对变化,将A0模式的主频区域能量用S1表示,高频区间能量用S2表示,如图12所示,并定义公式(2)来衡量这2个频率区域能量的相对变化。
(2)
为了研究A21的值能否判断腐蚀的损伤程度,同样选择路径a4,a5,a6这3条经过腐蚀区间路径的A21值来进行分析,如图13为上面3种程度不同的腐蚀损伤的A21对比曲线。
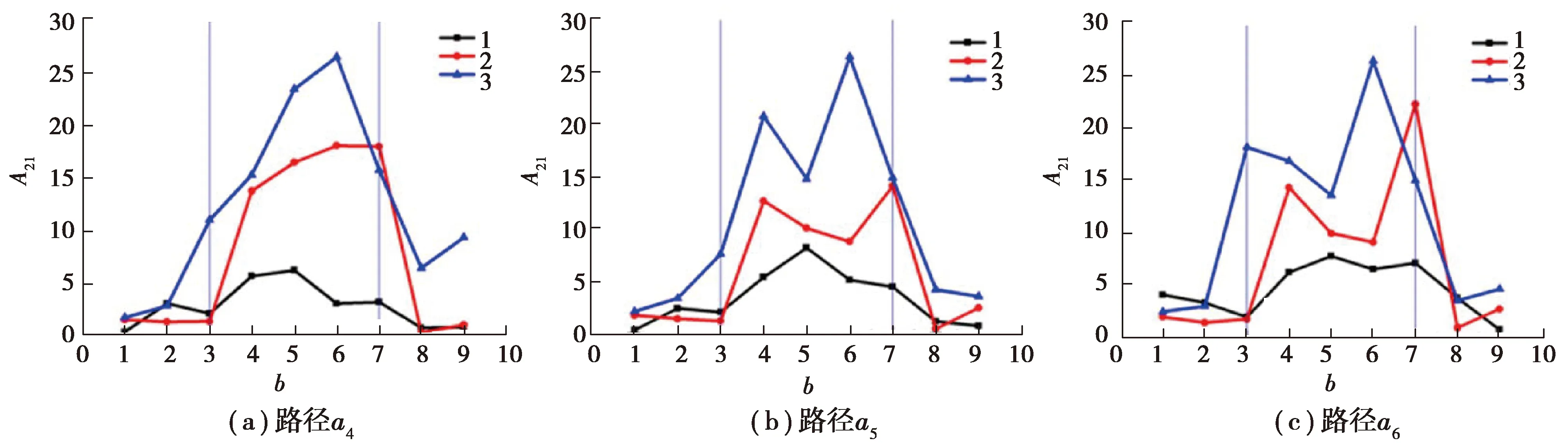
图13 经过腐蚀区间不同路径上的A21对比曲线图Fig. 13 Comparison of A21 in different paths passing through the corrosion zone
在图13中,经过腐蚀区间的3条路径上,A21值的大小均为3>2>1,A21值的变化与铝板的腐蚀损伤程度趋势一致,即腐蚀越严重,A21值越大。以上结果表明,当腐蚀程度不同时,激光激发出的超声波在不同频率上能量分配是不一样的;当腐蚀程度越严重时,能量会向高频区间移动,导致A21的值变大。
为了探究这种现象的机理,利用纳米压痕仪测量材料未腐蚀区域和腐蚀区域的杨氏模量。表1是未腐蚀区域和腐蚀区域随机测量的9个点的杨氏模量,腐蚀区域的杨氏模量在5~50 GPa间,远小于未腐蚀区域的杨氏模量(64~83 GPa)。图14为腐蚀区域的材料微观组织图,从图14中可以发现受腐蚀区域出现了孔洞和微裂纹,并且材料变得疏松。激光辐照导致在材料表面局部温度升高,材料发生热弹性膨胀产生应力振动并传至材料内部形成超声波。当激光作用在受腐蚀材料上时,杨氏模量的减小导致材料的应力振动强度减小,因此形成的超声波强度下降;然而由于腐蚀产生的微裂纹缺陷会引起材料更多的高频率振动,使得超声波能量向高频移动。
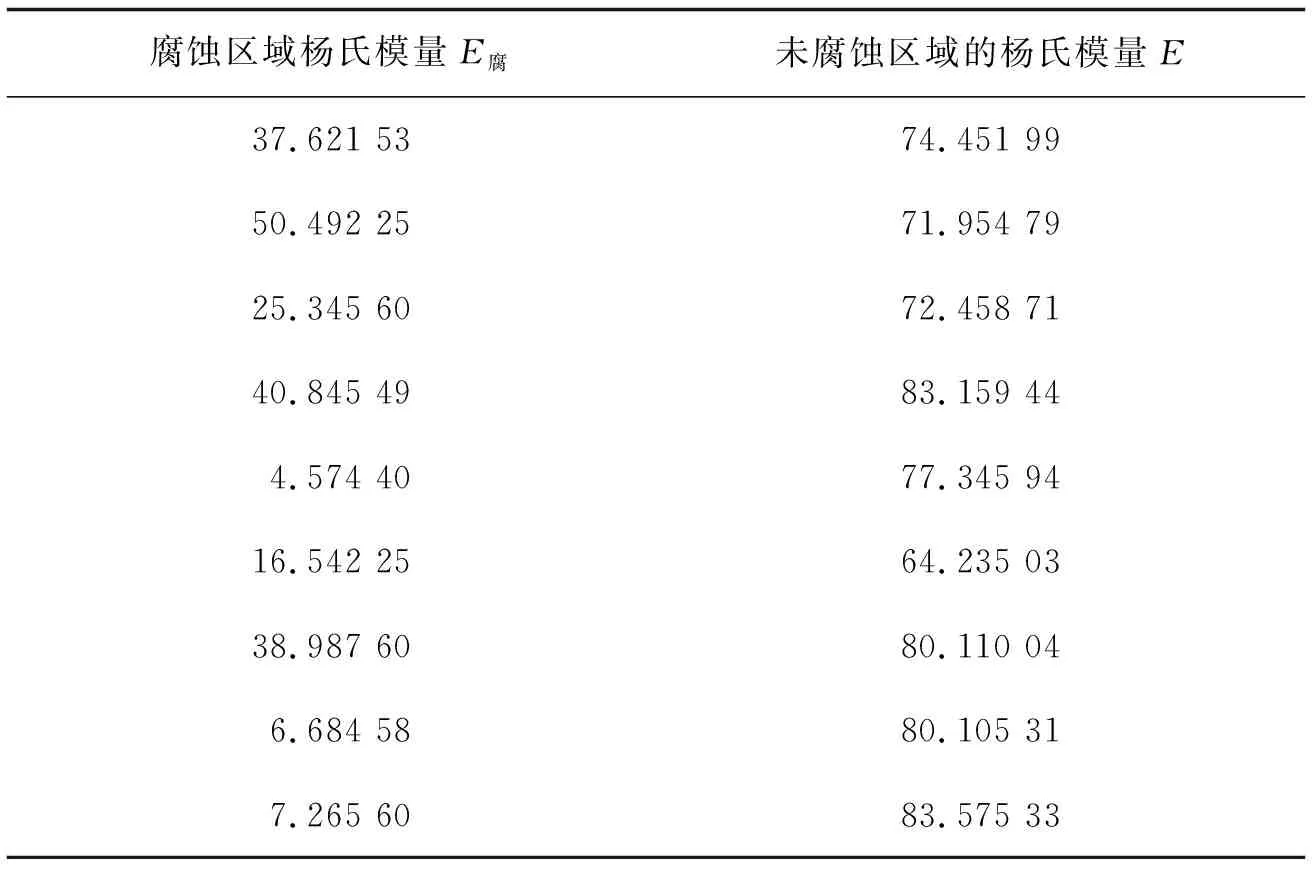
表1 未腐蚀区域和腐蚀区域的杨氏模量
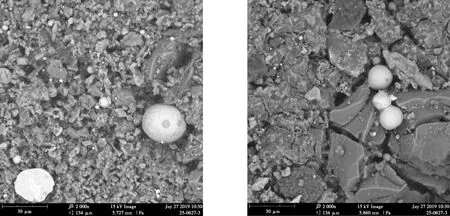
图14 电子显微镜下腐蚀区域材料微观组织图Fig. 14 Microstructure of the material in the corroded area under electron microscope
因此,提出能量比值法(A21)对腐蚀损伤程度进行评估。把所有的扫描点能量比值A21的值可视化成像处理,得到1号区域、2号区域和3号区域A21值的腐蚀损伤成像图,如图15所示。
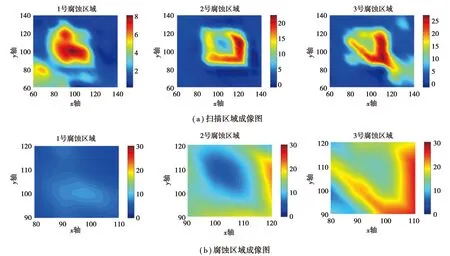
图15 A21的腐蚀损伤成像图Fig. 15 Corrosion damage images of A21
图15(a)显示,A21值成像的腐蚀区域位置和A1值成像位置几乎一样,说明也可以通过A21的值来进行损伤区域的可视化。并且,3个腐蚀区域的A21成像图的颜色梯度的数值大小存在较大差异,1号腐蚀区域的A21值最大值为8,2号腐蚀区域的A21值最大值大于20,但却小于25,3号腐蚀区域的A21值最大值大于25,即A21的梯度值可得到3>2>1。当把颜色梯度统一设置为30时,提取腐蚀区域位置的A21值,得腐蚀区域成像图15(b)。从图15(b)中可以很明显的看出,1号腐蚀区域的颜色最深,2号腐蚀区域的颜色稍微明亮,3号腐蚀区域颜色最为亮丽,即可通过颜色的深浅程度看出3号腐蚀区域最为严重,2号腐蚀区域次之,1号腐蚀区域最轻,说明可简单从梯度颜色值来判别腐蚀的严重程度。因此,能量比值法(A21)可以对腐蚀损伤程度进行评估。
4 结 论
根据激光超声理论,采用自主设计的一套全自动激光超声扫描检测系统,通过对铝板中的腐蚀损伤进行激光扫描实验,分析了Lamb波能量、幅值和腐蚀损伤之间的关系,得出以下结论:
1)依据“弹性波能流法”的原理,通过对复杂的激光超声信号进行分析,成功利用信号中分离出的A0模式Lamb波的幅值A1完成损伤区域的可视化成像;
2)通过对3个腐蚀程度不同的损伤区域进行激光扫描实验,提出了1种可以用来评估腐蚀严重程度的能量比值法,并用该方法完成了对不同腐蚀程度的铝板的评估分析。
猜你喜欢
一重技术(2021年5期)2022-01-18 05:41:54
电子制作(2018年17期)2018-09-28 01:56:38
智能城市(2018年7期)2018-07-10 08:30:24
电子制作(2017年7期)2017-06-05 09:36:13
军事文摘·科学少年(2016年7期)2016-09-20 16:49:54
现代工业经济和信息化(2016年8期)2016-05-17 05:37:36
电子制作(2016年21期)2016-05-17 03:52:47
水利科技与经济(2016年4期)2016-04-22 03:49:32
电测与仪表(2016年15期)2016-04-12 00:30:52
电源技术(2015年5期)2015-08-22 11:18:30
