
储运部原8A皮带小车自动化改造的实现
2023-01-07 13:03白来泉
甘肃科技 2022年18期
白来泉
(甘肃酒钢(集团)宏兴钢铁股份有限责任公司,甘肃 嘉峪关 735100)
酒钢储运部原8A皮带为正反转可逆皮带,皮带下设10个圆筒料仓。原8A皮带反转将原料卸于1~5#料仓,正转卸于6~10#料仓。根据生产需求10个料仓进行搭配供料。目前,原8A皮带对应圆通仓的卸料主要由现场靠岗位工操作,调度通过对讲告知岗位工将10台犁式卸料器打到对应的状态,根据矿石的品类卸于不同的圆筒仓内。目前对于1~10#圆筒仓料位的检测也是通过岗位工人目测来判断。原8A皮带运转时,现场粉尘大,能见度低,作业环境恶劣。现场岗位工一方面需要操作犁式卸料器将原8A皮带的料卸于相应的圆筒仓内,另一方面需目测圆筒仓的料位情况,以免发生断料或溢料,现场工人的劳动强度大。
为了进一步提高卸料小车自动化控制水平,特提出对原8A皮带卸料小车进行自动化技术改造升级,改造升级后通过上位机远程操作,并通过PLC程序实现连锁控制自动卸料,实施后对于提高小车定位精度,减少职工劳动强度,提高生产效率,降低生产成本,减少安全隐患有重要的意义。
1 设计说明
卸料小车的控制有自动控制和手动控制。
1.1 自动控制
自动控制的实现如图1所示,小车在A、B两地之间运行,在A、B两地各设有一个限位开关前限位和后限位,小车在A点时(后限位开关受压力动作)。在A、B两个位置之间有10个仓位:1#仓位到10#仓位。当卸料小车在X位置时候选择另个仓位N(N=1-10)上卸料时候首先判断现在位置比原来位置仓号大还是小,X<Y时卸料小车正方向运行,到指定位置后停止,开始卸料。当选择仓号X>Y卸料小车返方向运行到指定位置后停止,开始卸料,X=Y时候小车停止;小车在某一个仓位时,比如在X号仓的位置选择比X号仓大号的如Y号仓位情况下,按一下启动按钮。小车就从X号仓位运行到Y号仓位后停止,开始卸料。
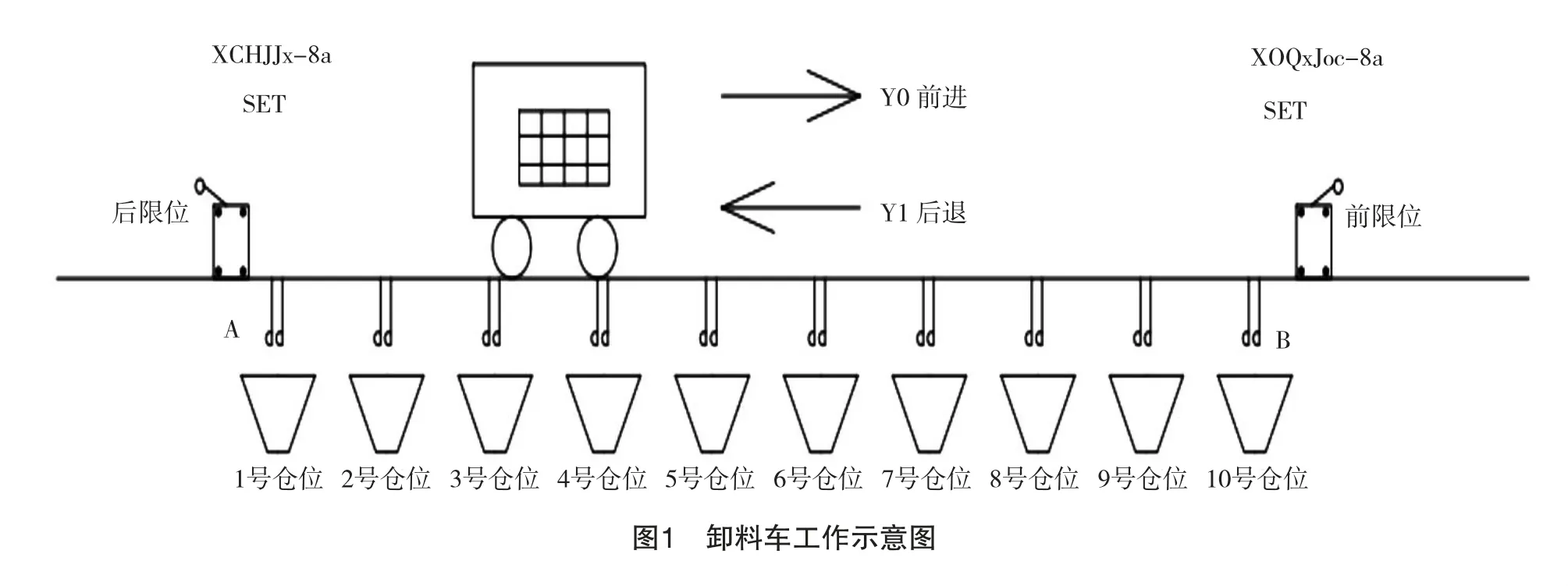
图1 卸料车工作示意图
小车在某一个仓位时,比如在X号仓的位置选择比Y号仓小号的如X号仓位情况下,按启动按钮。小车就从X号仓位运行到Y号仓位后停止,开始卸料。
1.2 手动控制
在画面上选择手动操作按钮,然后在A、B两地限位之间岗位人员根据10个仓的料位情况选择仓位,再按下画面上的启动按钮,卸料小车运行到选择的仓位后按下停止按钮,按卸料按钮后开始卸料。
在手动控制方式下不能进行自动运行方式,反之,自动运行方式下也不能进行手动控制。
本控制采用AB系列可编程控制器,其输入输出端子分配如下。
QDAN_8a:启动开关;
XCZXW_8a:前限位开关;
XCFXW_8a:后限位开关;
XCSZ_8a:手动方式(开点);
XCSZ_8a:自动方式(闭点);
X007:向前运行按钮;
XCZXW_8a:向后运行按钮;
XCQXYX_8a:向前运行按钮;
X013:停止按钮;
XCQX_SC:向前输出;
XCHT_SC:向后输出。
2 卸料小车控制系统PLC外部接线
小车控制系统有1个启动按钮、2个限位开关、2种控制方式的选择、正转启动按钮、反转启动按钮、1个停止按钮开关共6个输入点。这个控制系统需要控制的外部设备只有控制小车运动的三相异步电动机一个。电机有正转和反转两个状态,分别对应正转接触器KM1和反转接触器KM2,输出点有2个。
运料小车由一台三相异步电动机控制,电机正转,小车向前行,电机反转,小车向后行。在生产线上装料点B、卸料点A分别装有限位开关前限位和后限位,防止小车飞出轨道。另外对小车还需要一个总停按钮,一个启动按钮。
小车按下启动按钮,按前进按钮小车向前进,按下停止按钮或前限位开关XCZXW_8a时应停下来。反之小车按下启动按钮,按后退按钮小车向后退,按下停止按钮或后限位开关时应停下来。
按一下向前运行按钮,小车将自动到达选择的仓位停止,假如没到达选择的位置重新点一下前进按钮继续前进到达选择的仓号自动停止。反之按一下后退运行按钮,小车将自动到达选择的仓位停止,假如没到达选择的位置重新点一下前进按钮继续后退到达选择的仓号自动停止。
3 下位程序编辑
原8A小车控制系统的手自动控制梯形图[1-4],如图2、图3所示。
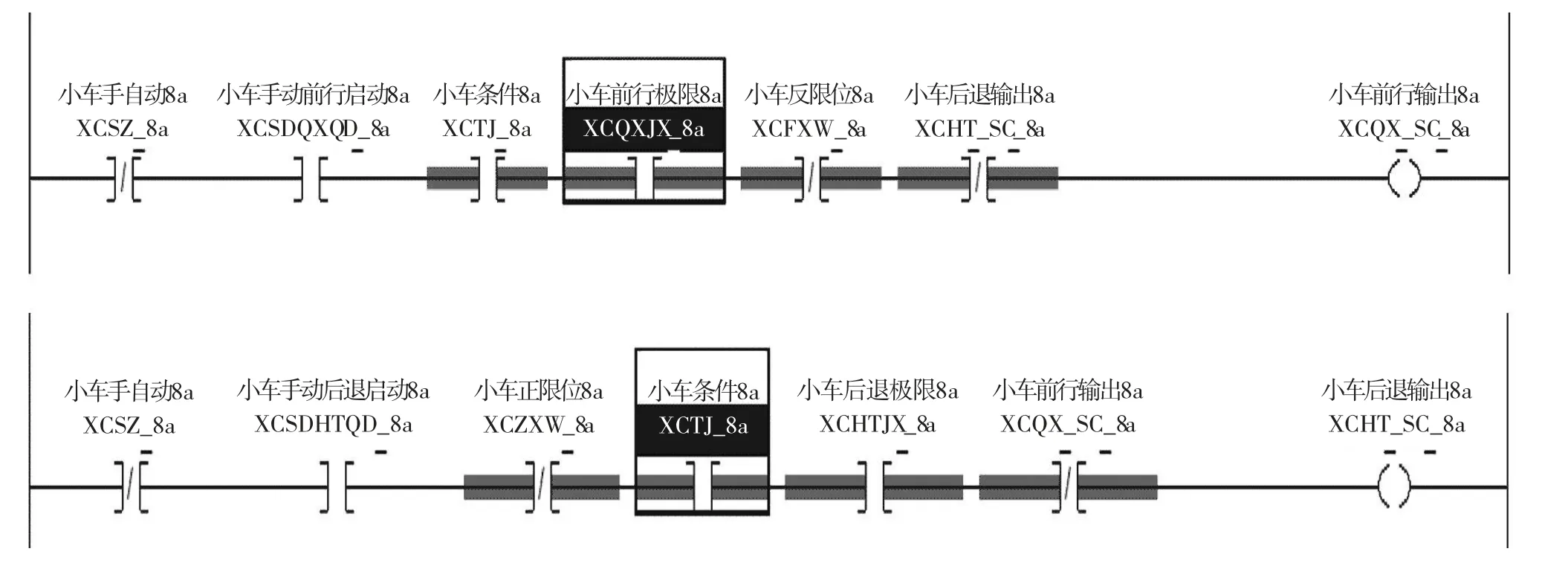
图2 运料小车控制系统的手动控制梯形图
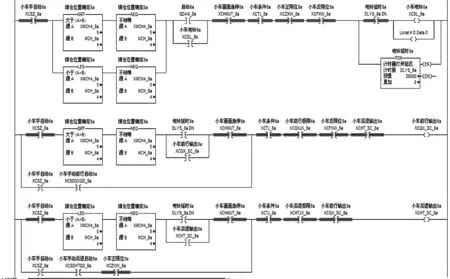
图3 自动程序结构框图
4 上位画面的编辑
为方便操作员进行操作,将所有设备按照工序流程集成在总画面中,免去操作人员频繁切换流程画面的不便。框中为2#火车翻车机对应的料线设备,仅做空间预留及显示,不可操作。设备后为背景框,颜色含义为:就地为白色,远程且联锁解除为黄色,远程且联锁投入无背景框,原8A皮带卸料小车远程控制系统如图4所示。
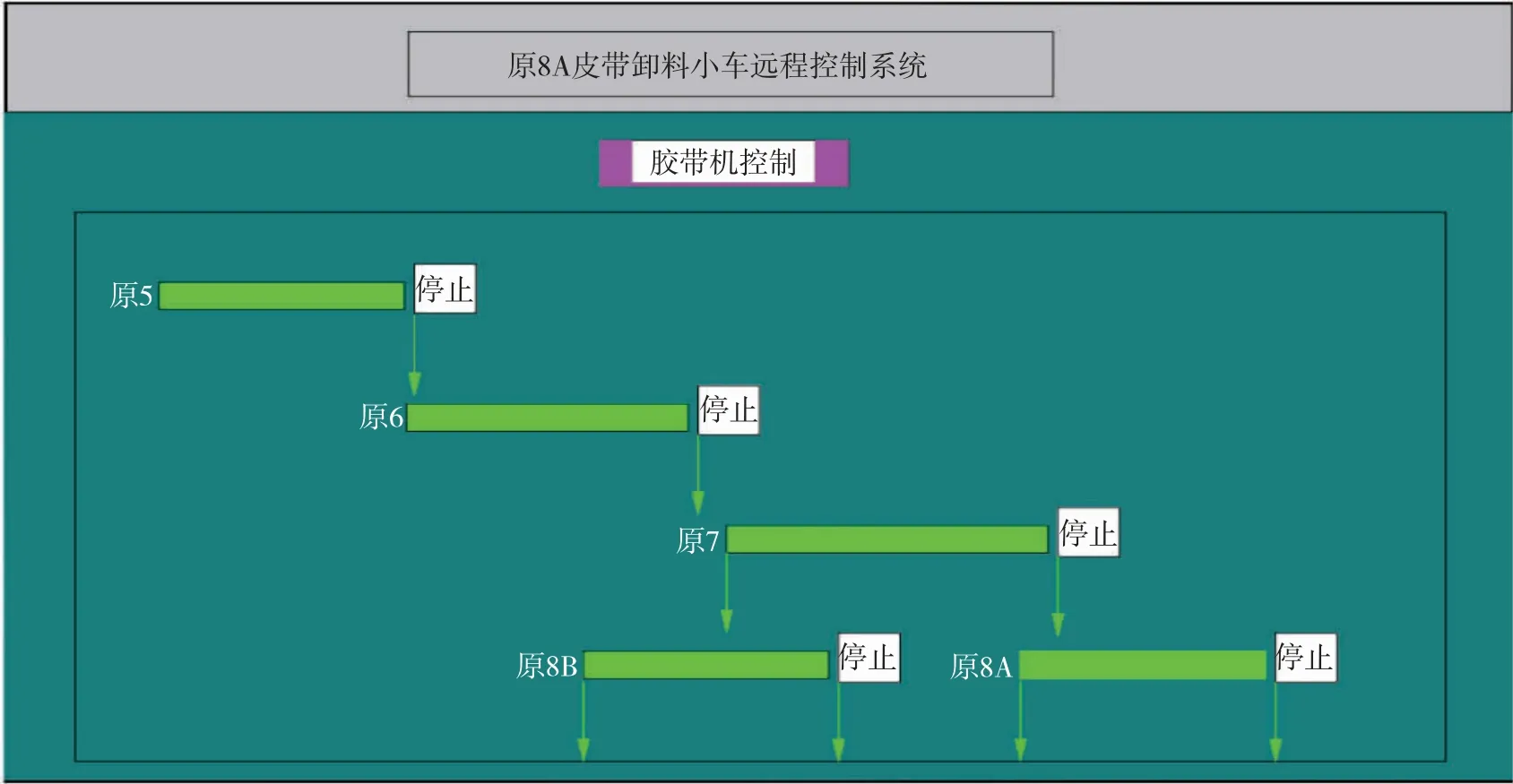
图4 原8A皮带卸料小车远程控制系统
5 物流走向及料线指示
带箭头的黄线表示物流的接续关系和走向,胶带机内部的黄箭头表示胶带机正/反转运行。青色线仅在选取料线后显示,覆盖所选料线涉及到的所有设备,用以形象指示出当前所选择的料线。为使画面简洁明了,未被选择的料线所对应的青色线不显示。综合故障及报警信息在画面上,胶带机图标一侧留一定空间,用于显示故障状态及故障类型,红灯表示引起停车的综合故障,黄灯表示不影响停车的报警信号,无故障和报警时无灯,出现故障时,在同一位置出现文字表示故障类型,所有故障或报警按照优先级排列,同时来故障时只显示高优先级的故障。优先级定义如下。
对于引起停车的综合故障:拉紧停机>事故跳闸>皮带撕裂>重跑偏>温限停机>过载停机>软启故障>料流堵料>皮带打滑。
对于不影响停车的报警信号:拉紧报警>温限报警>过载报警>轻跑偏。
胶带机响铃时有DO输出,L3级操作画面上有响铃灯,L1级画面上在胶带机图标边出现响铃图标。不响铃时不显示,响铃时出现红白闪烁的铃铛图标表示正在响铃。
6 软启或高压设备的表示
设备停止时,图标应为灰3;启动过程中,图标应为绿/灰3闪烁;启动过程结束,设备正常运行,图标应为绿色,如图5所示。

图5 软启或高压设备表示图
注明:当前画面在组态状态下截取,因此显示出组态中的全部信息,略显繁杂,实际运行时不会如此。
7 L1级画面(料线选择)
L1级画面分成卸料线,文字、布局和次序完全按照甲方给出的文件。虚线框中为卸料小车机对应的料线,不可操作。
7.1 料线信息
1#卸料:原5皮带-原6皮带-原7皮带-原B皮带-原A皮带
2#卸料:原A皮带-1#甲胶带机-2#乙胶带机-5#甲胶带机-原8A皮带卸料小
3#卸料:原A皮带-3#胶带机-2#甲胶带机-5#甲胶带机-原8A皮带卸料小
4#卸料:原A皮带-1#甲胶带机-2#甲胶带机-4#甲胶带机-5#乙胶带机-原8A皮带卸料小
5#卸料:原A皮带-1#甲胶带机-2#乙胶带机-4#乙胶带机-5#乙胶带机-原8A皮带卸料小
6#卸料:原A皮带-3#胶带机-2#乙胶带机-4#乙胶带机-5#乙胶带机-原8A皮带卸料小
7#卸料:原A皮带-1#乙胶带机-2#甲胶带机-5#甲胶带机-原8A皮带卸料小
8#卸料:原A皮带-1#乙胶带机-2#乙胶带机-5#甲胶带机-原8A皮带卸料小
9#卸料:原A皮带-1#乙胶带机-2#乙胶带机-4#乙胶带机-5#乙胶带机-原8A皮带卸料小
10#卸料:原A皮带-1#乙胶带机-2#甲胶带机-4#甲胶带机-5#乙胶带机-原8A皮带卸料小
1#供料:原A皮带-4#甲胶带机-5#甲胶带机-6#甲胶带机-原8A皮带卸料小
2#供料:原A皮带-5#乙胶带机-6#甲胶带机-原8A皮带卸料小
3#供料:原A皮带-5#甲胶带机-4#乙胶带机-6#乙胶带机-原8A皮带卸料小
4#供料:原A皮带-5#乙胶带机-6#乙胶带机-原8A皮带卸料小
1#直通:原A皮带-1#甲胶带机-2#甲胶带机-4#甲胶带机-6#甲胶带机-原8A皮带卸料小
2#直通:原A皮带-3#胶带机-2#甲胶带机-4#甲胶带机-6#甲胶带机-原8A皮带卸料小
3#直通:原A皮带-1#甲胶带机-2#乙胶带机-4#乙胶带机-6#乙胶带机-原8A皮带卸料小
4#直通:原A皮带-3#胶带机-2#乙胶带机-4#乙胶带机-6#乙胶带机-原8A皮带卸料小
7.2 料线选择
每条料线后边设置上下两个按钮,分别为“选择”和“取消”。点击“选择”按钮,弹出确认对话框,点击对话框中的“确认”按钮,对应料线生效,并且条料线的线框及文字变绿,表示已选中。点击对话框中的“取消”按钮,则对应料线的选择不生效。
1)首先,选中一条料线之后,其他料线中若含有已选中的料线中的设备(包括胶带机和三通分料器),则将其料线选择按钮隐藏,表示不允许再选择。
2)选中一条料线之后,在总貌画面中应出现一条细的折线,覆盖本料线所有的设备,同时表征料流的走向。
3)选中一条料线之后(不管该线上的设备是否运行或者其他状态),同时显示该料线的操作按钮和模式灯。①在系统总貌右上方指定位置显示该料线的操作按钮(可同时运行的料线的按钮位置已分开),点击之后弹出L3级料线操作面板,进行本料线的顺序启动和顺序停止操作;②该按钮边设有操作模式灯,绿色灯配顺控模式文字,灰色灯配手动模式文字。
4)料线操作L3级面板设有“三通就位”“响铃操作”“顺序启动”“顺序停止”“退出顺控”“急停”6个按钮。
7.3 料线启动操作
1)第一步点击“三通就位”按钮,相应的三通分料器动作,只要本线有一个三通未到位,则不能继续。
2)第二步点击“预警响铃”按钮,提醒现场该料线设备准备启动。
3)第三步点击“顺序启动”按钮,点击顺序启动之后,本线进入“顺控模式”,从最下游依次向上启动。若中途启动失败则报警,同时退出顺控模式,保持设备现状。
4)在顺控模式中,如果出现紧急情况,操作员点击L3级画面中的急停按钮,本线所有设备立刻停车,同时退出顺控模式。
7.4 关于顺控模式的说明
选中一条料线之后,该料线上的所有设备同步存在于“手动模式”或“顺控模式”中。
料线启动过程的顺控模式的起点是鼠标点击“顺序启动”(第二步),终点是顺序启动结束;料线停止过程的顺控模式的起点是鼠标点击“顺序停止”,终点是顺序停止结束。
当料线处于顺控模式时,线内所有设备不允许单机手动操作,相应设备的“启动按钮”及“停止按钮”上的文字变为白色,提示操作员不允许单机手动操作。即使误点“启动按钮”或者“停止按钮”,也为无效操作。
顺控模式之外就是手动模式,当在手动模式时,可以允许操作员在HMI上单体操作设备(同时也受远程/就地和联锁状态的制约)。
退出顺控模式的充分条件包括:
●顺序启动失败
●顺序停止失败
●已经运行的设备出现综合故障
●有设备停机
●有设备切就地
●有设备解除联锁
●操作员按退出顺控按钮
●操作员按急停按钮。
8 L1级画面:报警记录
报警记录画面为Rockwell系统集成的报警记录画面,用来显示报警日期、时间、类型及报警的具体描述。相关布局及设置基于Rockwell软件的规定。
8.1 L1级画面:趋势曲线
趋势曲线画面为胶带机电流趋势曲线汇总画面,采用Rockwell软件的趋势模板,通过不同的颜色区分各胶带机的电流趋势。画面右上角设置温度趋势曲线趋势画面导航按钮,通过点击该L2级按钮,可以切换到温度趋势L2级画面中。相关布局及设置基于Rockwell软件的规定。
8.2 L1级画面:活动记录
活动记录调用Rockwell系统自带历史操作记录控件,可以对用户的操作进行记录。相关布局及设置基于Rockwell软件的规定。
8.3 L2级画面
当某一L1级画面需要显示的内容过多或者操作步骤过多,则设置从属于该L1级画面的若干L2级画面,对应该L2级画面的切换按钮。
8.4 L2级画面:温度趋势画面
此画面风格及功能与L1级“趋势曲线”画面一致。点击画面右上方“返回电流趋势”按钮可以返回L1级“趋势曲线”画面中;点击下一页可以进入到下一个设备的温度趋势曲线L2级画面中。由于画面功能及风格一致,此处仅以5#甲胶带机温度趋势曲线画面为例,不再赘述。
8.5 L3级画面
当操作员需要针对某一或某些具体动力设备或控制回路进行操作或干预的时候,则需要在流程图上点击相应设备图标或控制回路图标,弹出临时的L3级窗口进行操作。操作结束后应及时关闭该L3级画面。典型L3级画面包括:胶带机、振动给料机、各种泵、阀门、空压机及其他工艺设备的操作画面。L1级的“系统总貌”画面上的设备图标和控制回路图标都设置成热点区域,当鼠标移动到该区域中则自动变成可选取方框,提示操作员可以点击弹出L3级操作画面。
9 结束语
通过此次酒钢储运部原8A皮带卸料小车自动化改造,操作人员在主控室通过计算机远程控制卸料小车,将原料自动卸于预订的圆通仓内。另外在圆通仓内安装料位检测仪,将检测数据上传至PLC控制系统中,与皮带运转和自动卸料形成闭环控制。现场设备实现远程自动化控制,岗位工远离了现场的恶劣环境,通过计算机远程控制,从本质上杜绝工人现场操作生产设备。
猜你喜欢
中国特种设备安全(2022年6期)2022-09-20
汽车实用技术(2022年16期)2022-08-31
陕西煤炭(2022年2期)2022-03-28
陕西煤炭(2021年4期)2021-08-10
哈尔滨轴承(2020年4期)2020-03-17
矿业工程(2020年6期)2020-02-01
环球市场(2020年20期)2020-01-19
摄影之友(影像视觉)(2019年3期)2019-03-30
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
