
工业含Cr6+废水处理技术研究进展
2022-11-23 08:01张运菊袁小超
绵阳师范学院学报 2022年11期
马 露,张 鹏,唐 杰,张运菊,肖 棱,袁小超
(1.绵阳师范学院资源环境工程学院,四川绵阳 621000;2.四川银河化学股份有限公司,四川绵阳 622656)
0 引言
铬(Cr)在地壳中的含量列第十七位,广泛存在于自然界之中[1],其主要价态为六价和三价[2],后者流动性小、毒性低,而前者毒性较大.在工业生产过程中,如果将未经处理的工业含Cr6+废水直接排放,会对地下水和土壤造成严重破坏[3-6],进入人体会诱发人体的癌症和畸变,因此有效处理极为重要[7].根据GB/T 8979-1996《污水综合排放标准》,Cr6+允许排放浓度为0.1 mg/L[8].为此,各种处理技术以实现Cr6+含量达标且超低排放为标准.目前的处理方法有化学沉淀法、电解法、吸附法、萃取法、铁屑柱法、微生物法、芬顿处理法及新型耦合等工艺[9-15].本文综述了这些方法的优缺点,并对处理技术工程实际应用进行了分析.
1 含Cr6+废水的来源及化学特征
铬在电镀工业中,常用于金属表面的钝化[16].但在电镀过程中,每次只有约10%的铬能与镀件发生反应,为保证金属表面达到抗腐蚀的效果,需多次进行清洗操作,对电镀完成后的镀件,还需进行漂洗操作,这些复杂过程会致使30%~70%的铬随废水排出[17].此外,当镀槽发生渗漏时,还须对车间进行冲洗,该操作也会产生大量的含铬电镀废液[18].生产铬化物和制革工业的鞣前、鞣制和整饰三个工序中也会产生大量的含铬废水[19].Cr6+的存在形式与原始溶液的浓度和pH有关,如表1所示[7,20-22].
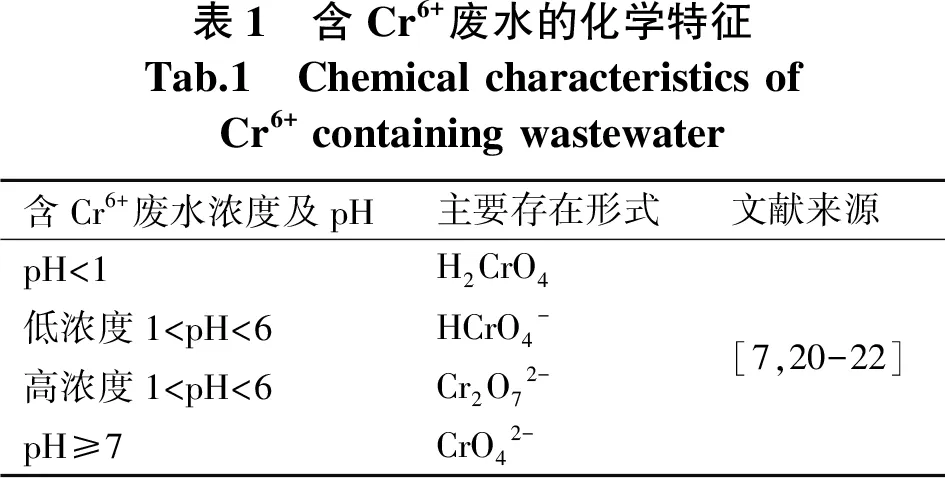
工业生产以三氧化铬为主,三氧化铬又被称为铬酐[23].Cr6+具有强氧化性且极易溶于水,三氧化铬溶解在水中生成铬酸,流动性大大增强,对金属表面进行冲刷的废水显酸性,浓度也较低,在该环境中Cr6+主要以HCrO4-形式存在.Cr6+可通过消化道、呼吸道、皮肤及粘膜等途径被人体吸收,长期工作在产生不溶性铬盐的环境中,会导致铬盐停留在肺组织内,使肺癌率增加[24].
2 含Cr6+废水处理技术
2.1 化学还原沉淀法
化学还原沉淀法是先将Cr6+还原为Cr3+,再将Cr3+以Cr(OH)3沉淀的形式从废水中去除.目前常用的还原剂主要有气态的SO2、固态的亚硫酸钠、硫代硫酸钠和硫酸亚铁[25]等,水合肼也可以用于使Cr6+还原为Cr3+[26].硫酸亚铁和亚硫酸钠作还原剂与用硫酸亚铁工艺条件相似[27-28],处理后总铬的浓度满足国家排放标准.
化学还原沉淀法常用于大多数行业废水处理,优点在于流程简单、操作方便,但存在大量污泥、易造成二次污染等问题.化学沉淀法的难点在于污泥的资源化利用.
2.2 光催化法
光催化法是利用具有半导体性质的溶液将太阳能转化成化学能的技术.Rengaraj等[29]采用紫外灯照射的手段,用溶胶-凝胶法制备的新型光催化剂还原Cr6+.为了克服TiO2能量的有限,Yoon等[30]将二氧化钛作为阳极固定起来,在光催化下,pH=3时,反应2 h后,转化率达到98%.
光催化法具有绿色、高效等特点.现阶段光催化法处理电镀废水研究较少,没有足够多的实验进行论证.因此,高级光催法处理废水的研究还有待进一步的探究.
2.3 膜分离法
膜分离法的原理为物质透过或被截留的过程.低成本的ZnAl2O4-TiO2UF膜对模拟液中Cd2+、Cr3+的去除率分别为93%和86%[31].两性聚苯并咪唑纳米中空纤维膜对阴阳离子的去除,90%以上溶解物能够被阻截下来[32].在碱性条件下,羧甲基纤维素和超滤膜对废水中Cu2+、Ni2+和Cr3+的去除率能达到90%以上[33].在分离和降低重金属污染方面,UF的渗透能力没有MF好,RO在废水处理方面比NF强[34].膜分离法缺点在于膜面易被污染,稳定性和耐药性有限,需交联其他技术,通常将其用于废水的末端处理.
2.4 电化学法
电化学法处理含铬废水具有工艺简单、性能可靠和可选择性的特点[35].通过设计的电路回路,在酸性条件下使电极阳极失电子把Cr6+还原为Cr3+,电极阴极发生析氢反应,溶液逐渐由酸性变为碱性,使Cr3+以沉淀的形式被去除.电化学法处理高浓度含铬废水时能耗升高,针对此类废水需进行预处理,再使用电化学法可节约能源.
雷英春等[36]发明了一种方法,对浓度为30~40 g/L含Cr6+废水进行电解处理,除去率为97.3%,处理后废水接近排放标准,同时沉积的铬纯度高.王松等[37]提出一种利用电解锰处理含铬废水的方法,使Cr6+浓度接近0,刘非等[38]发明一种回收电解铬的装置,成本较低,可满足工业应用.
2.5 吸附法
吸附法是采用吸附材料来吸附废水中的污染物[39],吸附材料常选择沸石、活性炭、改性材料、菌渣、生物质和新型材料等[9-15].
2.5.1 沸石改性技术 沸石结构特点为电负性硅-氧和铝-氧四面体的立方晶系结构,孔道结构独特且比表面积高,有利于吸附作用发生[40].利用沸石吸附材料处理含Cr6+废水,需要对废水进行不同的改性处理.在高浓度的有毒阳离子废水中,沸石分子筛常应用于吸附废水中的阳性污染物,具有成本低、吸附效果好、操作简单、无二次污染、可资源化利用等特点[41].
利用水溶性壳聚糖季铵盐(HACC)对4A沸石进行改性,使其变成表面带有正电荷的吸附剂,除铬率可以达到95%[42].酸和溴化十六烷基三甲基铵(HDTMA)对沸石进行改性,Cr6+的除去率为94%,还可以缩短吸附时间[43].硫酸与硫酸铜对沸石进行改性,Cr6+的去除率在80%左右[44].用响应曲面法对CaSx-合成沸石进行预测优化,Cr6+的去除率高达99.98%[45].
前述研究表明,对沸石进行改性后,除去率大幅提高.针对成分复杂、来源广的含Cr6+废水,沸石改性处理后可用于前端处理,再结合其他的处理技术从而达到深层次的处理的效果,但是需考虑饱和吸附剂的再生率和投入量过大问题.
2.5.2 活性炭吸附处理技术 活性炭具有良好的吸附功能,改性处理后适合用于低浓度的含Cr6+废水,但普遍出现吸附时间过长,无法快速处理大量工业污水,仅适合用于家庭或社区的前端污水处理.
影响吸附性能的优先级为pH>温度>投入量[46],活性炭改性碳化后,Cr6+的去除率可以达到98%[47],而以含碳较高和灰分含量较低的土霉素菌渣生产出的活性炭Cr6+除去率为96.2%[48].
2.5.3 TBP改性聚酰胺微胶囊处理技术 聚酰胺又称尼龙,是大分子主链重复单元中含有酰胺基团的高聚物总称[49].微胶囊是一种由聚合物制成的微型容器[50].陈星光等[51]利用磷酸三丁酯(TBP)改性聚酰胺微胶囊,改性处理后的微胶囊具有主动输送功能,利用微胶囊的这一特性可以快速、高效的提取低浓度废水中的铬[52].王凤平等[53]将经TBP改性处理后的微胶囊和外相废液按比例混合搅拌,铬从初始浓度100 mg/L迅速下降到小于0.5 mg/L的浓度,去除率达到95%,符合国家规定的排放标准.
TBP改性聚酰胺微胶囊处理技术操作简单、效率高,经过TBP改性处理过后的微胶囊具有孔隙小、渗透系数大等特点[54],对Cr6+的提取伴有化学反应浓度渗透差、主动输送功能等优点,且速度快,还不会造成二次污染,有利于重金属铬资源化回收.
2.5.4 生物质炭吸附技术 生物质炭是由生物质经过水热或热裂解产生的,因其比表面积高、孔隙度大、孔结构发达,对重金属展现出强吸附作用.丁绍兰[55]用樱花通过热裂解法制备生物质炭,吸附4 h后,吸附量可达49.52 mg/L.在生物质炭上负载纳米零价铁,以此增强对初始浓度为0~20 mg/L含Cr6+废水的去除能力[56-57].因附着了纳米零价铁,在前期处理时效果好,但由于纳米零价铁易团聚和铁的氧化物的生成,附着在生物质炭上,导致后期处理能力下降.
生物质材料来源广,易于降解,但对高浓度重金属废水的吸附能力并不高,在工业废水中的使用有限.为提高生物质炭的活化性质,选择用酸或碱进行改性处理,改性后吸附量提升在1~2倍之间,但改性后的生物质炭还未进行动态测试,工程应用有待考察.
2.5.5 吸附法对比分析 表2是几种吸附方法的参数和去除率对比[42-48,53].从表2中看出,经改性后,pH为中性或微酸性时,三者吸附性能最佳,更有利于吸附技术的推广.吸附法对Cr6+的去除率基本在80%~98%之间,CaSx-合成沸石的吸附效果最好,但重复多次吸附后的效果会有所下降.未来的研究方向更需要考虑饱和后吸附剂的再生,以及操作简单、成本低的改性材料.
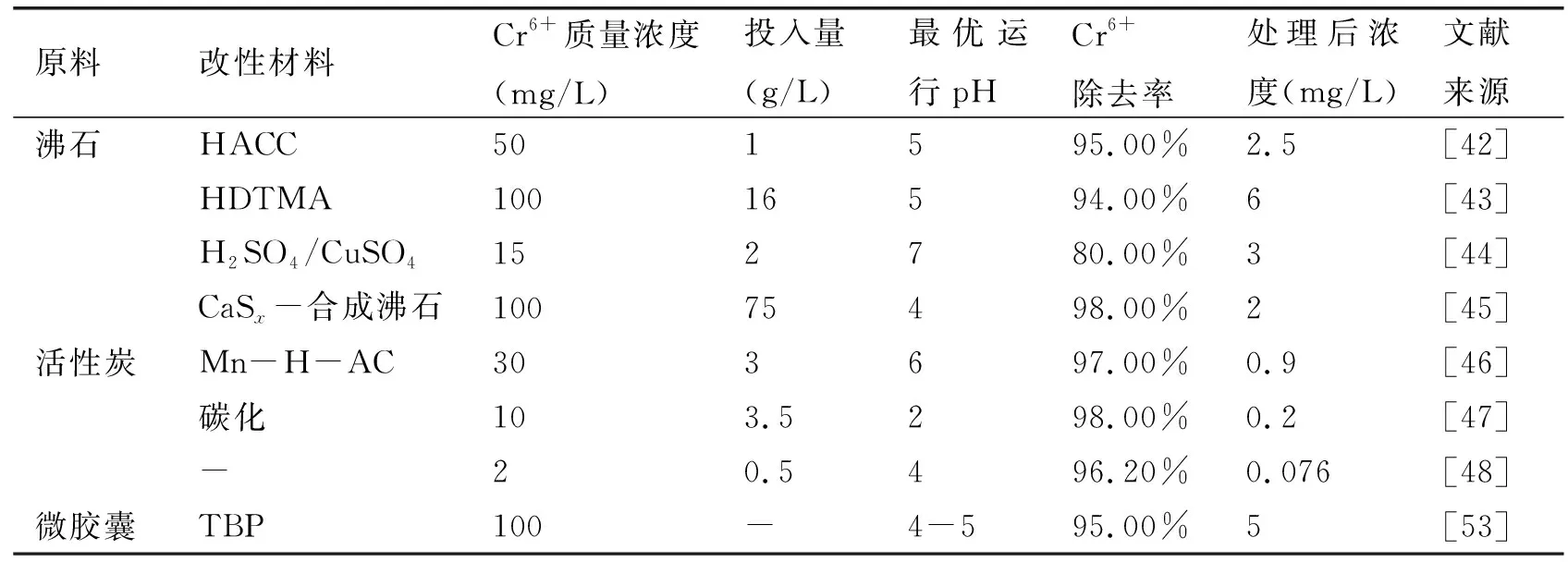
表2 吸附法对比表Tab.2 Comparison of adsorption methods
2.6 萃取法
萃取指在溶液中加入某种溶剂,根据不同成分的不同溶解度而分离[58].磷酸三丁酯(TBP)是中性磷脂萃取剂,萃取容量大,化学性能稳定[59].使用TBP对模拟90~100 mg/L的含Cr6+废水进行处理,除去率达到99%以上,而且在萃取过程适当加入盐析剂可提高萃取性能[60].用磁絮凝法进行一次处理,再使用高梯度磁流体萃取法进行再处理,Cr6+浓度从29.8 mg/L降为0.31 mg/L,可达到规定的排放标准[61].
萃取法有一定的局限性,先使用其他技术进行预处理效果会更好.在实验过程中需要考虑废水中Cr6+、H+及流速三个因素才能达到萃取率的最大化.
2.7 铁屑柱法
铁屑柱法是从柱子的上端通入含Cr6+废水,与柱子内部的铁屑发生反应,以降低Cr6+浓度.如用铁屑柱串联处理含Cr6+的废水,除去率达98%以上,达到满足国家规定的排放标准[62].
铁屑柱法的原料是废铁屑,利用了以废治废理念,该方法已经成功应用于工程实例中,具有操作简便、性价比高等优点.不足之处是需要考虑运行时间、铁粉高度和酸性条件等.
2.8 微生物法
微生物法是利用生物的代谢功能,分解废水中的重金属离子,达到净化的作用[63].
2.8.1 固定化SRB细菌处理技术 生物固定化方法具有处理快速、稳定性好、反应性好等优点.固定化SRB细菌处理技术是将SRB细菌使用包埋法进行固定化,衡量固定化小球除铬率为参考指标[64].
魏威等[65]使用SRB细菌-沸石联合技术对土壤铅进行固定,固定率达70.14%,使用联合技术用于固Cr提供了研究方向.石欢[66]等用纤维丝悬浮填料和包埋固定化填料SRB,结果显示包埋固定化有更强的耐受性.李猛等[67]使用海藻酸钠和聚乙烯醇等为包埋剂,使用填料SRB细菌进行固Cr,去除率达到92%.
新型固化小球处理低浓度的铬废水可以达到很好的效果,但是包埋固化小球的材料成本较高,有一定的局限性,目前尚未用于生产实践.
2.8.2 还原杆菌处理技术 还原杆菌处理技术是还原杆菌采用生物技术从电镀淤泥中分离出来,扩大培养成菌液,然后取一定量的含Cr6+废水加入菌液,发生反应测出实验数据.蜡样芽孢杆菌CP-1对Cr6+的还原率为99.75%[68],而高效还原杆菌对Cr6+去除率高达99.9%[69].
还原杆菌处理适合处理低浓度的含Cr6+废水,且除去率较高.从电镀淤泥中分离细菌,成本较低,而且还原杆菌处理废水不会造成二次污染,但反应速度慢,某些微生物对环境存在潜在危险.
2.9 芬顿处理法
混合重金属含铬废水大多为络合态,常用芬顿法处理[70].芬顿法是在加热的条件下进行酸化,加入过量的Fe2+将Cr6+还原为Cr3+[71].研究者用芬顿法处理低浓度络合态镍铬铜混合废水,经处理后COD除去率达60%以上,镍铬铜三种金属离子除去率高达90%以上[70],或者通过类声光增强-芬顿法增加紫外线照射,当UV/H2O2/Fe0/S2O8/US(UHFSU)进行组合时,铬去除率达到100%,但当H2O2/FeO>2时去除率会下降[72].芬顿法中,随着pH和Cr6+初始浓度的增加还原效果会降低,原因是铁质污泥的加入降低了反应的活化能[73].
用芬顿法处理络合态混合废水,相比于传统的去除方式更具有优势.通过加热+芬顿组合的方式来进行破络,同时也能满足对废水中COD和多种重金属的去除效果,但对处理混合废水的比例浓度有一定的要求,实验过程比较难控制.
2.10 新型耦合工艺
新型耦合工艺是通过利用离子交换树脂法、电渗析法和化学还原沉淀法的各自优点,将其组合得出最佳的工艺参数[74],目的是减少化学试剂用量和延长树脂或膜的使用时间.通常先使用化学还原沉淀法对高浓度Cr6+废水处理,再通过电渗析法、离子交换树脂法、膜过滤对低浓度进行处理,最后改变pH使其沉淀,对污泥进行处理,完成资源化的回收[75].
Zhang等[76]使用反电渗透-电凝耦合系统,通过高低浓度盐度梯度比对阴阳极进行发电,在Cr6+浓度20~50 mg/L时,首次实现能量回收驱动用RED-EC装置去除Cr的可行性.此外,离子交换树脂对蜡染废水中铬去除率达到97.86%[77],而用D301树脂吸附含Cr6+废水并洗脱后,加入FeSO4·7H2O可以实现资源回收Cr2O3[78].
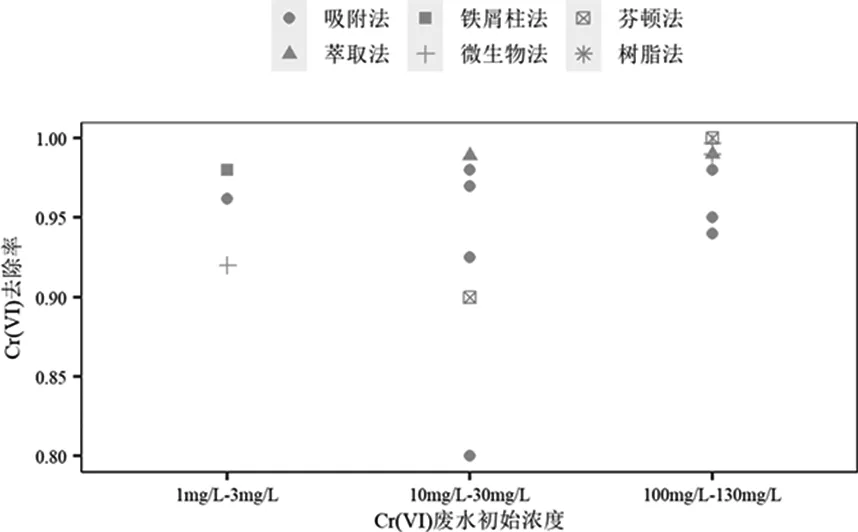
图1 不同Cr6+废水初始浓度Fig.1 Initial concentration of different Cr6+ wastewater
相比于传统化学还原法,新型耦合工艺协同互补,能够高效、低成本处理废水,并且能进行资源回收与利用.该方法不需对原有设备改良,实际操作性大.图1是不同浓度不同方法对含Cr6+废水的去除率.从图1中可以看出,芬顿法在特定的实验条件下,Cr6+的去除率能达到100%,对该工艺参数进行容错优化,具有潜在的工业应用性.当Cr6+初始浓度在10~30 mg/L时,萃取法效果较好.当Cr6+初始浓度在1~3 mg/L时,铁屑柱法效果更好.因此针对低浓度中Cr6+含量高的废水宜用芬顿法或还原杆菌微生物法.
3 对比分析
通过分析常见的工业含Cr6+废水处理技术,目的在于具体对比每种方法的原理、优缺点、工程实际应用等,这利于选择最佳的废水处理技术,从而实现废水的达标排放和固废的资源化利用(见表3).
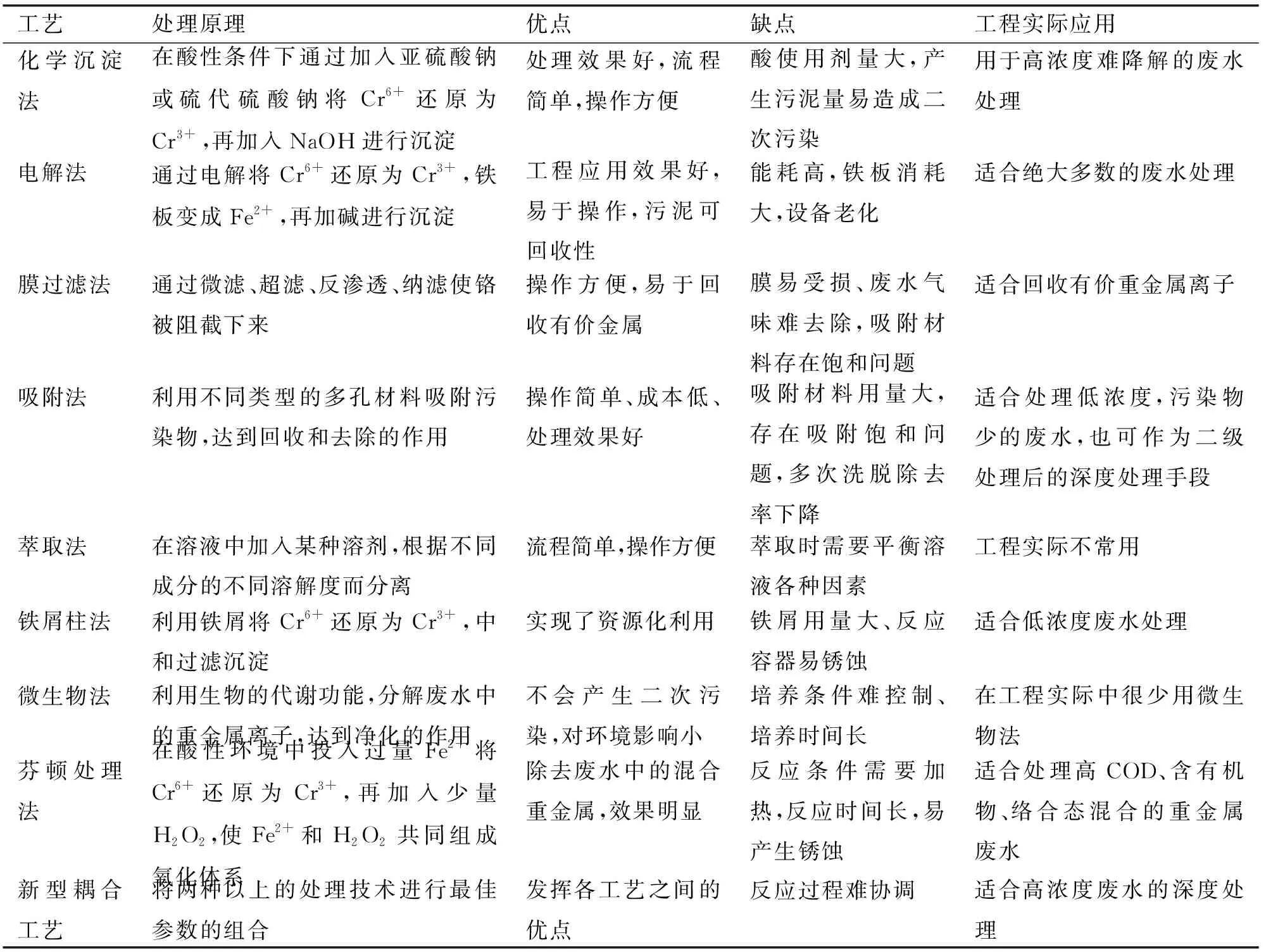
表3 含铬废水技术优缺点对比Tab.3 Comparison on advantages and disadvantages of common industrial processes for treating chromium-containing wastewater
4 结束语
针对工业含Cr6+废水的处理,需要对不同类型和不同来源的废水进行具体分析,并按照其含量分类,然后选用合适的处理技术.经过前述对比分析可知,吸附法、萃取法、微生物法以及芬顿法去除效果比较好,但在工业化应用中萃取法较难实施,微生物法存在微生物培养难控制,芬顿法反应时间较长,以及吸附法产生的固废怎样多次循环利用等缺点.新型耦合工艺对低成本的树脂研究实验时间跨度大,高浓度高废水容易造成树脂堵塞.目前绝大多数的工业企业采用化学法和电化学法处理废水,但都存在污泥量的二次污染.
处理工业含Cr6+废水,可以在传统的化学法、电化学、芬顿法、铁屑柱法等技术基础上改进,辅助新型紫外灯、超声波等手段,以及结合其它技术共同处理.寻求高效、绿色清洁、低成本、以及产生的固废能资源化利用的处置技术迫在眉睫.此外,工业含Cr6+废水的处理固然重要,而优化工艺减少甚至避免污水产生更加重要,应该加强工艺技术研究,切实重视污染源头控制,减少污染物的出现.
猜你喜欢
包装学报(2022年2期)2022-05-13
辽宁化工(2021年3期)2021-12-29
辽宁化工(2021年3期)2021-12-29
煤气与热力(2021年9期)2021-11-06
节能与环保(2021年9期)2021-10-19
湖南饲料(2021年3期)2021-07-28
商品与质量(2021年26期)2021-07-19
矿产保护与利用(2021年6期)2021-03-22
印染助剂(2021年1期)2021-02-02
孩子(2019年1期)2019-01-23
