
测试台自动化上下料的研究及应用
2022-12-27 02:53:14张敏涛
智能制造 2022年6期
张敏涛
(航空工业庆安集团有限公司,陕西 西安 710077)
1 生产现状及存在问题
磨合运转试验台通过设计产品上下接口的转接夹具,来模拟产品实际安装状态,运转试验台结构示意图如图1所示。磨合试验开始前,需要预装随行夹具、搬运产品夹具、调整安装姿态、对正下接口位置、调整上接口位置、对接花键套,以及拧紧螺栓等7个步骤,步骤繁琐,需要2~3人配合,耗时耗力。产品运转试验流程如图2所示。
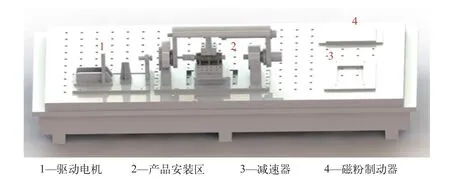
图1 运转试验台结构示意图
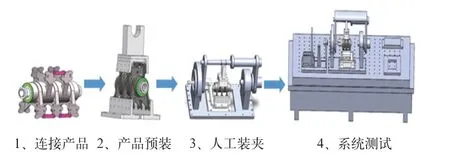
图2 产品运转试验流程图
当前的产品测试流程效率低,一方面,主要受制于产品的预装和拆分自动化程度低,以人工操作为主;另一方面,关键装夹环节(比如接口对正、花键连接等)过度依靠人工经验,对人员技能的熟练程度要求较高。
2 总体方案设计
磨合试验台单机自动化改造的设计思路主要分为五个方面:①建立工装预调站辅助人员安装,提高随行夹具安装效率;②通过增加机器人,减少人工搬运;③通过增加零点定位系统,实现工装安装定位自动化;④通过液压升降装置,兼容不同系列产品的快速定位;⑤对花键连接方式进行改进,实现产品接口的快速装夹。
2.1 整体布局
某系列产品主要磨合试验台为3个,通过重新布局,新增机器人和多工位预装台实现产品的自动上下料,改造后布局图如图3所示,主要包括随行夹具(拉钉)、预装工作站、机器人及夹爪[1]、试验台改造(工装改造、升降装置、线路改造)。
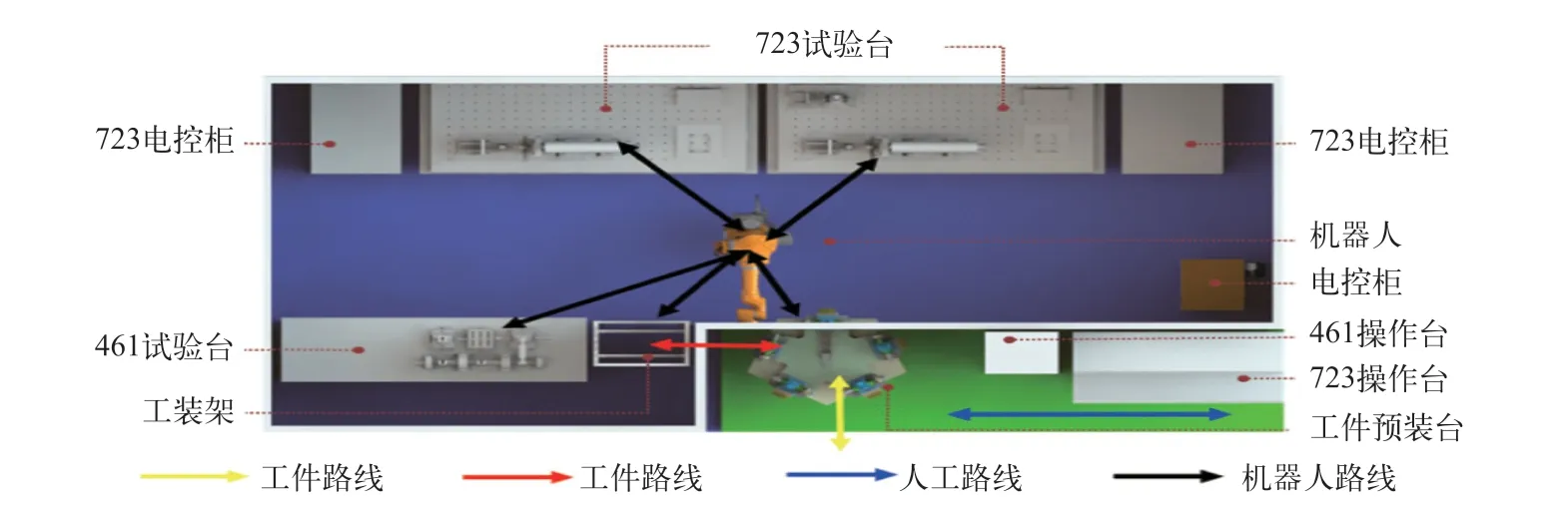
图3 磨合试验台自动化改造布局示意图
2.2 测试流程
在预装工位,机器人视觉识别扫描产品订单码[2],机器人从托盘库自动抓取转接工装,并运送至预装工位;将产品与转接工装进行连接,并安装在零点定位系统的子盘上[3],由机器人自动上料,与试验台母盘进行对接;零点系统下方的气动顶升装置[4],根据不同的产品中心高,调整零点定位系统的高度,产品花键自动进行连接,启动测试程序;产品测试完成后,机器人将带有零点定位子盘的转接工装及产品运转至检测工位进行检测,完成后拆分下线。磨合试验台自动化改造布局示意图如图4所示,磨合运转试验台自动化改造三维图如图5所示。
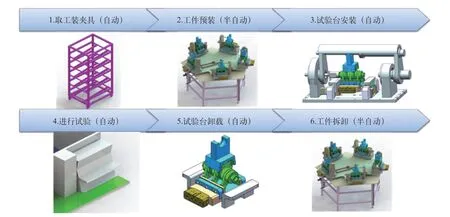
图4 磨合试验台自动化改造布局示意图
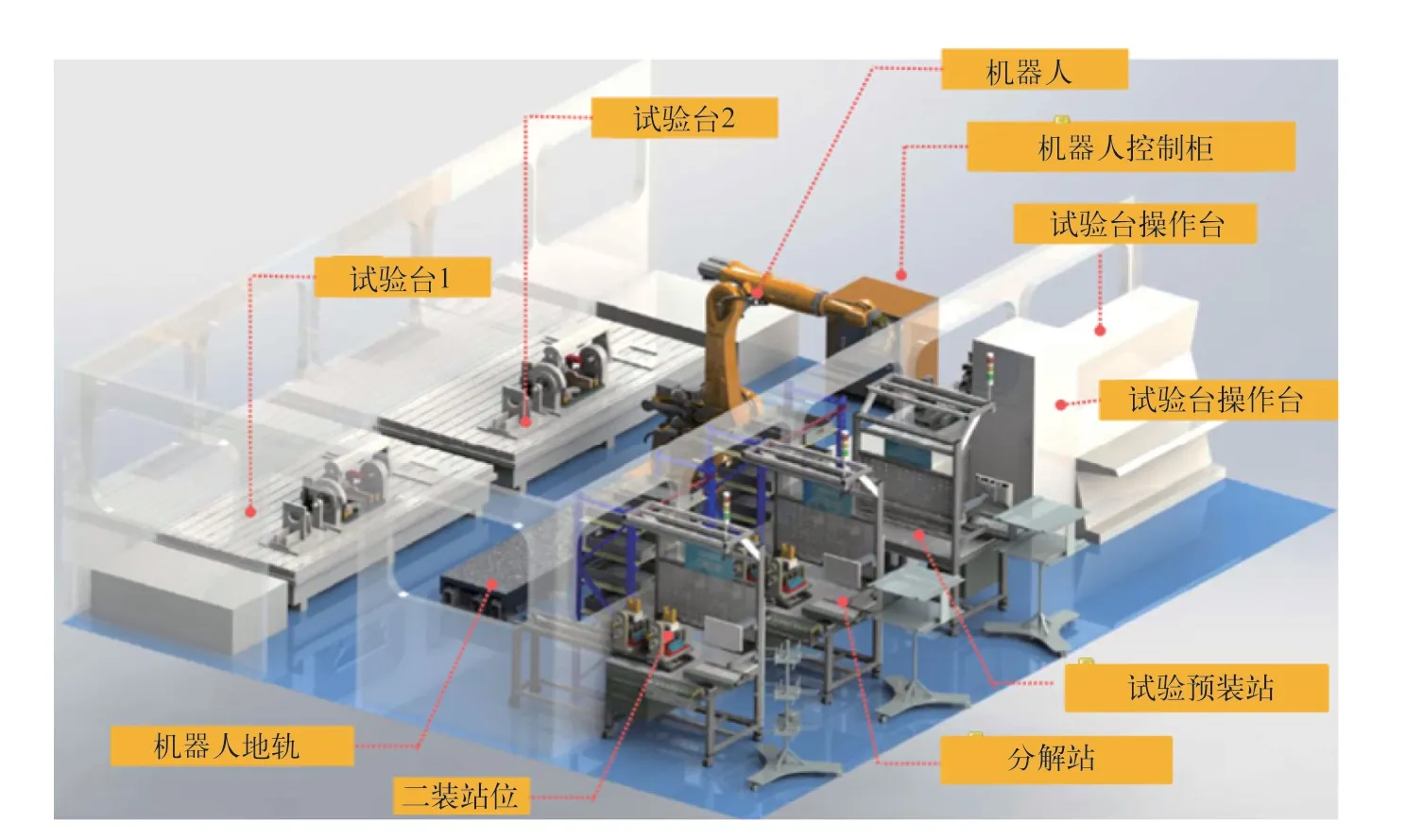
图5 磨合运转试验台自动化改造三维图
2.3 详细设备方案
(1)多功能预装站
多功能预装站是通过机器人配合,完成产品自动上线前的预装缓存及产品自动测试下线后的临时周转,并通过设置多工位转台,实现不同产品的快速上料与下料,匹配产品的测试节拍。
1)技术参数。工位数为5,重复定位精度为±0.1mm,旋转角度为360°,负载为300kg;配置自动拧紧抢、人机界面HMI,实现与管控系统相连。
2)工作流程。人工在预装工位扫描产品标牌,机器人自动识别吊运产品的预装工装和夹具;人工在预装台进行产品上线前的预先装夹,重点是产品上下随行工装的装配夹紧;人工将随行工装与零点定位系统的子盘进行连接,便于机器人自动化上料前的装夹。
(2)六轴机器人
六轴机器人主要进行工装夹具的调取及产品的自动化上下料。
1)技术参数。型号为KR 120 R2700-2,自由度为6;最大回转半径为2 700mm,最大拾取重量为120kg,位置重复精度为±0.05mm,机器人自重为1 069kg。
2)工作流程。①机器人自动抓取产品放置物料接驳台;②人工将产品从物料接驳台移至预装工位;③扫码识别产品类型,机械人自动获取信息从货架抓取相应的随行工装;④利用零点定位系统和启动顶升装置,将产品及随行工装自动装夹至试验台上;⑤测试完成后,机器人自动将产品及随行工装移至预装转台,人工进行拆分。
(3)随行夹具
随行夹具主要模拟产品的实际使用状态,进行相应的安装和定位。
1)技术参数。总重量 40kg;工件 15kg;固定端夹具 15kg;活动端夹具 8kg;机器人夹持端 2kg。
2)工作流程。利用电动拧紧扳手连接固定端夹具与固定端壳体;利用电动拧紧扳手连接活动端夹具与输出端壳体;将固定端壳体的夹具与零点定位系统的子盘进行连接;等待机器人自动抓取。
(4)试验台改造
对现有人工装夹方式进行适应性改造,满足零点定位系统和机器人上下料的需求。试验台改造示意图如图6所示。
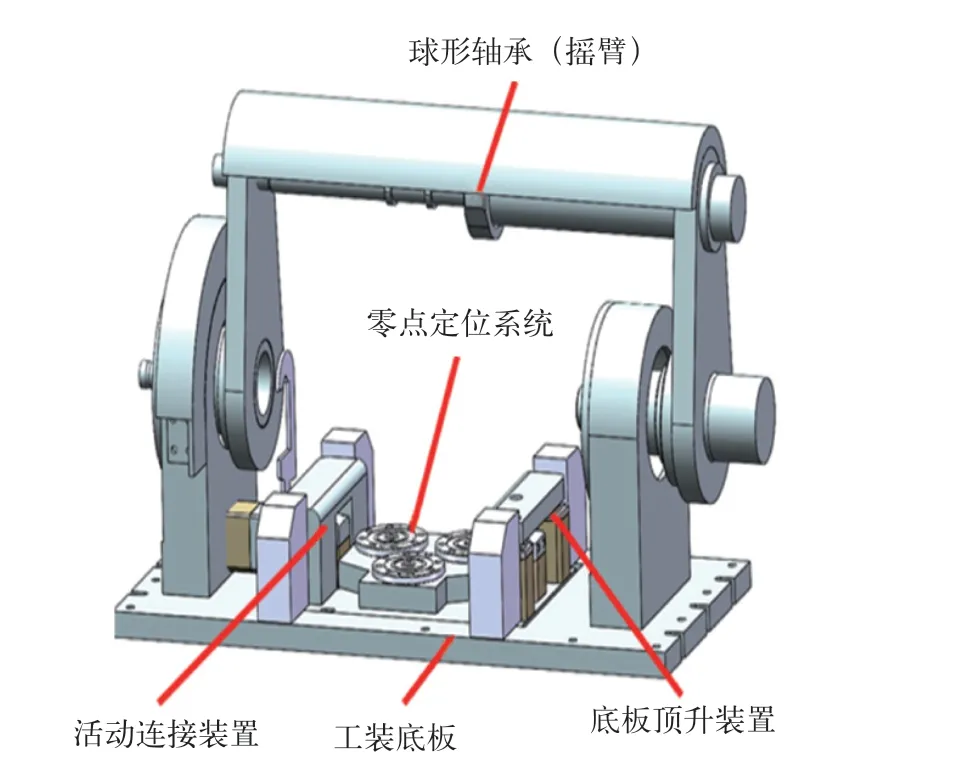
图6 试验台改造示意图
1)技术参数。零点定位系统母座3个,下拉力3t,抗扭8 000N·m ,顶升范围30mm,气缸型号WCE1002-2,气缸输出力0.9kN。
2)工作流程。①将带随行夹具的工件自动放置于试验台工装底板及零点定位系统上,随行夹具拉钉与零点定位系统母座紧密拉紧,重复定位精度0.005mm,下拉力3t,最大抗扭8 000N·m。②采用气动顶升的方式,将工装夹具竖直向上推起,实现活动上端夹具与摇臂处轴承定位,完成工件轴心定位。③花键自动连接装置带动输入轴向左运动,输入端电机低速旋转,实现花键自动连接装置卡齿与花键随性工装的自动连接。
3 预期目标及效果
改进前:原有3台测试设备至少需要6人,单套产品测试时间100 min。
改进后:利用机器人自动上下料,测试人员需求2人,总时间38 min,人员减少4人(2倍),整体装夹测试效率提升1.6倍,具体内容详见下表。
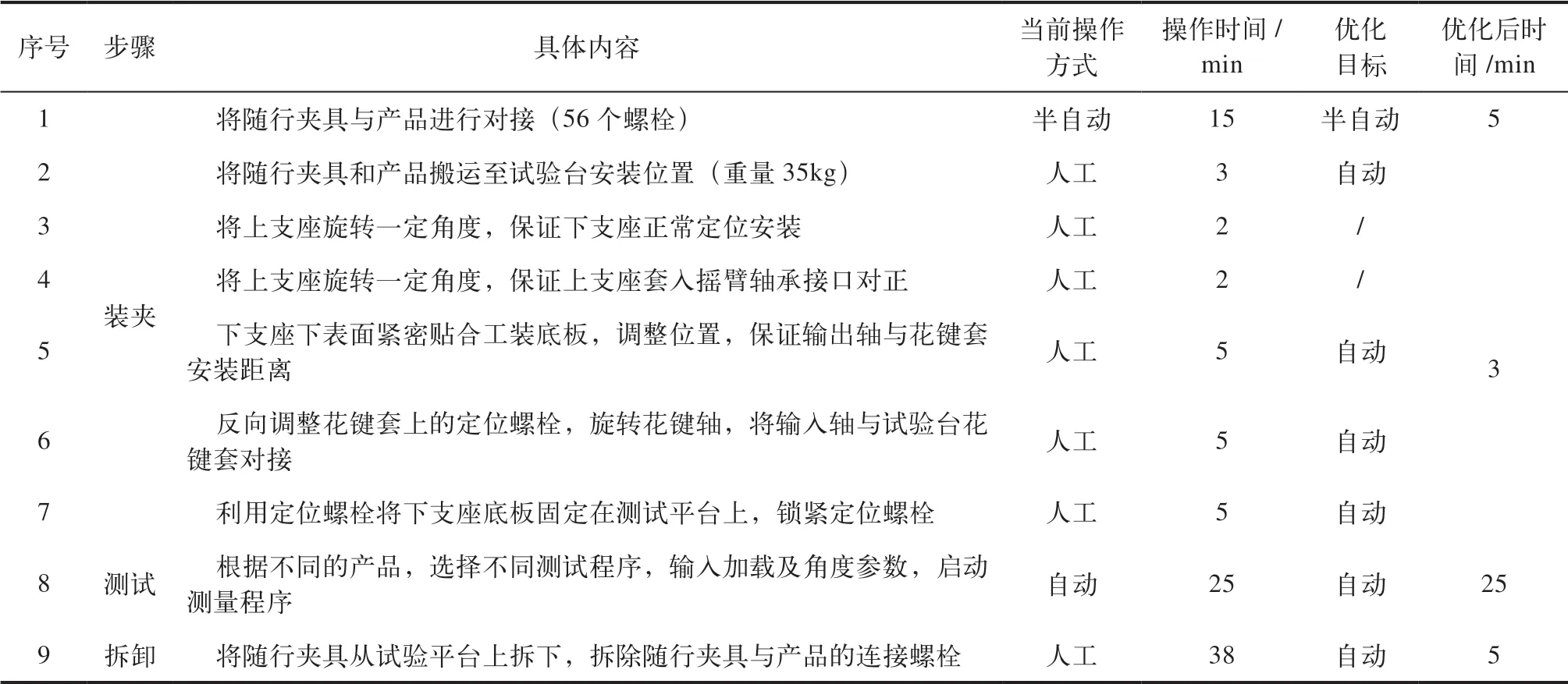
表 试验台自动化改造前后对比
4 结束语
通过自动上下料减少试验前的准备时间,可大幅提高产品测试效率,减少因生产任务冲突带来的试验台瓶颈问题;通过对试验台测试系统进行适应性改造,与生产线管控系统进行集成,实现试验数据的自动采集与上传,并自动生成电子履历;对试验台放置相对集中的厂房,具备机器人代替人工上下料的环境基础,可以进行大批量改造,大幅降低产品试验的拆卸时间。
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
装备制造技术(2020年1期)2020-12-25 05:18:10
制造技术与机床(2019年8期)2019-09-03 01:15:02
制造技术与机床(2018年12期)2018-12-23 02:41:02
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2018年11期)2018-11-23 01:08:02
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
工业设计(2016年7期)2016-05-04 04:02:44
江西煤炭科技(2015年2期)2015-11-07 03:10:00
