
分切机的控制技术及系统设计探究
2022-12-05 08:53孟友彬廖界丰
中国科技纵横 2022年20期
孟友彬 廖界丰
(海盐吉龙机械股份有限公司,浙江嘉兴 314312)
分切机是印刷行业应用的重要装置,主要完成纸张的分切控制,不同的纸张分切机适用于不同的纸张生产情况。例如,某些纸张分切机适用于牛皮纸以及干胶纸的纸张切割。在现代印刷制造工业生产中,对于印刷制造的生产效率十分重视,所以分切机开始朝自动化控制方向发展,利用现代自动控制技术能够有效提升纸张分类切割机的工作效果。另外,在自动化技术不断更新发展的大背景下,相关专家也提出了对分切机控制技术进行创新研究的思路,设计应用纸张分类分切机的自动控制系统,进一步提升分切机的工作精度和工作效率。
1.纸张分切机简要分析
纸张分切机是现代印刷行业中应用的关键装置,对于印刷工业生产有重要的作用。在纸张分切机应用的过程中,其主要的功能是将宽幅卷筒纸张分切为宽度不等,直径不等的纸张,从而满足印刷生产对纸张规格的不同需求[1]。
纸张分切机在应用过程中,是依靠各结构协调生产而完成各项工作,主要包括机架传动结构、放卷结构、收料结构、张力装置、牵引结构、分切刀架、废料收卷与排放等组成,不同的结构具有不同的功能,最重要的装置就是控制系统。为了应对现代化工业生产的需求,纸张分切机开始应用计算机控制系统或自动化控制系统,控制系统是发送指令的核心结构,控制着整个装置的生产。在装置的应用过程中,纸张分切机控制系统发送指令,将原材料固定在放料轴上,放料轴的一端装有电机张力控制器来恒定原材料所需的张力,经过一对橡胶辊来牵引原材料,经刀片切割成若干条,再经过各导辊导引至A、B收卷轴进行收卷成品。它的传动由主电机带动牵引辊及收料轴同步运转而达到牵引走料及成品收料的目的。
纸张分切机控制系统设计应用后,纸张分切机系统能够自动进行分切完成工作并且系统的工作精度也得到了优化调整,通过参数的综合精度管控才能够提升分切机的应用效果。所以,在现代纸张分类分切机研究过程中,针对分切机的控制技术和系统研究是整个分切机应用研究的关键方向[2]。
2.纸张分切机控制技术探讨
纸张分切机控制技术是纸张分切机装置使用过程中的关键技术,该技术的应用是整个分切机运行管理的核心。而在实际的分切机优化研究过程中,针对控制技术进行深入研究也是技术优化的突破口。以下是本文对分切机控制技术的全面研究。
(1)现代纸张分切机控制技术的核心是PLC。PLC是逻辑编程控制器,是一种微型计算程序控制模块,具有自动控制、逻辑编程、数据信号接收和发送等多种功能。PLC技术是现代电气自动化设备中应用的核心技术,对于自动化技术的应用起到关键的作用。在纸张分切机控制技术中,PLC自动化控制技术能够有效地控制技术应用效果。在整体的控制过程中,PLC技术能够按照控制需求设置各种控制流程,其中包括分切机启动控制流程、分切机停止控制流程、分切机参数变化控制流程以及分切机的运行更改设计流程等相关内容,通过对分切机的流程控制保证分切机的应用效果。所以,从自动控制原理角度而言,分切机的PLC控制技术才是整个装置的核心控制模块。
(2)分切机控制技术研究过程中,需要做好运行动力的绝对控制,在整个分切机运行中,分切机运行主要包括直接控制技术、间接控制技术两个方面[3]。首先,直接控制技术应用具体是指在分切机装置运行时,采用张力传感器对分切机的运行数据进行直接获取,并且利用张力数据为参考,直接完成闭环控制,实现对装置的直接控制。其次,分切机应用过程中,包括间接控制技术应用,在间接控制过程中,不采用传感器作为中间装置,而是对分切机不稳定影响因素进行控制,在分切机的总体控制过程中,需要落实好分切机的全面不稳定控制,最终控制分切机的应用效果。在整体分切机的运行控制时,需要综合管控分切机的运行效果。同时,间接控制技术应用也是通过分切机的运行差值控制,完成各项运行分析控制。
3.纸张分切机控制系统设计分析
通过对纸张分切机系统以及控制技术全面分析发现,纸张分类分切机的控制技术主要是依靠PLC技术进行核心控制。所以,在现代纸张分切机控制系统设计中,以PLC技术为核心进行设计非常关键,能够良好地实现自动化控制模块,保证自动化控制质量。在分切机控制应用中,还可以严格落实好各项系统设计质量。在整体进行系统设计时,需要以PLC技术为核心进行设计,以下是本文提出的一种纸张分类分切机控制系统设计思路。
3.1 系统的总体结构设计
在PLC分切机系统的设计过程中,完成分切机的整体结构设计非常关键,能为后续的系统设计打好基础。在本文进行设计中,系统的总体结构主要由传输结构、伺服驱动结构、回旋切割结构、触摸屏结构、PLC定位结构,以及变频装置结构等组成。
(1)传输结构的主要功能就是完成纸张的运送,了解传输结构,才能够保证纸张运送良好,为后续的工作做好准备。
(2)伺服驱动结构,主要是负责系统的驱动动力生成,刀具的回旋等都由驱动系统提供动力。
(3)触摸屏模块。触摸屏模块是系统的关键结构,主要负责系统的操作,人机交互,系统参数更改等,
(4)PLC定位模块也是系统的核心模块,在整个系统进行设计过程中,各模块的核心设计十分关键,在整体的系统设计应用过程中,PLC不仅具有定位功能,还具有核心指令发送功能。
3.2 系统硬件设计分析
在PLC分切机控制系统进行设计过程中,完成对分切机的硬件设计非常重要,对实现整个系统的控制功能有非常关键的作用。在本次系统设计中,硬件设计十分重要。以下是对系统的硬件设计进行分析。
(1)系统硬件设计中,包括对PLC装置的核心硬件设计,通过硬件设计提升设计效果。在整个硬件设计过程中,需要对设计进行综合管控。在本次PLC设计过程中,选择(西门子S7-1200)可编程逻辑控制技术,并且在整个PLC设计过程中,增加了一个公用CPU模块、设置了硬件电源模块,同时采用16点数字量输出技术和8点的数字量输入和输出模块,完成各项信号采集工作,确保系统应用良好。后期数据处理模块设计应用ARM架构的32微处理器,在该处理器的接口设计应用中,320X240以及STNLCD显示屏接口,同时也设计无线模块接口,从而实现整个模块设计。另外,在整个模块设计中,仪器选择3个16位定时器、16位PWM波输出、设计了27-5.25V 3V低能耗的电源装置。PLC的硬件设计主要选择FLASH储存器以及SDRAM储存器等模块,两个不同的储存器模块,可以实现储存器的储存设计。
(2)系统硬件设计中,包括张力传感装置的设计应用。在整个结构进行设计过程中,采用了不同的结构参数,并且在整体进行设计时,选择应用LX—030TD型张力传感器。
(3)系统设计过程中,针对变频装置进行了设计。应用A-352型号的变频调速装置,在该装置的应用过程中,能够实现0m/min~500m/min的变频调速。该变频调速装置的变频调速区间比较大,变频调速控制效果也比较合理,具有良好的稳定性,保证了变频调速质量[2]。
3.3 系统的张力控制设计应用
在分切机软件控制设计应用过程中,张力的综合控制设计十分关键,能够提升张力设计效果,张力控制模式也是整个分切机软件操作的重要环节。在这个张力进行控制实施过程中,其软件按照位置控制器、被控对象、张力模型构建、摆渡控制、电位控制等多项流程进行工作,在此工作模式下,能够实现分切机的具体操作。在设计软件流程时,针对整个软件的流程进行分析,首先放卷牵引部分设置了张力参数,在纸张进入到系统后,根据传感器了解到张力,并且通过系统的总体程序控制完成放卷电极的转速调整,按照纸张的大小完成分切控制[4]。在本次系统软件设计中,针对软件流程进行设计如下:
(1)软件系统开始工作。
(2)自动启动系统工作。
(3)检测拨叉指令。
(4)了解数据通信。
(5)给定缓冲储存器、开始配置继电器装置。
(6)开始设置转速分切指令。
(7)完成扭力计算分析。
(8)计算转速。
(9)调整扭矩。
(10)构建分切机复卷轴静态动力方程。
系统工作过程中按照上述工作流程开展各项工作,确保分切机控制系统应用良好,提升应用效果。
3.4 完成系统的主要功能设计
在本次PLC纸张分切机控制系统设计过程中,ZTM-A纸张分切机地控制应用十分关键,能够提升分切控制效果,确保控制应用合理。以下是对本次分切机的主要功能设计。
(1)分切机适合于分切不干胶纸、牛皮纸、水松纸、内衬纸等各种纸张分切作业。
(2)整机由PLC集中控制(四电机)并采用触摸屏人机界面对整机进行集中操作。
(3)放卷采用电机,由PLC自动计算卷径实现恒张力控制。
(4)牵引控制由一台矢量变频电机驱动,实现恒线速度控制,并有效地隔断收放卷张力之间的影响。
(5)收卷传动采用两台矢量变频电机驱动,由PLC自动计算卷径实现收卷张力锥度控制。
(6)放卷采用液压式自动上料装置,适合无行车之车间,可节省人力及缩短上下料时间。上料方式有轴上料和无轴上料两种选择。
(7)EPC纠偏装置可准确控制端面精度,光电或液压纠偏可选。
(8)系统具有启动缓冲、停车放松、计米定长、定速、卷径运算等分切功能。
另外,以表1为本次系统设计的具体参数。
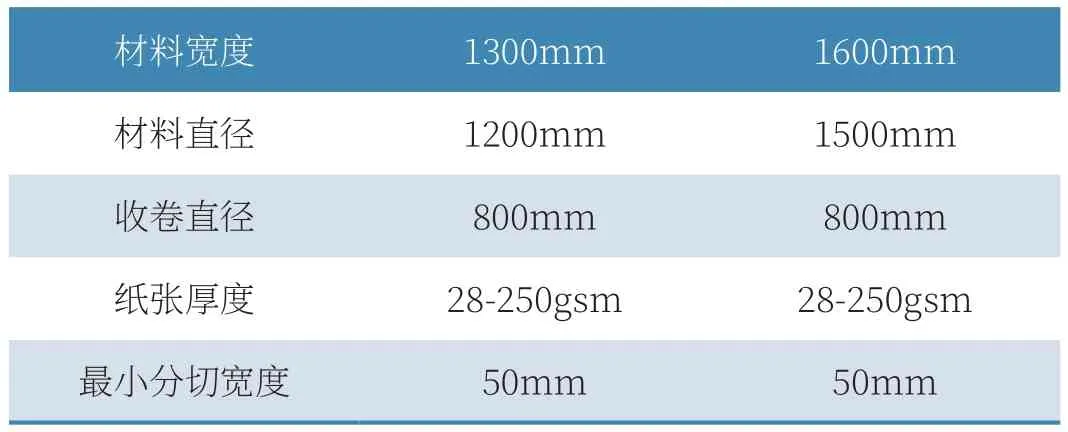
表1 分切机控制系统参数分析
4.纸张分切机控制系统实现探讨
本次进行纸张分切机控制系统的全面设计,是为了验证本次系统设计的合理性。在本文研究过程中,针对系统进行了具体实验,并按照上述设计进行设备选型和还原,对系统工作过程中的张力进行测试分析,分别测定不同调试状态下的张力值,从而了解到系统张力运行效果[5]。
(1)在本次实验中,针对电气比例阀100MPa下的张力数据进行测定,其张力均值能够达到2.7kg。
(2)在本次实验中,针对电气比例阀500MPa下的张力数据进行测定,其张力均值能够达到2.9kg。
(3)在本次实验中,针对电气比例阀1000MPa下的张力数据进行测定,其张力均值能够达到3.6kg。
(4)在本次实验中,针对电气比例阀1500MPa下的张力数据进行测定,其张力均值能够达到4.2kg。
通过张力值测定分切控制效果实验,该系统具有良好的分切控制能力,证明了该系统的设计合理性。
5.结语
本文全面研究了纸张分切机控制系统设计,希望通过本文的设计研究对纸张分切机控制系统的设计应用有所帮助。
猜你喜欢
中国造纸(2022年9期)2022-11-25
中国造纸(2022年8期)2022-11-24
造纸信息(2021年3期)2021-04-19
生活用纸(2020年9期)2020-09-07
电子制作(2019年7期)2019-04-25
照明工程学报(2016年3期)2016-06-01
电测与仪表(2014年1期)2014-04-04
固体火箭技术(2014年5期)2014-01-16
