改善食品包装纸浆模塑材料的机械性能研究
2022-11-24 09:43张红杰赵雨萌胡小莉
中国造纸 2022年8期
程 芸 张红杰,* 张 雪 赵雨萌 胡小莉
(1.中国制浆造纸研究院有限公司,北京,100102;2.制浆造纸国家工程实验室,北京,100102)
随着网络经济的高速发展和生活节奏的加快,外卖已然成为主流的就餐模式之一,尤其在新冠疫情防控期间,人们对快餐食品的消费越来越多,快餐业的飞速发展使一次性快餐餐具的需求迅猛增长[1-2]。据报道我国一次性塑料餐盒的消耗量从2017年的198亿个增长到2019年的402亿个,成为全球最大的一次性塑料快餐盒生产、消费国[3]。一次性塑料材质快餐盒在生产过程中需要消耗大量的石油、煤炭等不可再生资源,处理方式主要以填埋和焚烧为主,填埋处理不仅浪费大量土地,同时又很难自然降解;焚烧后会产生破坏大气臭氧层的物质[4];最近,荷兰阿姆斯特丹自由大学的研究人员首次在人类的血液中发现了微塑料[5],一次性塑料餐具不仅使人类赖以生存的生态环境遭到严重破坏,也严重威胁到人类健康。近些年,欧美发达国家相继出台“禁塑/限塑”政策法规,我国发改委和生态环境部也于2020年1月联合发布了新版“限塑令”,计划在2025年前利用可降解餐具替代传统一次性塑料餐具30%以上。因此,开发用于替代传统塑料材质餐具的绿色可降解食品包装用餐具已成为社会发展的必然趋势[6-8]。
食品包装用纸浆模塑餐具主要是以蔗渣浆、麦草浆和竹浆等为原料,辅以所需的防水防油剂,通过真空抽吸在带滤网的模具内成型,进一步高温高压定型制备出具有一定立体形状和功能的纸基功能材料[9]。这类纸浆模塑餐具不仅充分利用了农村秸秆、蔗渣等废弃的植物纤维资源,而且环境友好、完全可降解,在替代传统塑料材质餐具方面具有非常大的潜力。但纸浆模塑餐具存在着机械性能不足的问题,一定程度上制约了此类产品的进一步推广。本研究以漂白化学蔗渣浆制备的食品包装模塑材料为参照,采用漂白化学竹浆、漂白化学针叶木浆和漂白化机阔叶木浆部分代替漂白化学蔗渣浆,评价纤维原料特性、打浆适应性以及外添助剂等对提高纸浆模塑材料机械性能的影响,为生产高性能食品包装用纸浆模塑材料提供基础数据和技术支撑。
1 实 验
1.1 原料及仪器
1.1.1 实验原料
漂白化机阔叶木浆(以下简称阔叶木浆)与3种漂白硫酸盐化学浆(蔗渣浆、竹浆、针叶木浆)均取自河北省某造纸企业,其中阔叶木浆的木素含量约为18%~23%,漂白化学浆的木素含量小于2%。阳离子改性淀粉,购自广西农垦明阳生化集团股份有限公司;细小纤维,实验室采用漂白硫酸盐阔叶木浆进行高强度打浆后筛分制得;纤维素纳米纤丝(CNF,原料为漂白硫酸盐阔叶木浆,长径比>100,纤维直径约50~200 nm)、超低氯交联型湿强助剂(LCCS,固含量为15%),由中国制浆造纸研究院有限公司生产。
1.1.2 实验仪器
P40130 Vally打浆机,奥地利PTI公司;415510加拿大标准游离度仪,奥地利PTI公司;BBS-2凯塞纸页成型器,德国Estamit GmbH公司;MD300-30T层压试验机,临安丰源电子有限公司;DCP-KZ1000电脑测控抗张试验机、D-TDY500数显挺度测定仪、耐破度仪,四川长江造纸仪器有限责任公司;CTPC白度仪,美国Technidyne公司;912.1e纤维分析仪,瑞典L&W公司;XWY-VII-A纤维测量仪,珠海华伦造纸科技有限公司;S-3400N扫描电子显微镜,日立先端科技股份有限公司。
1.2 实验方法
1.2.1 纤维分析
(1)纤维形态及形貌分析
采用纤维测量仪观察4种纸浆纤维的形貌特征;将打浆、疏解后的纸浆纤维稀释至30 mg/L,采用纤维分析仪测量纤维的长度、宽度等指标。
(2)纤维滤水性能评价
纸浆纤维的滤水性能分别采用GB/T 12660—2008加拿大标准游离度法和GB/T 18402—2001滤水时间法进行检测。
1.2.2 纸浆模塑材料的制备
将打浆后的纤维配置成一定浓度的纸浆悬浮液,通过真空吸附使纤维均匀分布在成形网上形成湿胚,将湿胚进行常温压榨脱水,再转移至高温高压下进行热压干燥得到定量为400 g/m2的纸浆模塑材料(MFs)。
1.2.3 纸浆模塑材料机械性能检测
抗张强度参照GB/T 12914—1991测定;耐破性能参照GB/T 1539—2007测定;挺度参照GB/T 23144—2008测定;白度参照GB/T 7974—2013测定。
2 结果与讨论
2.1 纤维特性对纸浆模塑材料机械性能的影响
2.1.1 单一浆种
纤维原料的特性指标中,主要是纤维自身的尺寸和形貌特征会对纸浆模塑材料的机械性能产生直接影响。本研究分别将竹浆、针叶木浆、蔗渣浆、阔叶木浆的游离度调整至480 mL,4种单一纤维的形态及相关参数如表1和图1所示。由表1和图1可知,纤维长度从大到小依次为:针叶木浆>阔叶木浆>竹浆>蔗渣浆,竹浆、阔叶木浆的纤维长度在0~2 mm分布相对比较均匀,2~4 mm占比较高;针叶木浆的纤维长度主要集中在2~4 mm;蔗渣浆的纤维较短,杂细胞较多,长度主要集中在0~1 mm;纤维宽度从大到小依次为:阔叶木浆>蔗渣浆>针叶木浆>竹浆;长宽比从大到小依次为:竹浆>针叶木浆>阔叶木浆>蔗渣浆。
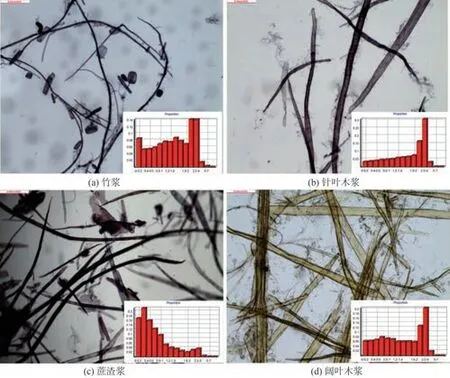
图1 4种纤维形态图(×10)Fig.1 Morphology pictures of four kinds of fibers(×10)
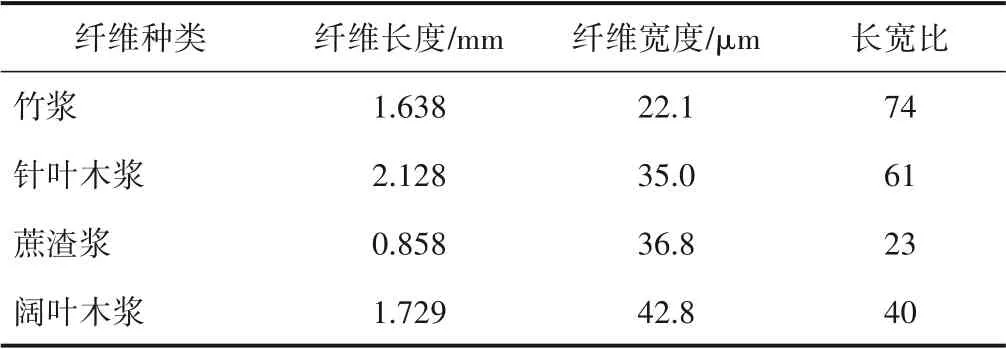
表1 纤维的形态指标Table 1 Morphological index of fibers
将4种纸浆在相同条件下分别制成纸浆模塑材料后,对其机械强度和白度进行检测,结果如图2和图3所示。由图2可知,阔叶木浆、蔗渣浆、竹浆、针叶木浆制备出来的纸浆模塑白度分别是57.9%、72.5%、82.6%、80.4%;其中竹浆制备的模塑材料白度最高;阔叶木浆由于含有较高比例的木素成分,在模塑材料加热定型时极易造成返黄,白度最低。
由图2和图3还可知,针叶木浆纸浆模塑机械强度最高,抗张指数、耐破指数、挺度分别是72.3 N·m/g、5.89 kPa·m2/g、112 mN·m,这主要是因为针叶木浆的长宽比较大,热压成型时纤维间的交织能力较强,机械强度较高。阔叶木浆次之,纸浆模塑的抗张指数、耐破 指 数、挺 度 分 别 是68.3 N·m/g、3.90 kPa·m2/g、109 mN·m,这是因为阔叶木浆中含有较高比例的木素,虽然这不利于单根纤维间的氢键结合,但在高温热压时,木素会发生一定程度的自缩合,或与碳水化合物降解产物间发生酚醛缩合,促进纸浆模塑“自我粘合”强度增加[10-11]。竹浆长宽比最大,这使其具备较好的机械性能[12-13],竹浆纸浆模塑的抗张指数、耐破指数、挺度分别是64.2 N·m/g、3.78 kPa·m2/g、109 mN·m。蔗渣浆的纤维宽度较大、长度较短,当其用于制备模塑材料时无法提供较高的机械强度,另外蔗渣浆细小组分中大多是杂细胞,不仅存在一定的滤水困难,而且这些杂细胞具有更大的比表面积,能够优先吸附所添加的不同阻隔助剂,在真空抽吸成型时,细小组分的流失不仅会对真空系统不利,还会影响材料的阻隔性能(防水、防油等)[14],蔗渣浆纸浆模塑材料抗张指数、耐 破 指 数、挺 度 分 别 为56.7 N·m/g、2.37 kPa·m2/g、97.8 mN·m。

图2 4种单一纤维制备的纸浆模塑材料挺度与白度Fig.2 Stiffness and whiteness of four kinds of MFs
2.1.2 混合浆种
食品包装纸浆模塑材料常用100%的蔗渣浆制成,但蔗渣浆的机械强度相对较低,不能完全满足高品质纸浆模塑餐盒的需求。为了提升食品包装纸浆模塑材料的机械强度,实验过程中分别采用竹浆、针叶木浆和阔叶木浆部分代替蔗渣浆。不同纤维配比在纤维游离度480 mL、热压压力0.5 MPa、热压时间60 s、温度170℃条件下制备400 g/m2纸浆模塑材料的机械性能和白度如图4和图5所示。与图3对比可知,采用其他类型的纤维原料与蔗渣浆混合使用时,其对模塑材料机械强度的提升幅度超过理论上相同比例的纤维原料对机械强度的提升能力,这说明混合使用纤维原料存在一定的协同增效作用。1#采用50%竹浆代替蔗渣浆制备纸浆模塑材料,相较于100%蔗渣浆的纸浆模塑材料,其抗张指数、耐破指数、挺度分别提升了9.9%、44.7%,7.0%;2#采用50%阔叶木浆代替蔗渣浆制备纸浆模塑材料,与100%蔗渣浆相比,其抗张指数、耐破指数、挺度分别提高了22.0%、65.8%、12.4%;3#采用50%针叶木浆代替蔗渣浆,其制的模塑材料与100%蔗渣浆相比,抗张指数、耐破指数、挺度分别提高了25.0%、13.0%、13.0%;4#采用25%针叶木浆和25%阔叶木浆代替蔗渣浆制备纸浆模塑材料,与100%蔗渣浆纸浆模塑材料相比,其抗张指数、耐破指数、挺度的提升幅度更大(抗张指数提高了22.0%~26.0%,挺度提高了12.0%~13.0%)。这充分说明针叶木浆和阔叶木浆与蔗渣浆存在显著的协同效应,长纤维的针叶木浆与短纤维的蔗渣浆混合后大大增加了纤维间交织能力,减少细小组分的过多流失;阔叶木浆虽然不能提供较多的纤维氢键结合,但在高温热压环境下其含量较高的木素发挥出“黏合剂”作用,增加纸浆模塑材料的紧度,进一步提升其机械强度。纸浆模塑材料紧度的提高,致使纤维网络的孔隙结构紧密、孔隙率降低,有助于降低液体(油和水)的渗透速率[15],这对食品包装需要的阻隔性能有积极贡献。

图3 4种单一纤维制备的纸浆模塑材料抗张强度与耐破度Fig.3 Tensile strength and bursting strength of four kinds of MFs
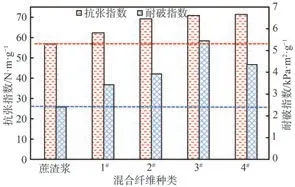
图4 不同纤维配比对纸浆模塑材料抗张强度与耐破度的影响Fig.4 Effect of different fiber ratios on tensile strength and bursting strength of MFs
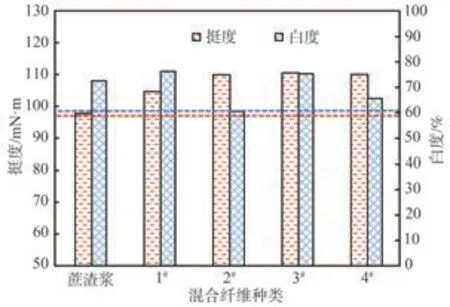
图5 不同纤维配比的纸浆模塑材料挺度与白度Fig.5 Stiffness and whiteness of MFs with different fiber ratios
由于阔叶木浆的白度偏低,因此2#配方制备出来的纸浆模塑材料白度较低为60.6%,添加竹浆或针叶木浆的纸浆模塑材料白度有所升高。总体而言,竹浆、针叶木浆的添加能够提升纸浆模塑材料的白度与机械强度,阔叶木浆和蔗渣浆可协同增加纸浆模塑材料的强度,尤其是挺度,但会降低其白度。
2.1.3 打浆程度
在浆料(100%蔗渣浆)、热压工艺条件(压力0.5 MPa、时间60 s、温度170℃)、纸浆模塑材料定量(400 g/m2)相同的条件下,不同游离度对纸浆模塑材料机械性能和滤水性能的影响如图6所示。随着浆料游离度的降低,纤维的打浆程度不断提高。当浆料游离度为580 mL时,打浆程度较弱,纤维很少分丝帚化,滤水较好,时间为41 s,纸浆模塑成型时氢键结合相对较少,纸浆模塑的机械强度偏低,抗张指数、耐破指数、挺度分别为53.8 N·m/g,2.14 kPa·m2/g、95.5 mN·m;当浆料游离度为480 mL时,纤维具有一定的分丝帚化,滤水时间为45 s,此时纤维间氢键结合能力提升,模塑材料紧度增加,机械强度增加,抗张指数、耐破指数、挺度分别为56.7 N·m/g、2.37 kPa·m2/g、97.8 mN·m;当浆料游离度为380 mL时,纤维分丝帚化明显,产生较多细小纤维,滤水时间为56 s,比480 mL游离度的浆料滤水时间延长了24.4%,此时抗张指数、耐破指数、挺度分别是54.9 N·m/g、2.22 kPa·m2/g、96.7 mN·m。打浆程度的加强能够提高纸浆模塑材料的机械强度和紧度,一定程度增加水和油脂分子渗透的阻力,延长液体分子在纤维网络中的渗透路径和时间[16],对于蔗渣浆而言考虑打浆操作对细小组分的影响,确定较合适的游离度为480 mL。

图6 游离度对纸浆模塑材料机械强度和纸浆滤水性能的影响Fig.6 Effect of freeness on mechanical strength and drainage performance of MFs
2.2 外添助剂对纸浆模塑材料机械性能的影响
外添助剂可从增补纤维间结合区域形成的氢键数目、提高纤维网络结合强度、提高细小组分留着等方面来提升纸浆模塑材料的机械强度。另外,化学添加剂还能通过降低透气度和纤维间孔隙来提升纸浆模塑材料的阻隔性能(防水防油等)[17-18]。为满足食品包装用纸浆模塑材料的安全需求,后续实验以100%蔗渣浆为原料,探讨了阳离子改性淀粉、CNF、细小纤维、LCCS对纸浆模塑材料机械强度的影响。
2.2.1 阳离子改性淀粉
图7为阳离子改性淀粉对纸浆模塑材料机械性能的影响。由图7可知,随阳离子改性淀粉添加量增加,纸浆模塑材料的各项机械强度先增加后减小,在添加量为1.5%时效果最佳,纸浆模塑材料抗张指数、耐破指数、挺度分别是65.4 N·m/g,3.04 kPa·m2/g、107 mN·m,相较于未添加助剂的纸浆模塑材料而言,分别增加了15.3%、28.3%、9.8%。这是因为阳离子改性淀粉是在天然淀粉骨架上引入叔胺基或季铵基后制备的具有阳离子特性的一种淀粉衍生物,淀粉的羟基与纤维游离羟基之间形成氢键结合从而提升纸浆模塑材料的机械强度[19]。但当阳离子淀粉添加量不断增高时,纤维体系的Zeta电位绝对值会降低,这会造成纸浆模塑材料成型时匀度变差从而影响机械强度,另外当阳离子淀粉添加量过高时,纤维体系滤水时间延长,生产效率降低。因此,本研究确定阳离子淀粉的较佳添加量为1.5%。

图7 阳离子改性淀粉对纸浆模塑材料机械性能的影响Fig.7 Effect of cationic modified starch on mechanical properties of MFs
2.2.2 纤维素纳米纤丝
纤维素纳米纤丝(CNF)由于其较高的长径比及富含羟基,在增强纤维基材料机械强度性能方面具有天然优势[20]。图8为CNF对纸浆模塑材料机械性能的影响。由图8可知,随CNF添加量的增加,纸浆模塑材料的强度先上升后下降,在添加量为0.3%时效果较好,抗张指数、耐破指数、挺度分别为57.9 N·m/g,3.00 kPa·m2/g、105 mN·m,相对于未添加助剂的纸浆模塑材料而言,分别增加了2.1%、26.6%、7.2%。纤维网络中的CNF提供了较多的氢键结合,进而提高模塑材料的强度[21]。
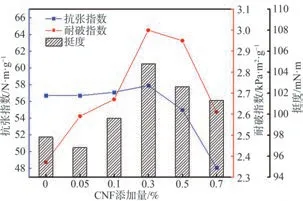
图8 CNF对纸浆模塑材料机械性能的影响Fig.8 Effect of CNF on mechanical properties of MFs
2.2.3 细小纤维
图9为细小纤维在改善纸浆模塑材料机械强度的作用效果。从图9可知,随着细小纤维添加量的增加,纸浆模塑材料的机械强度先增加后减小,当其添加量为3%时效果最佳,纸浆模塑材料抗张指数、耐破指数、挺度分别为57.6 N·m/g、2.93 kPa·m2/g、111 mN·m,相对于未添加助剂的纸浆模塑材料而言,分别增加了1.6%、23.6%、12.9%。但当细小纤维添加量过高时,会导致浆料的保水值过高,降低浆料的滤水性能,同时大量细小纤维的存在容易发生絮聚,在成型时严重影响匀度。
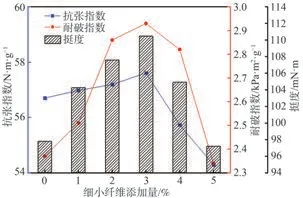
图9 细小纤维对纸浆模塑材料机械性能的影响Fig.9 Effect of fiber fines on mechanical properties of MFs
2.2.4 湿强剂LCCS
超低氯交联型湿强助剂LCCS是由三元胺和二元酸缩聚而成的聚酰胺分子与环氧氯丙烷(C3H5ClO)反应制得的一种水溶性树脂,能够吸附到带负电荷的纸浆纤维上并在纤维表面形成致密网络结构,从而提高纸浆模塑材料的机械性能[22-23],LCCS对纸浆模塑材料的机械性能影响如图10所示。当LCCS添加量为0.6%时使用效果最佳,纸浆模塑材料抗张指数、耐破指 数、挺 度 分 别 为64.6 N·m/g,2.99 kPa·m2/g、116 mN·m,与未添加助剂的纸浆模塑材料相比,分别增加了14.0%、26.2%、18.9%,同时对添加量为0.6%LCCS的纸浆模塑餐具进行了氯丙醇含量的检测,1,3-DCP和3-MCPD均为未检出。因此实验过程中采用的LCCS可安全用于纸浆模塑材料机械强度的提升。
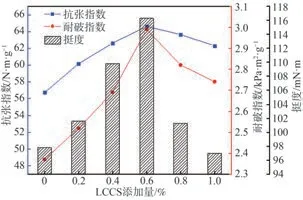
图10 LCCS对纸浆模塑材料机械性能的影响Fig.10 Effect of LCCS on mechanical properties of MFs
2.3 模压参数对食品包装纸浆模塑材料机械性能的影响
2.3.1 模压压力
食品包装纸浆模塑材料与纸张类似,其机械性能受纤维种类、打浆程度、成型参数等多方面的影响。本研究在模压时间60 s、模压温度170℃、定量400 g/m2条件下通过给模具施加不同的压力,使蔗渣浆纸浆模塑材料具有不同的厚度和紧度,结果如图11所示。由图11可知,当分别施加0.3、0.5、0.7 MPa模压压力时,纸浆模塑材料的紧度分别为0.64、0.87、1.00 g/cm³。0.5 MPa下的抗张指数、耐破指数、挺度分别较0.3 MPa时提高了35.0%、22.8%、38.1%,0.7 MPa时较0.5 MPa时机械强度也有所提高,但提高幅度较小,抗张指数、耐破指数、挺度分别提高了7.6%、3.4%、0.4%。图12为不同模压压力下纸浆模塑材料的SEM图,当模压压力为0.3 MPa时,纸浆模塑材料多孔疏松、紧度小(表面纤维间孔隙15~25µm,纤维层之间孔隙10~20 µm),此时纸浆模塑材料易变形、液体易渗透;当模压压力为0.7 MPa时,纸浆模塑材料较紧实,内部结构较为致密(表面纤维间孔隙10~15µm,纤维层之间孔隙<5µm),此时不仅有利于纸浆模塑材料机械强度的增加,还有利于阻碍水分子和油脂大分子的通过,从而延缓液体的渗透速率。

图11 模压压力对纸浆模塑材料机械性能的影响Fig.11 Effect of moulding pressure on mechanical properties of MFs

图12 不同模压压力下纸浆模塑材料表面与截面SEM图Fig.12 SEM images of surface and cross-section of MFs under different molding pressure
2.3.2 模压温度
在模压压力0.5 MPa、模压时间60 s、定量400 g/m2条件下,模压温度对蔗渣浆纸浆模塑材料机械性能的影响如图13所示。在150~190℃范围内,纸浆模塑材料的机械强度随着温度的升高而升高。这是因为随温度的升高,纤维的可塑性和形变能力提高,纤维间更多的以线或面接触,热压干燥时使得纤维间的接触面积增大、氢键结合能力增强[24],从而使纸浆模塑材料的机械强度有所提升。在170~190℃时,纸浆模塑材料的机械强度相对较高,当温度升至210℃时强度有所下降,此时温度过高,严重脱水致使模塑表面发黄和变形,进而导致其机械强度降低。考虑到节约能源、减少热损耗的因素,热压温度确定为170℃。
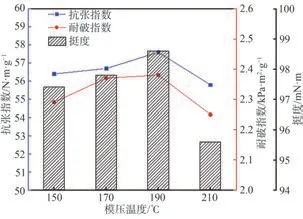
图13 模压温度对纸浆模塑材料机械性能的影响Fig.13 Effect of molding temperature on mechanical roperties of MFs
2.3.3 模压时间
本研究在模压温度170℃、模压压力0.5 MPa下选取3个模压时间(60、90、120 s)制备蔗渣浆纸浆模塑材料,并对其机械强度进行检测,结果如图14所示。由图14可见,随着模压时间的延长,纸浆模塑材料的各项机械强度指标有所增加,但增加幅度不大。纸浆模塑材料在热压60 s后几乎达到绝干状态,最终模压时间可确定为60 s。
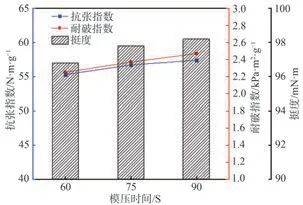
图14 模压时间对纸浆模塑材料机械性能的影响Fig.14 Effect of molding time on mechanical properties of MFs
3 结论
3.1 当蔗渣浆游离度为480 mL时,在保证较好滤水性能的前提下其纸浆模塑材料的抗张指数、耐破指数、挺度分别为56.7 N·m/g、2.37 kPa·m2/g、97.8 mN·m。采用针叶木浆、阔叶木浆、竹浆部分替代蔗渣浆可提升纸浆模塑材料的机械强度,蔗渣浆与针叶木浆或阔叶木浆存在明显的协同增效作用;与100%蔗渣浆纸浆模塑材料相比,当针叶木浆与蔗渣浆按照1∶1混合制备纸浆模塑材料时,其抗张指数、耐破指数、挺度分别提升了25.0%、130.0%、13.0%;当阔叶木浆与蔗渣浆按照1∶1混合时,其抗张指数、耐破指数、挺度分别提升了22.0%、65.8%、12.4%
3.2 外添助剂一定程度可以提升蔗渣浆纸浆模塑材料的机械强度,阳离子改性淀粉的作用效果相对最好;当其添加量为1.5%时,相较于未添加助剂的蔗渣浆纸浆模塑材料而言,其抗张指数、耐破指数、挺度分别提高了15.3%、28.3%、9.8%。
3.3 模压参数对于改善蔗渣浆纸浆模塑材料的机械强度也有一定影响,其中模压压力的影响最大。本研究条件下最佳的模压参数为:模压压力0.5 MPa、温度170℃、时间60 s。
猜你喜欢
陕西农业科学(2021年10期)2021-11-09
应用能源技术(2021年5期)2021-05-31
中国房地产业·上旬(2021年4期)2021-04-27
造纸信息(2019年9期)2019-09-10
造纸信息(2019年12期)2019-09-10
国际木业(2018年4期)2018-09-10
前卫文学(2016年3期)2016-07-01
科技与创新(2015年22期)2015-12-02
科技与创新(2015年15期)2015-08-04
哈尔滨理工大学学报(2015年1期)2015-06-23