
丝束包装及丝包高度对滤棒压降的影响与改进措施
2022-12-05 08:53钟华
中国科技纵横 2022年20期
钟华
(广东中烟工业有限责任公司广州卷烟厂,广东广州 510385)
0. 引言
滤棒制作的主要原料包括烟用丝束、成形纸等,经过卷曲、切分、加工等环节制成。其主要作用是:过滤掉烟气内的有害物质;优化烟支的外观,以免烟丝与烟末留在嘴上;控制每支烟的烟丝添加量,控制材料成本。
1. 滤棒压降的影响因素分析
1.1 打包压痕
在丝束卷曲的影响下,会令丝束在受到高压压缩的状态中发生回弹,造成捆绑包装带,其把边角位置出现下陷形成勒痕。在滤棒加工中,使用勒痕位置的丝束,因丝束受到相对更强的拉扯作用力,导致滤棒烟气喂入量减少,压缩空气值不稳定,滤棒压降会随之下降,标准偏差变大。以醋纤丝束为例,其一,其卷曲数对于滤棒制作的影响。丝束借助卷曲机辊压与压板压力等作用后,出现卷曲状态,能起到过滤烟气的效果,合适、均匀的卷曲数,可以保障滤棒压降稳定。但如果卷曲数增加会导致纤维之间的摩擦力与静电干扰加强,令开松难度提高。反之,如果卷曲数不足,纤维之间的抱合力度有限,无法组成完善的网状结构,丝束比较容易开裂,导致滤棒压降以及烟气过滤水平都发生明显下降。
1.2 断裂强度
所谓的断裂强度就是匀速拉开丝束,直到完全断开,在断开时承受的拉力限值,和丝束线密度之间的比值,单位是“N/Ktex”。醋纤丝束的断裂强度也有一定要求,如果强度偏高会提高到开松比,相应抗拉伸强度偏低,引发烟丝断裂。而丝束在制作滤棒期间,要始终处于合适的断裂强度区间内,保障丝束包装制作滤棒,以免发生“飞花”的现象[1]。
1.3 丝束水分
丝束水分是指丝束内的水分含量。这些水分的主要来源是生产加工期间进入的游离水。在实际生产中,会利用调节干燥机的温度参数,实现对其包装水分含量的控制。适宜的丝束水分,可以在加工滤棒期间,控制烟丝“飞花”,保持滤棒水分、硬度及压降的稳定。
1.4 丝包高度
使用滤棒成型机加工期间,丝束包高度在不进行任何调整的情况下,会持续降低。而在丝包高度下降中,生产机台操作人员需按照检测反馈的生产信息,逐渐增加机组的喂料比,这样能增加填丝量,始终使滤棒压降为维持在适宜的规格范围中。以某成型车间的4台ZI26机组为例,在滤棒压降指标的情况下,统计成型机喂料比在丝包上、中、下部分的变化情况,探究对压降的影响,如表1所示。根据表中数据可知打包高度和滤棒压降之间的关系,当丝包高度逐渐降低,丝束带提取长度随之延长,悬挂段自重相应提高,制作出的滤棒重量就会下降,从而造成滤棒压降降低。对此,生产作业人员应及时调节喂料比,作为滤棒重量变轻的补充,总之,打包高度和滤棒压降具有线性关系。
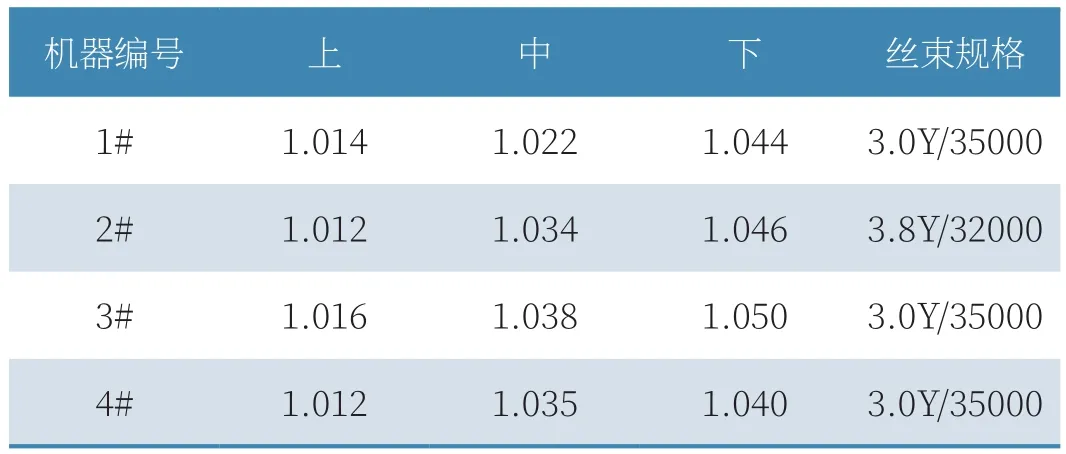
表1 丝包使用过程喂料比统计
在成型机参数固定的情况下,随机抽取2#设备的生产数据进行统计,在丝包高速每间隔200mm的距离,对5个滤棒压降值进行检测,并计算出平均值,数据如表2所示。结合滤棒生产特点,丝包高度对于此项压降存在负面干扰,加工制作中,在丝包高度持续下降中,要求通过人工加以干预,利用改变生产机组参数完成有效修正[2]。
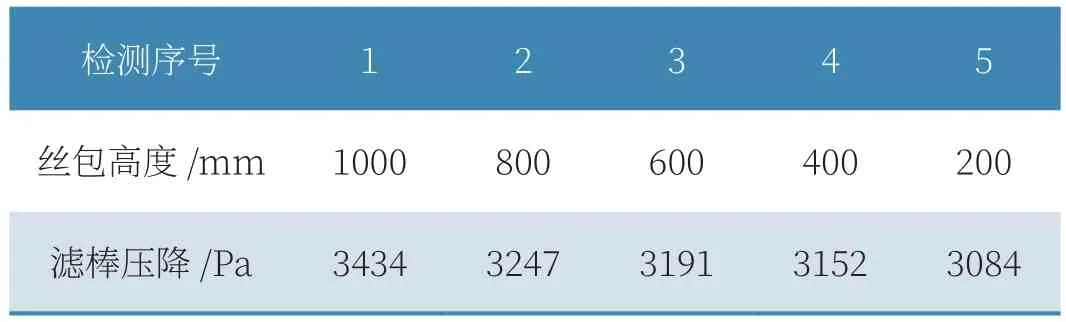
表2 机组丝包高度与压降统计
1.5 其他因素
首先,丝束截面形状。最佳的截面状态是,丝束呈现出适宜的蓬松度以及比表面积,这样才能保障滤棒产量与过滤水平、压降。其次,油剂含量。适当添加油剂能加强丝束本身的可纺性,并弱化丝束处于高速运动中承受的摩擦力,减少静电,控制“飞花”。再次,丙酮的残留量。在生产活动中,丙酮是一种溶剂,负责溶解醋片,包装好的丝束内部,丙酮含量需尽可能少。如果其残留量太多,容易导致丝束形成异味儿。最后,二氧化钛。在丝束内适当使用二氧化钛,能起到消光与增白的效果,一旦含量太大,会干扰丝束“飞花”。
2. 改进滤棒生产质量的举措探析
2.1 加装吸阻稳定设备
丝束打包压痕以及丝束带高度等包装条件的变化,都会对滤棒制作品质有所干扰,总的来说,各项影响因素的最终作用点均落在喂料稳定性方面。而为改进生产品质,就应保障喂料稳定,假设通过在生产机组上额外装配一组吸阻稳定的设备,便可降低大多数干扰因素的影响力,使得滤棒在来到成型环节之前,便把不良因素有效消除。如此,丝带成型制作质量的稳定性就不会被包装过程的各项变数所干扰,实现均匀喂料,合理管控吸阻的差值,达到优化滤棒压降的效果。
2.1.1 改进方法
因为丝束包装工艺和制作加工期间丝包高度持续下降都属于必然发生的事情,为降低其对于滤棒压降的干扰程度,仅能选择在前期送丝环节中控制拉扯力。根据此改进思路可以开发一组吸阻稳定设备,借此先拉升丝束,之后转移到成型机内,该装置结构如图1所示。另外,为提高滤棒生产过程的可控性,需要对丝束送入环节进行全过程的监控,利用传感装置实时掌握丝束张力情况,生产操作技术员便可将反馈数据当成作业依据,及时调整丝束拉升动作的速度,令其的张力始终处于合适的区间内进入成型机中。
上述的改进方法运行原理:滤棒吸阻稳定设备的使用操控流程为,先把生产系统进行初始化处理,通过人机交互设备反馈的信息设置输入控制命令;主控制模块主要面向通过人机交互录入的设置内容、传感器收集反馈的速度信息与张力信息,在计算机的运行下自动完成信息处理;主控制模块结合信息处理分析结果,给系统伺服驱动器发出相应执行技术参数;伺服驱动器按照接收到的技术参数信息,令丝束牵引执行机构启动运行,以此达到对送丝速度与松紧度进行有效管控的目的。
2.1.2 改进效果
对于在制作加工机组中,额外连接一套吸阻稳定设备的改进方法,需通过检查测试的方式,评估该方法的改进效果。主要衡量指标包括:其一,对比有无勒痕位置的滤棒压降实际标准偏差情况;其二,分析丝束包装与丝包高度和滤棒压降之间的关系规律。通过生产测试的考评结果为:丝束包装上,对比有无勒痕位置等方差发现,二者差值并不大,这说明丝束包装上有无勒痕,在滤棒压降方面的偏差没有明显区别;而丝包高度参数和滤棒压降之间的关联分析,同样是并不明显的状态[3]。
在对比有无勒痕位置的滤棒压降偏差情况中,结合相关数据分析来看待,等方差检验P值都在0.05以上,所以应当认同标准偏差相等的基本假设,也就是丝束包装是否存在勒痕,对于滤棒压降偏差没有明显区别。相关人员在丝包高度和滤棒压降的关联性上,可借助Mintab程序进行统计分析。在机组通过改进后,丝包高度与滤棒压降低相关系数是0.58,检验P值是0.079,远超过0.05,这意味着丝包高度和滤棒压降在经过改进处理后,二者的关联性基本解除。由此能得出,额外装配吸阻稳定设备能达到稳定滤棒压降的目的。
2.2 优化丝束控制方式
通过控制丝束,达到优化滤棒制作品质的目的,结合笔者相关经验,认为可通过设置自动平衡设备、新型喷嘴等方式加以优化,最大程度上控制滤棒品质起伏。
其一,丝束张力方面。在加工滤棒中,丝包会被水平放于成型机的提拉辊处,在丝包高度持续降低中,丝束和提拉辊的间距会相应加大,令提拉高度上升。因为丝束重量与相互之间存在的拉力影响,其开松状态会在提拉高度上升中不断加大,滤棒成品质量因此出现变化。针对该问题,可把原本的地秤用自动平衡装置代替,后者由固定与升降两个工作台构成,二者处于平行状态,各自由若干辊筒组成(如图2所示)。在生产启动后,丝束通过工作台取得撑托,并借助光电传感装置操控,让升降工作台跟着丝包进行升降动作,并一直和丝包顶部高度持平,继而确保丝束提升张力得到全程控制,消除此方面对于生产品质的干扰。
其二,打包应力方面。在该类生产活动中,丝束是原料的一种,通常是在完成打包处理后,以丝包的形式输出,所以,在滤棒成型以前,应当开松丝束,此环节的实施质量,对于滤棒压降以及其硬度等都有直接性的影响。传统KDF成型机,其配备的开松系统中,包含多个开松装置以及预张力辊与速比辊等。其中的预张力辊可视为张力稳定装置,但实际生产中因为丝包各处受力程度波动明显,尤其是低端与顶端会被打包应力干扰,造成丝束带上升期间要面临巨大的张力波动,所以只安排预张力辊完成压力控制,显然无法全面应对丝包整体的张力起伏,造成滤棒压降稳定性下降。对于该情况,丝束牵伸环节中,可添加张力调节辊,在丝束通过两道调节关卡后能提高丝束分布的均匀性,继而降低张力波动,实现控制滤棒质量的目的。
其三,送丝喷嘴方面。在最初的喷嘴构件处,是利用压缩空气,由侧面入口进到腔体内,并经过不断压缩,气体通过环缝中,无论是流量还是流速,均存在不均匀的问题,再加上空气环流容易造成丝束加捻,由此造成滤棒品质下降。对此的改进方式是:把腔体内部分成若干通道,以加强对流动气体分布的控制效果,降低空气环流的形成概率。在由此实现在用气量一致的前提下,形成0.08MPa~0.12MPa的负压,降低丝束在喷嘴处承受的阻力,令丝束制作水平及效率能够有效延伸,扩大其可用的范围,并保障丝束始终处于均匀分布的状态中,缩小滤棒加工品质的起伏区间[4]。
2.3 包装方法的改进建议
采用短纤维大打包进行打包改造,在不影响打包机原本功能的情况下,对丝束打包功能进行改造,使短纤、丝束两种打包功能可以独立使用。该项改进方案需要编制两套程序,利用开关进行切换。在短纤维打包时,工艺提资为丝束总旦数200万旦,丝束速度为20m/min,丝束宽度为300mm。具体措施如下。
(1)将丝束经后处理输出向上引,从二楼绕过打包机,从打包机后侧引到前侧,避开楼板下的梁,向下引到落棉箱的前方;在原本打包机预压侧落棉箱前方平台上安装铺丝装置;铺丝装置专门应用到丝束打包中,由可旋转机架、横移铺丝架、纵移落丝槽构成。
(2)将原落棉箱前方封板拆掉,变成两扇能够开关的门,也可替换成其他的落棉箱,将门开启后用于丝束打包,将门关闭上可用于短纤打包。
(3)在短纤打包期间,可将铺丝装置顺时针旋转90°,使其位于备用位置。
(4)将原本落棉箱前方平台垫高、加长、加宽改造,使铺丝装置安装和运行需求得到满足;在改造中将铺丝速度调整为200m/min~280m/min,支持变频调速。
(5)在两个压缩箱上增设机构,在丝束打包时将止棉器撑开,使其始终处于开启状态,便可投入使用,由此实现包装方式的改进。
3. 结语
通过本文分析,丝束包装与丝包高度在影响滤棒压降的干扰性上,属于客观存在的。为保障滤棒生产的质量,仅能通过强化压降稳定性的角度入手,经过上文提出的多项改良思路,确实能有效控制标准偏差的起伏,实现生产过程控制。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
科技与创新(2020年16期)2020-11-29
制造技术与机床(2018年9期)2018-09-19
汽车实用技术(2017年24期)2018-01-24
中国铸造装备与技术(2017年3期)2017-06-21
诗林(2016年5期)2016-10-25
中国造纸(2015年7期)2015-12-16
设备管理与维修(2015年11期)2015-03-16
湖南工业大学学报(2014年1期)2014-05-06
中国烟草学报(2012年1期)2012-04-09
