
高密度板级电路智能工艺决策技术研究
2022-12-27 02:53:18李福勇蒋庆磊张成浩郭永钊
智能制造 2022年6期
李福勇,蒋庆磊,张成浩,郭永钊
(中国电子科技集团公司第十四研究所,江苏 南京 210039)
1 引言
高密度板级电路装配过程包括焊膏涂覆、器件贴装、回流焊接、光学检查、清洗、压接、手工焊接、波峰焊接等多个工序,其工艺编制所涉及的知识和信息量庞大,工艺设计是严重依赖经验知识的过程。随着军用电子装备向小型化、轻型化、多功能化方向发展,其板级电路的复杂度、集成度以及器件种类和数量越来越多,装配难度不断提升,同时对装配质量、一次装配成功率要求不断提高,给工艺设计提出了新的挑战。
作为连接设计与制造的桥梁与纽带,工艺设计是一个极为复杂的过程,是特征提取、归纳、总结、分析、决策等多种过程的整合,对工艺人员的要求非常高,具有明显的知识密集型特征。该过程需要将工艺专家头脑中的操作技巧、工艺经验和技术诀窍总结归纳,并通过知识的形式传递重用,辅助工艺决策;因此,工艺方法、工艺路线以及工艺参数的自动生成(即智能工艺设计),是自动化生产环节的关键信息技术。然而,当前成熟的智能工艺及仿真系统主要集中在机加工、机械装配等领域,在复杂电子组件装焊方面暂未涉及。本文针对高密度板级电路流程长、工艺复杂、跨单元跨工序多的特点,开展基于规则的工艺决策技术研究,解决传统工艺设计效率低、人工经验依赖度高、指导性不足等问题。
2 知识分类表达与知识库设计
知识是人类对物质世界以及精神世界探索的结果总和,是经过整理、转化、解释、定义的信息[1]。工艺知识是指在需求分析、产品设计、方案论证、生产制造、使用维护等产品全生命周期内与工艺相关的知识[2]。工艺设计的关键是如何获取工艺知识,没有工艺知识的支撑,工艺设计系统将是空中楼阁,无法解决设计过程产生的问题。工艺知识获取的任务就是将工艺设计过程中所产生的经验、诀窍、规则和典型案例提取分析概括成知识进行表达。
在基于规则的工艺设计系统中,工艺知识表达模型必须完整、有效地描述工艺设计过程中所需要的各类知识,从而为工艺设计问题求解提供支持[3]。基于工艺设计的特征,知识表达模型既要包含元器件的本征信息,也要涵盖生产相应的工艺方法、路线、参数、规则信息。
2.1 工艺知识分类
工艺知识主要来源于:工艺专家头脑中的经验总结,包括工艺方法的选取、工艺路线的决策、工艺参数的确定等;工艺技术研究过程中产生的新技术、新工艺、新材料等;工艺设计每一个环节中工艺专家的决策活动所形成的工艺规则知识,如工艺方法选择、工艺路线规划、工艺参数匹配等。
以高密度板级电路装焊工艺流程为主线,对工艺知识进行分类组织,主要分为工艺基础类知识、工艺决策类知识。结合高密度板级电路的典型特征,梳理元器件的基本属性、工艺材料的本征特性、工艺方法、工艺装备资料、典型工艺参数等知识,作为工艺决策的基础;结合高密度板级电路工艺技术体系,梳理高密度微波组件装焊工艺设计领域涉及到的手册、规范、标准等资料,以及工程师/专家经验、操作技巧和技术诀窍等经验知识,实现判断性规则知识的获取。
2.2 知识的表达与知识库建立
知识表达是将关于世界的信息表示为符合机器处理的模式,用于模拟人对世界的认知和推理,以解决人工智能中的复杂任务,通过某种约定的架构和语言,对知识进行规范化描述,即知识符号化的过程[4]。工艺知识获取的过程是确定工艺知识表达方式、收集归纳整理工艺知识、知识分类编码、输入知识库的过程。高密度板级电路工艺决策中知识库的设计关系到工艺设计的成败,直接影响到工艺决策过程的准确性,知识库包括元器件基础知识库、工艺路线库、工艺参数库以及工艺规则库。
(1)元器件知识库
高密度板级电路中,存在上百种元器件,各类封装的元器件属性直接决定了工艺方法的选择、工艺路线的排序以及工艺参数的确定。元器件属性所包含的知识具有查询类特点,属于静态描述性知识,采用特征形式进行表达,即物资编码(ID)、属性(Type)以及内容(Content)。元器件知识库如图1所示。

图1 元器件知识库
物资编码——特征ID,用于可以表征产品的元器件信息,对于后期对产品进行比对聚类有着重要意义。
属性——特征类型,封装类型、湿敏等级、耐温性等元器件所具有的特征类型。
内容——属性内容,与特征类型相对应的特征内容,湿敏等级为3级、不可清洗的等元器件属性具体特征内容。
(2)工序元集合库
根据高密度板级电路的元器件种类、印制板特征、元器件布局等,确定工艺方法、工艺流程,采用工序编码(Number)、工序名称(Name)、工序内容(Content)形式确定工序元集合。
工序编码——特征Number,定义其在工艺流程中的优先级,用来进行检索与映射,为基于规则的工序选择与排列服务。
工序名称——定义各个环节的工序名称,以便于根据规则进行相似度计算,匹配相似工序元,如齐套、烘烤、SMT、植柱、清洗等。
工序内容——定义每个工序元中所涉及的工步、设备、工具、材料等相关信息,用来描述工序操作过程中的属性,如焊接温度、力矩要求等。
(3)工艺参数库
工艺参数库维护了最完整的工步标准术语和工步关键参数,其数据库由若干个表组成,每一个表的名称即为工艺基础库中工艺ID,采用工步名称(Name)、工步编码(ID)、工步内容(Content)、判断属性(Decision)形式。
工步名称——定义每个工序中工步名称,并基于规则与元器件属性库进行相似计算,以便于进一步进行相似度匹配,如来料检查、烙铁温度设置等。
工步编码——特征ID,用来进行检索与比对,为基于规则的工步选择与排列服务。
工步内容——包括工步标准术语,用来描述工步加工过程中的属性内容,如防静电要求、抬高装配要求等。
判断属性——根据规则判断工步的有无及排序。
(4)工艺规则库
工艺规则为工艺决策类知识,属于判断性和模糊类知识,为动态知识,采用产生式表示法进行表达。工艺规则库定义了产品和工艺规则的关联关系描述,其数据库由若干个表组成,每一个表的名称即为工艺基础库中工艺ID,例如对于典型工艺“装焊”,工序ID为10的工序是否为产品必须项的规则,例如对于一个产品是否需要装焊工序,只需要判断其010属性(插件器件数量)是否大于0,即可得出结果。如IF{插件器件数量>0}THEN {焊装};IF{湿敏器件数量>0} THEN {烘烤}。
3 工艺决策
高密度板级电路工艺决策过程中,根据产品设计形态,结合工艺需求特征,通过基于规则的推理求解出与其相关的知识集合,其中包括工艺方法、工艺路线、工艺参数等。高密度板级电路工艺决策过程包括:装配工序元确定、工艺路线推理、工序评估优化阶段、工艺参数分析、选择阶段等。以下为具体的工艺决策方法解析。
3.1 工艺路线决策
工艺路线是工艺设计中的关键工作,对高密度板级电路的工艺性、质量、成本和性能等都有重要影响。基于板级电路及其器件参数化特征,实现特征和规则的工序元(齐套、贴片、回流焊接、装配等)集合生成;采用规则推理技术,基于工序元约束、工序关系约束等,实现工艺路线智能决策。
(1)工序元集合生成
根据从BOM中获取的器件信息,通过器件知识库和器件规则库的匹配,识别出器件或者部件所需要的加工工序元。然后通过将所有器件对应的工序元进行合并去重,形成该产品的工序元集合。
以某典型产品为例,该产品包括了表贴电容、插件电阻、BGA、LGA、光口、导线等100多种器件,对于工序元的识别过程如图2所示。对于可以采用物资编码进行检索的,采用精准匹配的方式根据器件知识库生成该器件的工序元集合。对于无法采用物资编码进行检索的,以此按照一级封装类型、二级封装类型并结合器件基础信息进行做出判断,对于无法判断的通过人机交互的方式进行确认。在工序元中包含了工序元的基本特征,只有当工序元及其基本特征完整匹配的时候方可进行合并。比如烘烤{60,90}代表60℃条件下烘烤90小时,而烘烤{120,48}代表120℃条件下烘烤48小时。最后将各个期间的工序元集合进行合并去重形成产品的工序元集合。
(2)工艺路线推理
根据专家经验、标准、规范等建立规则,在知识库内存储的规则通过IF…THEN的形式进行表达;基于规则的核心是演绎推理,利用规则条件进行推理,并计算和结论之间的相似程度,根据相似度大小决定工序元之间的优先级,最终根据优先级执行规则,具体如图3所示。
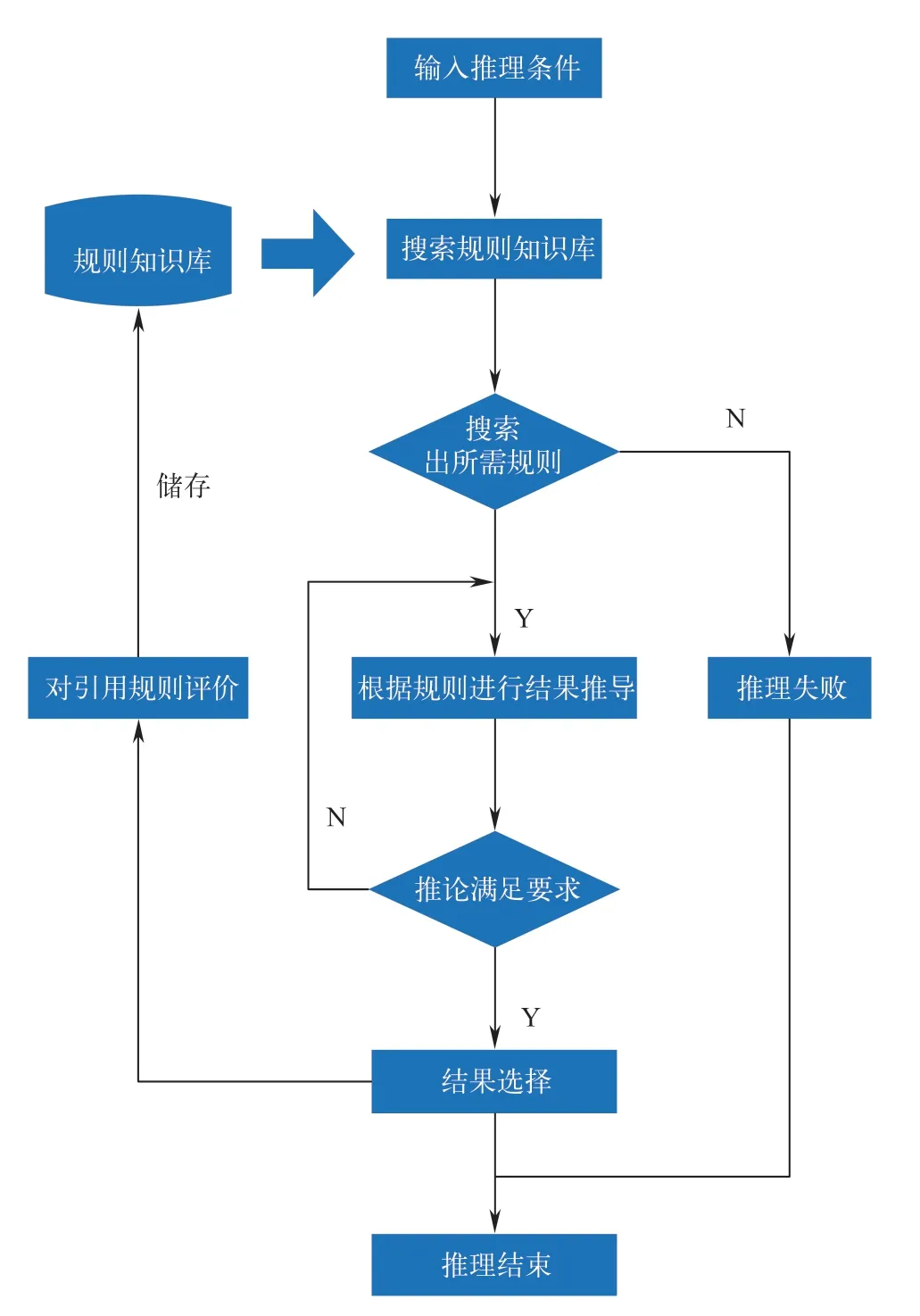
图3 工艺路线推理
(3)工艺路线评估优化
系统完成工艺路线设计后需要对工艺进行评估,修正、优化求解结果,直至满足实际的设计生产需求。优化过程是对工艺路线的规划和表达产生偏离的解进行修正,使系统输出与设计和生产需求匹配度更高的解。在新解的运行和形成过程中进行修正,通过插入、删除、替换工序或者对部分工序进行优先级调整等方式进行优化。
装焊工艺路线修正过程(如图4所示),根据评估结果提取不满足生产需求的特征,根据工艺流程库、工艺参数库以及特征实例,对存在偏离的工序、工步或工艺参数进行修正、替换;对修正后的决策工艺路线再次评估,若满足设计要求,则修正结束,反之根据工艺规则库再次推理,并基于规则辅助修改,直到工艺路线满足设计需求,能够知道实际操作为止。
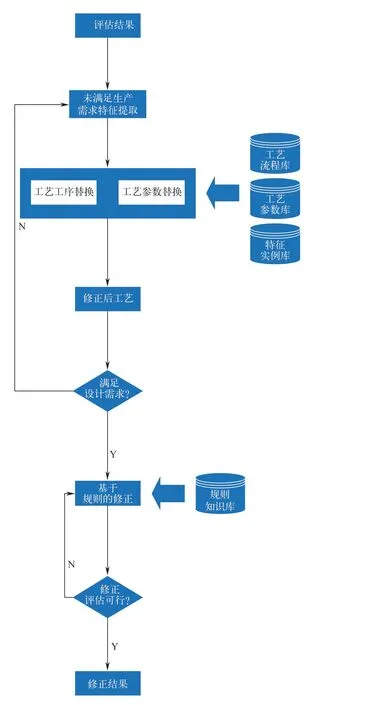
图4 工艺路线评估优化过程
3.2 工艺参数决策
高密度板级电路生产过程中工具、设备以及材料使用的工艺参数(如温度、时间、速度、力矩值等)决定了组装的质量和性能。本文针对产品的特征开展工艺参数决策试验,收集试验数据,基于工艺参数、元器件等知识库和规则库以及产品特征参数,包括焊接温度、紧固力矩、预热温度、焊接速度等参数,实现装焊工艺参数的计算、决策,工艺参数的决策采用基于规则和基于实例的混合推理机制,流程如图5所示。
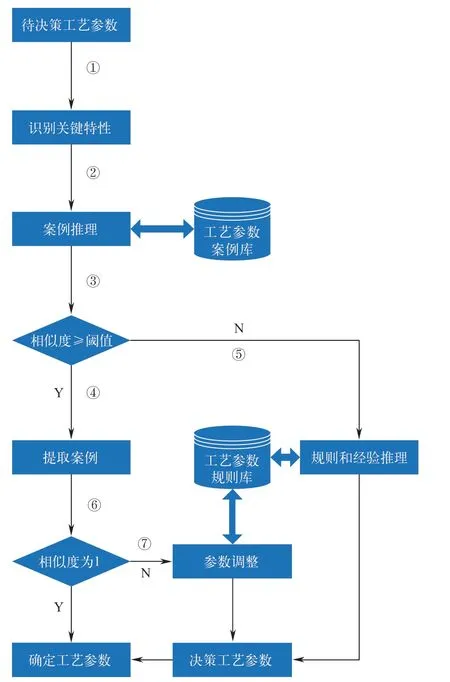
图5 工艺参数决策的流程
①根据待决策的工艺参数识别出关键特性,例如螺钉紧固力矩,识别出关键特性包括螺钉材质、螺钉直径、基体材质、螺帽型号;②根据关键特性组成关键特性集,利用关键特性集与工艺参数案例库匹配推理,关键特性集K={螺钉材质,螺钉直径,基体材质,螺帽型号};③基于案例推理计算待决策产品与案例特性的相似度L;④提取相似度超过阈值的案例;⑤对于未超过阈值的,采用基于规则和经验推理的机制进行工艺参数的判定;⑥如果案例与产品的特性集相识度达到1,则可以直接确定工艺参数;⑦对于相似度为达到1的,利用工艺规则库,基于规则和经验推理的方式对工艺参数进行决策,最终确定工艺参数。
4 实例验证
以军用高密度板级电路为例,在进行智能工艺决策时,首先通过板级电路的编号,提取板级电路的BOM信息,根据元器件知识库、工序元集合库以及工艺规则库,形成工艺路线决策,再结合工艺参数库以及相应决策规则,形成工艺参数决策,最终完成工艺决策。实例验证表明,高密度板级电路可基于规则快速生成工艺路线以及工艺参数,为智能工艺设计系统建立提供条件。
5 结束语
高密度板级电路装配具有物料数量和品种多、装配工序多以及流程复杂等特点,随着电子产品的复杂度、集成度在不断增加,工艺设计过程对工艺人员的知识、经验掌握要求越来越高。本文针对传统工艺设计过程中存在的系列问题,开展了工艺知识获取、分类以及表达方式的相关研究,并基于高密度板级电路及其器件参数化特征,建立了一套基于特征的装配方法集和工序组合规则,基于不同工序特点,建立工序元集合,提出工序元排序规则及工艺参数匹配算法,实现工艺决策,希望对复杂电子组件的智能工艺设计系统建立起到一定作用。
猜你喜欢
现代工业经济和信息化(2022年8期)2022-09-24 08:14:52
昆钢科技(2022年2期)2022-07-08 06:36:14
锻造与冲压(2021年3期)2021-02-27 07:12:12
数学小灵通·3-4年级(2020年11期)2020-12-14 07:05:40
数学小灵通·3-4年级(2020年3期)2020-06-24 05:50:50
石材(2020年4期)2020-05-25 07:08:50
建材发展导向(2019年10期)2019-08-24 06:24:30
制造技术与机床(2018年8期)2018-10-09 08:27:48
小学生导刊(2017年31期)2017-08-15 00:53:14
小学生导刊(低年级)(2016年8期)2016-09-24 23:55:21
