
新能源制氢在传统炼化企业的应用
2022-12-30 03:46史倩过良张永亮
南方能源建设 2022年4期
史倩 ,过良 ,张永亮
(1. 中国石油化工股份有限公司 北京化工研究院, 北京 100013;2. 南卡罗来纳大学 机械工程学院, 美国 哥伦比亚 29201)
0 引言
化石燃料(包括石油、煤炭和天然气等)作为工业发展的主要能源,仍然在人类生产、生活中发挥着巨大作用。然而,化石燃料的燃烧会释放大量的温室气体CO2,造成空气中CO2含量持续升高。不采取减排措施的情况下,到21 世纪末全球将升温3 ℃左右。改变能源消费结构,进行能源工业转型,降低碳排放,是全球化的共识与挑战[1]。我国工业能源消耗约占全国能源消耗的65%,工业用电占全国用电量约67%,化石燃料能源(煤、石油、天然气)约占能源消耗的85%[2]。2020 年,我国工业碳排放量达到7.85×109t,石化化工行业碳排放约占工业碳排放的10%[3]。工业过程的碳减排预计在2030 年实现碳达峰,2060 年实现碳中和。
长期来看,使用新能源电力如光电、风电或核电等替代化石燃料,可有效地减少碳排放。然而,清洁能源的使用本身存在随机性与波动性。为满足新能源的利用,清洁能源电力储能是目前新能源发展的热点方向。电力存储主要技术包含有抽水储能、飞轮储能、电池储能等[4-5]。然而这些储能技术面临各种问题,如抽水储能受地质条件限制,电池储能受制于大容量电站的安全性,飞轮储能受限于能量密度等[6-7]。继续发展可靠高效的储能技术过程中,电解水制氢储能是研究的重点。电解水制氢技术不仅能实现富余新能源电力的储存,其产生的氢气或燃料还可以作为炼化企业的化工原料。该方法将扩大新能源的应用,同时减少化石能源使用中的碳排放。
1 氢气制备技术应用与发展
当今世界能源结构与产业生态正在重构,以化石能源为主的传统结构面临问题与挑战。由于氢氧化反应的产物只有水,对环境无污染,还能借此获取纯净水等副产物资源,因此“氢经济”备受推崇。氢能作为一种新的二次能源载体,具有来源广泛、能量密度高、清洁无污染等优点,在航天、军事、化工、能源、冶金、交通等领域应用广泛。随着氢能技术发展成熟和气候变化压力持续增大,氢能备受关注,人类社会将逐渐进入氢能时代。我国已将氢能产业纳入国家能源战略规划。到2050 年,全球氢能可再生能力将达到1 TW,占总装机量约18%[8]。氢能已经成为推动我国能源结构转型,构建低碳、高效现代能源体系和实现新能源汽车战略的重要手段,其开发和利用已成为科研及产业领域的热点问题。
目前氢气的制备方法主要有四种,即化石燃料制氢、工业副产品制氢、电解水制氢和其他新方法制氢(光解水制氢、生物质制氢等)。以化石燃料为原料制取氢气是当今氢气制备的主要方法,工业上非常成熟,并已经建有各种大型装置来生产工业中大量使用的氢气。大约92%的氢气由煤气化、天然气蒸汽重整等工艺生产,约7%来自工业副产气(如蒸汽裂解制乙烯副产氢气,氯碱化工副产氢气),1%来自电解水[9]。工业副产品制氢工艺也比较成熟,可以配合地域性发展提供氢气来源。化石燃料制氢工艺将在传统炼化企业氢气网络部分进行详细介绍。
电解水制氢工艺简单、氢气纯度高(可达99%以上),能作为产品直接使用,也可精制达到更高纯度。电解水制氢的前提是要有价格低廉的富余电力。将电解水制氢技术与富余的可再生能源电力相结合,具有广泛的应用前景。当前电解水制氢技术主要有碱性电解、固体聚合物电解和固体氧化物电解(Solid Oxide Electrolysis Cell, SOEC),各电解水技术主要性能指标如表1 所示。碱性电解技术最为成熟,成本最低结构简单,商业化程度高,但其效率较低,动态响应差。此外,当电解功率下降,电解效率会迅速下降。这一特性限制了其在可再生能源领域的应用。固体聚合物电解水制氢波动能源适应性强,技术也较为成熟,效率略高于碱性电解,但设备成本高,商业化程度低,功耗较高[10]。从热力学角度分析,随着温度升高,水的理论分解电压降低,电能消耗减少,热能消耗增加,能量转换效率升高,电效率一般可达99%以上。从动力学角度分析,高温条件可降低过电位和能量损失,提高能量利用率。与碱性电解和固体聚合物相比,SOEC 在高温下运行,可有效降低电能消耗,提高系统能量转化效率。此外,SOEC 电解电极不需要贵金属催化剂,还可以进一步降低成本,提高寿命。SOEC 是全固态电池结构体系,具备高效率、低成本、长寿命的诸多优势[11]。

表1 电解水制氢技术对比Tab. 1 Comparison of water-electrolysis hydrogen production technologies
国外的固体氧化物电解技术兴起于20 世纪70年代末。早期研究中,电解池长期运行稳定性不好,抗热循环能力差,制作和运行成本高(电能消耗占80%)[13]。虽然当时高温电解水制氢技术在成本和效率方面还不具备优势,但因其具有分布灵活、清洁、副产物有价值等优点,SOEC 高温电解水制氢技术在早期就被确立为一条重要的氢能发展路线。SOEC 经历了三十多年的发展,产氢率由约20 L/h 增大到200 Nm3/h,电解池的衰减速率由前期的21%/1 000 h 降低到< 0.5%/1 000 h,电解池寿命也达到2.5 年以上,即23 000 h,可满足工业化的应用需求[13-14]。德国Sunfire 公司推出的150 kW,产氢率为40 Nm3/h,介质为150 ℃蒸汽的固体氧化物电解水制氢装置,已在欧洲的可再生燃料厂进行了应用示范[13]。截至2021 年,该公司建成了世界上规模最大的制氢用SOEC 电解槽,功率达到720 kW,并已在工业环境中投入使用,年产氢气达1.75×106Nm3[15]。
此外,还有一些新型的制氢方法,例如各种分解水制氢方法,包括直接热解法、热化学循环法、光催化法及光电化学分解法等[16-17]。直接热解法即将水加热到2 000 ℃以上直接分解,但该法受到高温下氢气、氧气分离及耐高温材料的限制。热化学循环法可将反应温度降低至1 000 ℃,但系统较为复杂,总体效率较低,还没有商业化案例。光催化法与光电化学分解法是该领域的研究热点,但尚未开发出兼顾效率、成本和性能的催化剂材料,距离产业化还有较远距离。生物质制氢技术主要有热化学法和生物法两种,前者技术远未成熟,反应速率低,不易规模化;后者因较易实现大规模生产应用而更受关注,但能耗较高,需要使用贵金属催化剂,导致成本较高,同时会产生多种副产物和杂质,增加了氢气分离纯化难度[18]。
2 传统炼化企业氢气网络
传统炼化企业的氢气网络主要分三部分:氢制备、氢纯化、氢使用,如图1 所示。本部分内容将以此为序分别进行讨论。
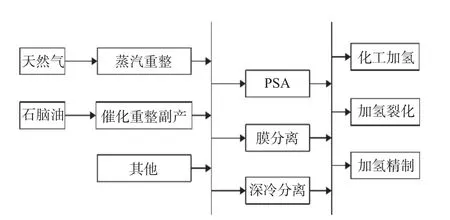
图1 传统炼化企业氢气网络Fig. 1 Hydrogen system of traditional refinery and chemical enterprise
2.1 氢制备
如前文所述,大约92%的氢气由煤气化、天然气蒸汽重整等工艺生产,约7%来自工业副产气,1%来自电解水。烃类蒸汽转化制氢的主要技术路线如图2 所示。原料经加氢脱硫后进行转化反应,转化气送入中温变换反应器将CO 进一步转化为CO2,中变气经精制及提纯手段(PSA 提纯技术)进行提纯得到氢气产品,并副产CO2产品[19]。研究指出,氢碳比越高,理论产氢量越大,轻质烃是更理想的原料,故传统炼化企业常以甲烷和天然气为原料制氢。石化燃料制氢工艺涉及主要反应如表2 所示。传统制氢工艺中,通常会产生CO2,化石燃料的使用中依然存在碳排放问题。以氨醇为原料制氢,需考虑氨的腐蚀性及产物中H2与N2的分离难度等问题[9]。

表2 化石燃料制氢工艺主要反应Tab. 2 Main reactions of hydrogen production processes from fossil fuels

图2 烃类蒸汽转化制氢技术路线Fig. 2 Technical route of hydrogen production from steam reforming
煤化气制氢的主要工艺有Sell 公司的干煤粉气化工艺,GE 公司的水煤浆气化工艺,KRUPP Uhde公司的Prenflo 工艺,Lurgi 公司的Lurgi 碎煤加压气化工艺等[20]。烃类水蒸气重整制氢工艺则主要来自于Lurgi 公司,Linde 公司,和Krupp Uhde 公司等[20]。
工业副产氢也是氢气的主要来源之一。催化重整装置在提高石脑油辛烷值的同时可副产大量氢气,提纯后纯度达85%~95%。高温条件下乙烯的蒸汽裂解也副产大量氢气,乙烯装置的深冷系统可生产出纯度为95%的氢气[21]。丙烷在600 ℃,50 kPa 下发生脱氢反应生产丙烯的同时副产大量氢气,经PSA 技术精制后,纯度可达99.99%[22]。
2.2 氢使用
在炼油端,对产品精制的要求越来越高。蜡油加氢、渣油加氢、柴油加氢、石脑油加氢等工艺,通过加氢精制过程去除油品中的硫、氮、氧等元素,并使烃类饱和,提升产品质量,满足各种环保要求。典型的加氢精制工艺流程如图3 所示。加氢后的气体,经高低压分离器分离,高分气循环,低分气进一步提纯。
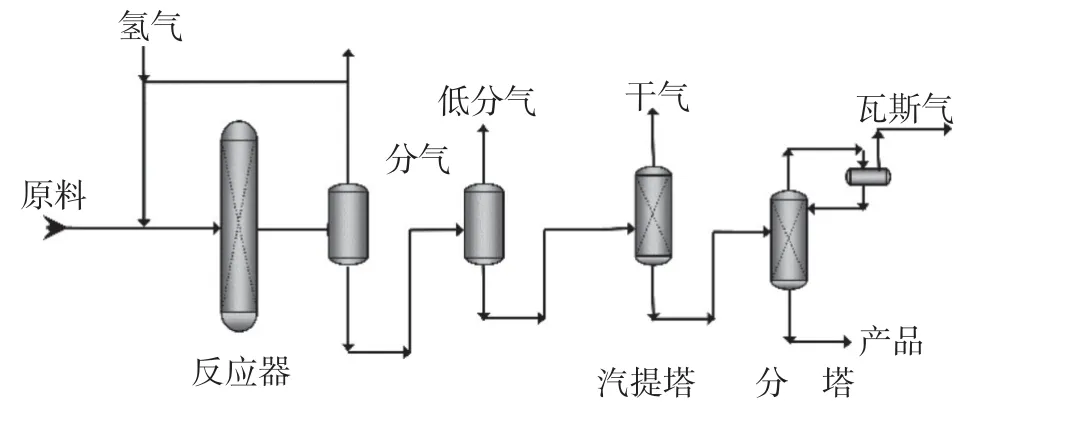
图3 加氢精制工艺流程图Fig. 3 Flow diagram of hydrofining process
加氢裂化主要是在较高的温度(340~440 ℃)和压力(6.5 MPa~15 MPa)下将重质油深度加工转化为轻质油的过程。该反应降低了烃类的不饱和度,减少了焦炭的产生,在炼化一体化过程中,加氢裂化技术将发挥重要作用。
在新型的千万吨级的炼化一体化炼化企业中,50%~70%的原油将加工成高附加值的石化产品,如三苯三烯及以此为原料的高分子材料产品[23]。随着炼化一体化的发展,炼油及石脑油裂解油品,与化学化工产品生产相贯通。化工行业主要氢化产品如表3 所示,下游的化工生产也成为炼化企业中重要的用氢单元。加氢精制、加氢裂化、化工加氢生产共同构成了炼油企业的氢气使用系统。
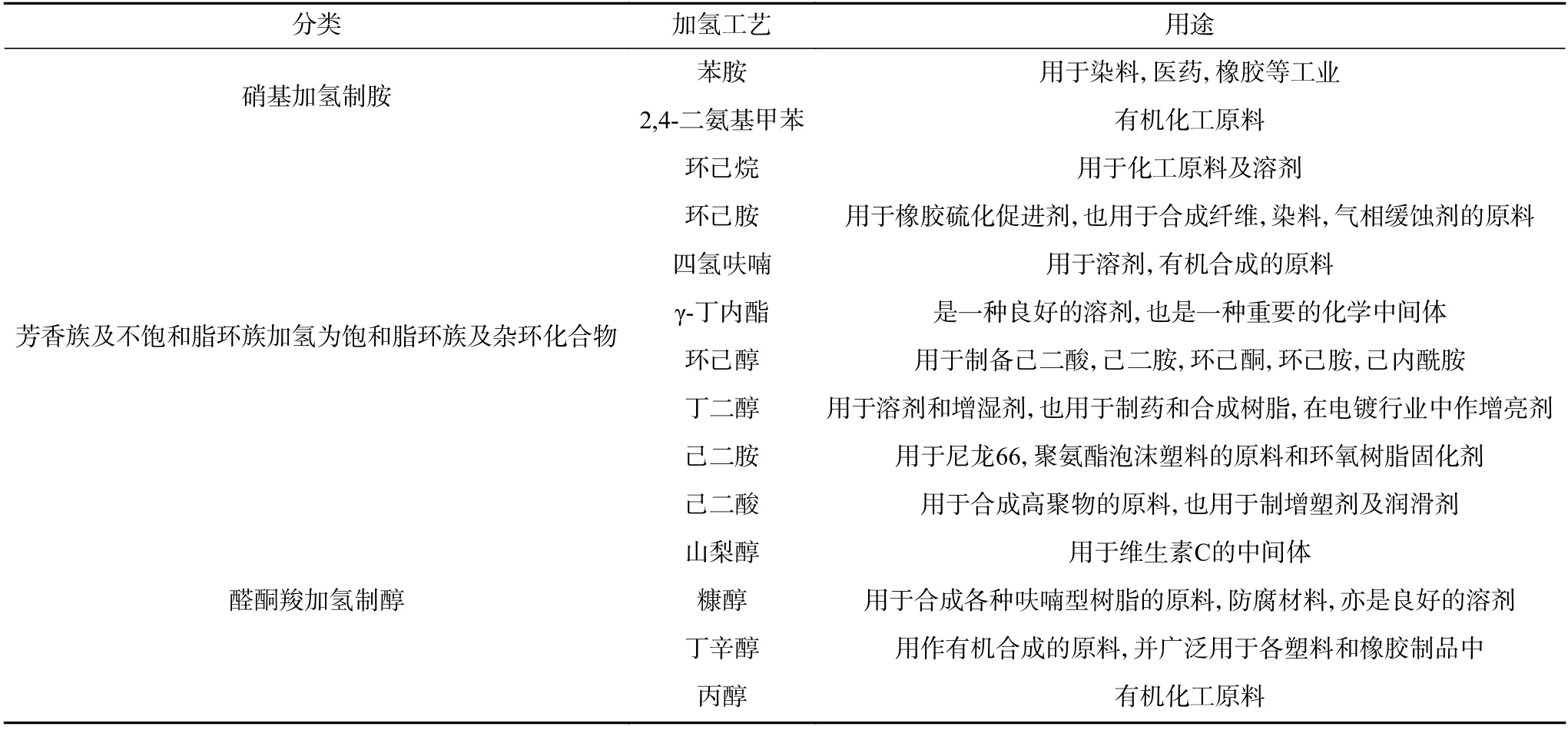
表3 化工行业氢化产品Tab. 3 Hydrogenated products in chemical industry
2.3 氢纯化
炼厂氢纯化主要依靠PSA、膜分离、深冷分离等技术。1962 年,变压吸附技术首次实现工业应用,后经UOP 公司进行技术改进,开发出多床变压吸附。在国内石化行业,PSA 提纯氢气技术的应用始于1972 年,并于1996 年后几乎全部国产化[20]。气体的膜分离研究最早开始于19 世纪40 年代,Permea 公司于1978 年首先建成一套工业化提氢膜分离装置[20]。我国膜分离技术最早应用于炼化企业回收氢领域是在齐鲁石化胜利炼油厂。
PSA 技术即利用固体吸附剂在不同压力下对杂质分子的吸附能力差异来实现分离。PSA 可根据进料浓度情况调整工艺,保持产品品质[24]。膜分离技术以膜两侧压力为推动力,通过各气体分子因大小结构不同而在膜中有不同的渗透速率来实现提纯,典型的渗透速率如下:CH4<N2<CO<Ar<O2<CO2<H2S<He<H2<H2O。膜分离技术装置小,流程简单,可在常温下操作,但以压差为推动力也会造成较大的压力损失,且所产氢气产品纯度有限,常需与其他工艺耦合以取得较高纯度产品。深冷分离是依据各气体分子高压(2 MPa~4 MPa)下相对挥发度的差异来实现分离。深冷分离技术原料要求高,在回收氢的过程中也对其他组分分别进行了回收,但工艺多级压缩,需要较大的冷量,能耗和设备投资均较高,且对沸点差小的混合物效果不佳,故常用于轻烃组分回收[25]。
氢纯化技术有不同的选用标准。从渣油加氢,蜡油加氢装置出来的低分气,膜分离装置出来的产品氢,及连续重整装置出来的副产氢等,氢纯度达到80%以上,通常送去PSA 氢气提纯装置,产出纯度大于99.9%的高纯氢气。各加氢装置出来的净化瓦斯气,氢气纯度在50%~60%之间,可送入膜分离装置进行初步提纯,产出纯度约90%的氢气产品。氢气浓度更低(约30%)的不含烯烃的尾气可作为制氢原料。对于加氢装置密集的厂区,氢气不能有效回收而排入管网则会导致管网氢含量偏高,压力不稳,影响加热炉燃烧,亦可对这部分氢气进行进一步回收[26]。催化干气,焦化干气等氢含量少,含不饱和烃较多,含有大量有机硫的气体,可做燃料用。
3 新能源制氢在传统炼化企业的应用
随着炼化一体化的发展,许多炼化企业围绕原油转化工这个趋势,产能向终端化工品转移,以使价值链最大化。各企业也提出了关于未来炼化企业的各种规划,如智能互联化炼厂,利用数字化技术优化装置、流程及运行,以实现低投入高收率;从过程、设备、人员、信息互联等全面综合分析炼厂状况,挖掘炼化企业运营潜力[27]。Honeywell 公司对未来炼化企业树立了“碳、氢、能耗、排放、水、资本”六大关键能耗分析理念[23]。该理念的核心为“碳”,即减少分子改变及重排以提高分子转化率;“氢”,即提高氢的利用效率;“能耗”,即引进高效工艺消除中间转化步骤;“排放”,即降低净排放足迹,将原油转化为更有价值的产品;“水”,即减少整个设施新鲜水用量;“资本”,即评估客户运行业务目的及当前技术资产以选择方案。
化石燃料的使用(含化石燃料制氢)面临着碳减排的问题,且随着精制需求的提高,炼化企业氢需求量也逐渐增大。炼化企业作为传统能源行业和碳排放大户,在走向未来炼厂的转型中,应如何实现碳减排的目标?此外,近年来我国风电、水电等可再生能源电力本身存在随机性与波动性,导致可再生能源弃电问题日益凸显。寻找新的电量消纳途径日益紧迫。文章综合考虑了化石燃料与新能源电力在使用和发展中遇到的问题。为同时解决化石燃料和新能源电力使用及发展中所面临的问题,文章提出了以电解水制氢技术将富余的可再生能源电力与传统炼化企业氢气网络相结合的设想,如图4 所示。通过在炼化企业附近布置新能源电给,不但可以供炼厂日常用电,还可以将因波动性大而无法直接利用的弃电部分,直接通过电解水制氢,供给炼厂使用。相比传统新能源电力-蓄电池储能技术,此技术路线与炼化企业实际需求结合更紧密。与传统炼化企业采用的化石燃料制氢方法相比,电解水制氢技术清洁无污染,可以缓解其所面临的碳减排的压力,在当前能源结构调整的大背景下具有很好的应用前景。
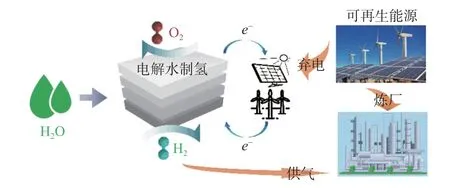
图4 新能源制氢在传统炼化企业的应用Fig. 4 Application of water-electrolytic hydrogen production technology in traditional refinery and chemical enterprise
在氢能产业链中,包括制氢、储存、运输、应用四大环节。氢燃料的安全、低廉、便捷、规模化供应是目前氢能产业发展的重要部分,也是制约氢能利用的重要因素。以电解水制氢技术将富余的可再生能源电力与传统炼化企业氢气网络相结合,可有效利用清洁能源电力,就地应用也避免了氢气的大量长途运输问题。
通过电解水制氢技术将新能源电力与传统炼化企业氢气网络相结合,可以达到资源优化及碳减排的效果。但是这一设想在实现过程中面临着诸多挑战,尚需攻克的技术难点包括:(1)提高清洁能源电力储存效率;(2)燃料电池研发中的电极材料与电解质材料问题,高温条件下电堆的组装和密封问题及高温高湿条件下的衰减速率问题等;(3)围绕炼化企业氢制备、氢纯化、氢使用三部分,进行炼化企业氢气网络的优化;(4)成本控制。在技术的研发和推广过程中,在设法提高效率和耐久性的同时,还需要时刻关注材料以及系统研制的成本是否能被市场所接受。
4 结论
传统炼化企业在生产过程中会产生大量碳排放,同时为满足自身工艺需求需消耗大量的氢气,而制氢的过程依赖化石燃料亦会造成大量碳排放。另一方面,光电、风电、水电等可再生能源电力可大幅降低碳排放,但其本身存在的波动性问题对实际应用造成一定的难度。文章围绕化石燃料与新能源电力使用和发展中所面临的问题与挑战,梳理了氢气制备技术的应用与发展,尤其关注了电解水制氢技术的应用发展,并分氢制备、氢使用、氢纯化三部分详细综述了传统炼化企业的氢气网络状况。通过总结,文章提出了以电解水制氢技术为媒介,将富余的新能源电力与传统炼化企业的氢网络相结合的设想。在当前能源结构调整的大背景下,该设想具有很好的应用前景。新能源制氢在传统炼化企业的应用还面临着诸多挑战。最后,文章针对新能源制氢在传统炼化企业的应用进行展望,并进一步剖析了实现该设想仍需攻克的技术难点。
猜你喜欢
化工管理(2022年14期)2022-12-02
化工管理(2022年14期)2022-12-02
长江蔬菜(2022年18期)2022-10-27
中国石油石化(2022年8期)2022-06-22
长江蔬菜(2022年4期)2022-02-16
防爆电机(2021年6期)2022-01-17
煤气与热力(2021年6期)2021-07-28
现代农村科技(2020年6期)2020-12-20
上海建材(2020年12期)2020-04-13
表面工程与再制造(2019年6期)2019-08-24
