
LVD先进折弯技术在钣金行业的应用
2022-12-18 05:04李朝富埃威迪黄石数控技术有限公司
钣金与制作 2022年11期
文/李朝富·埃威迪(黄石)数控技术有限公司
成立于1952年的比利时LVD公司是全球知名的钣金设备制造商,其产品线涵盖范围非常广,包括激光切割机、冲床、折弯机、剪板机以及配套的软件(数控软件、离线编程软件和生产管理软件)和配套自动化(单机自动化和整厂自动智能制造)。 折弯机作为公司的主打产品,LVD可提供40吨到3000吨的全覆盖范围的折弯机,对于精密折弯和自动化折弯有着许多独特技术和应用。
自主研发的强大的数控系统
LVD自八十年代开始自主研发折弯机数控系统,目前最新一代折弯机数控系统Touch-B,采用19寸图形化操作界面,功能强大、操作简单。既可在机编程,也可离线编程,在线传输程序。Touch-B数控系统可以通过屏幕的三维画面引导折弯工安装模具和折弯工件的定位。
Touch-B数控系统可以适应各种折弯机和折弯场景,例如LVD为大飞机机身折弯定制的Synchro-Form 1000/122的大型自适应折弯机(图1),此折弯机有200多个数控轴控制每小段上模下压深度,即使折弯铣了很多键槽且厚度不均的航空合金铝板材,Touch-B数控系统也能轻松胜任,折出完美的弧度。

图1 LVD大型Synchro-Form 1000/122折弯机
强大的离线编程软件
LVD折弯离线编程软件CADMAN-B,可快速对导入的二维或三维图纸进行分析,选择少数几个参数后即可对折弯自动编程,通过网络发送到折弯机的数控系统Touch-B进行折弯。除了折弯编程外,CADMAN-B软件还有一大功能是可以对三维工件进行精确地展开。
实际三维工件的展开尺寸不光跟材料有关系,还跟折弯角度、选用的模具有关。所以LVD不是采用两倍板厚或DIN 6935标准来计算折弯展开补偿量,而是自动调用数据库的实测折弯补偿数据来自动计算出折弯展开补偿量。LVD几十年的折弯经验形成了具有海量数据的材料特性数据库,三维工件的展开自动调用数据库的参数,展开尺寸能做到精准无误。而且数据库是开放式的,如果有新的板材可以通过实测数据对数据库进行补充。
表1集中列出了几种不同材料、厚度和下模开口对应三种不同计算方法下计算出的折弯补偿量。

表1 几种不同材料、厚度和下模开口对应三种不同计算方法下计算出的折弯补偿量
折弯角度精度的保证
CNC全长连续机械挠度补偿
折弯工件时数控系统自动核算工件折弯所需吨位,伺服电机控制上下两个楔形块的相对位移来自动调整挠度补偿量,确保工件折弯时上下模间距全长相同,可得到全长一致的折弯角度。CNC机械挠度补偿不同于液压挠度补偿,无需进行液压系统维护或校正,而且补偿是全长连续的。更重要的是,CNC机械挠度补偿折弯短的厚板能力优于液压挠度补偿。
独立的滑块位置测量
从工作台两边各引出一独立的C形支架至油缸下方的滑块并安装海德汉光栅尺,见图2,以精确测量和控制滑块的下压深度,获得精确的折弯结果。滑块位置控制的精确度不受折弯时C形开口立柱变形的影响,无需其他额外的复杂且不精确的补偿。

图2 装在独立C形支架上的滑块位置测量装置
EASY-FORM自适应折弯技术
LVD二十多年前取得了专利的自适应折弯技术——采用激光实时测量和控制工件的折弯角度,不同于传统的自由折弯控制滑块下压距离来间接控制工件的折弯角度,EASY-FORM自适应折弯技术(图3)是直接通过检测和控制工件的折弯角度反过来控制滑块的下压深度。LVD激光测量系统可以保证首件即是合格成品,无需试折,降低了废品率,折弯精度可达±20分的高精度并且加工工件具有高一致性。EASY-FORM自适应折弯技术对材质、材料厚度、材料硬度、材料纹路方向的变化影响具有很好的适应性。当遇到多品种、小批量情况时,无需再进行繁琐的机床设置,有效提高了折弯机的运行效率。EASY-FORM自适应折弯技术每秒可快速测量200次折弯角度数据,在批量折弯过程中,也不会影响折弯效率。普通折弯与EASY-FORM自适应折弯工件见图4、图5。

图3 EASY-FORM自适应折弯装置

图4 普通折弯

图5 EASY-FORM自适应折弯
专利的Stone下模
LVD的下模与普通下模的单圆弧模肩不同,如图6所示,模肩采用Stone渐变圆弧技术使板材更加平稳地以受最小摩擦力下滚入下模,可有效防止板材划伤,减少下模磨损,最大化减少板材折痕,并可提高加工精度,以及减少折弯力。

图6 LVD的Stone下模减少滑动摩擦
折弯模具自动更换技术
多品种、小批量生产是当前折弯加工的主流,而且工件的复杂程度和折弯精度要求越来越高。所以折弯机的模具需要经常更换,而且对折弯角度控制技术也有更高的要求。LVD为应对市场需求,适时研发出了EASYFORM自适应折弯技术的自动换模折弯机TOOLCELL。通过离线编程软件编好折弯程序后,TOOLCELL折弯机可通过扫码或人工调取Touch-B数控系统中的折弯程序并自动选择和更换折弯模具,见图7。折弯工准备材料到折弯机后可直接折弯工件,而无需折弯工选择相应的模具并安装到位。

图7 自动换模折弯机TOOLCELL
自动化折弯
为应对规模化生产,几台折弯机可以连成生产线。根据有无人员参与,可以分为半自动化生产线和全自动化生产线。半自动化生产线一般物料流动是自动的,工件折弯是人工操作;全自动化生产线物料流动和折弯都是全自动的。全自动折弯线折弯可以通过伺服驱动操作定位板材折弯或机器人操作板材折弯,机器人自动折弯应用柔性化更高,所以应用更为广泛。
图8是一个典型的机器人折弯布局图,包括折弯机、机器人(含地轨)、原材料托盘、成品工件托盘、定位台、翻转辅助台、模具库和抓手库。可根据实际需要选择是否配模具库和抓手库,原料或成品也可做成物流输送线。

图8 典型的机器人折弯系统布局图
自动化智能折弯单元
机器人自动化折弯最大的痛点在于新工件的编程和调试(示教),所以行业里一直有种观念就是只有大批量的生产才适合自动化折弯,中小批量的生产自动化折弯不划算。LVD联合KUKA公司一起研发了一套将折弯机和机器人的软件和硬件有机结合的系统,将折弯机和机器人的程序通过离线编程软件自动编程并模拟,且无需进行机器人示教,可以直接启动机器人编程。一个新工件从拿到图纸到机器人批量折弯只需要二十分钟就可以完成。当然也不是所有工件都适合自动折弯,比如批量实在很小或工件定位非常复杂,人工折弯可能更为快捷方便。所以,该智能折弯单元也兼顾人工手动折弯,一键即可快速切换模式,而且折弯机前面有比较开阔的操作空间。
LVD目前可提供两款智能化折弯单元DYNACELL(配折弯Dyna Press 40/15 Pro)和ULTIFORM(配折弯TOOLCELL 135/30),见图9、图10。

图9 智能化折弯单元DYNACELL

图10 智能化折弯单元ULTIFORM
大型板材的自动化折弯
大型板材折弯的操作和定位难度大,劳动强度大,有安全隐患,而且折弯工件精度控制难。LVD为此开发了SYNCHRO-FORM自适应折弯机(图11),折弯机按需配了多对SYNCHRO-FORM模块,这些模块可以抓取和定位折弯板材,并对每一刀折弯进行实时检测和补偿,SYNCHRO-FORM折弯精度见图12。此折弯机的优势如下:

图11 SYNCHRO-FORM自适应折弯机
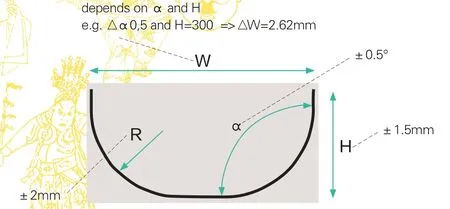
图12 SYNCHRO-FORM折弯精度
⑴节省超过50%的板材加工时间;
⑵板材的自动定位,抓取和实时在线角度补偿;
⑶无需人工操作板材;
⑷提供更安全的工作环境;
⑸离线编程,在线传输;
⑹典型应用: 起重吊臂、多边形体工件、多弧度壳体等。
未来的自动化智能折弯
除了前述的两款自动化智能折弯单元(DYNACELL和TOOLCELL)外,目前其他自动化折弯需求暂时还只能采用普通的机器人自动化折弯。但随着LVD在今年年初成功收购KUKA自动化+机器人公司的解决方案业务部门,成立了LVD机器人解决方案公司,后续会推出更广泛的机器人自动化智能折弯单元。新公司将在LVD公司钣金加工方面的丰富经验基础上,结合KUKA的机器人专业能力,为客户提供快速编程,无机器示教,高产出率,带来更多“图纸到工件”的快速成形解决方案。


金银色脸谱代表各种神怪形象,主要代表人物如来佛、二郎神等。

戏剧剧种:京剧
代表人物:孙悟空
行当界定:副净
颜色标签:威仪、英勇无敌
人文影响:神通广大的神怪天花板
诗风解读:银光烁烁大圣容
地狱改命戏海龙
三味真火炼神通
一棒金箍闹天宫
猜你喜欢
——WILA气动夹具系列
钣金与制作(2021年11期)2021-11-24
防爆电机(2021年4期)2021-07-28
铁道通信信号(2020年6期)2020-09-21
机电元件(2020年4期)2020-08-31
湖北农机化(2020年4期)2020-07-24
铁道通信信号(2019年3期)2019-04-25
制造业自动化(2019年1期)2019-01-19
橡塑技术与装备(2018年21期)2018-11-13
中成药(2018年2期)2018-05-09
制造技术与机床(2017年7期)2018-01-19
