火电厂轴流增压风机叶片断裂原因及其解决方案探究
2022-11-23 08:39沈德兴
机电信息 2022年22期
沈德兴
(福海创石油化工有限公司,福建 漳州 363216)
0 引言
大型轴流增压风机是火电厂脱硫烟风系统的重要辅助设备之一,其运行状况对火电厂的安全经济运行至关重要,如增压风机发生安全故障,严重时可导致整台机组跳停。增压风机和引风机叶片承受离心力和高温烟气中固体颗粒的冲蚀,工作环境比较恶劣。如果风机本身性能达不到设计要求、叶片加工质量存在问题或者风机运行在失速区域,叶片就极易发生断裂现象[1-4]。
某670 t/h锅炉机组烟风系统配备两台离心式引风机,脱硫系统配置一台静调轴流增压风机。超净排放改造后,增压风机频繁出现叶片断裂的现象。
本文在试验实测数据的基础上,分析增压风机的运行状态、烟风系统阻力情况、叶片断裂原因,并给出改造方案及选型参数,以解决风机叶片断裂问题。
1 设备概况及事故过程
1.1 设备概况
锅炉型号为SG-670/13.7-M3001。锅炉额定工况蒸汽压力为13.7 MPa,锅炉最大连续蒸发量不小于670 t/h。
脱硫系统增压风机是型号为RTF28-15-1的静调轴流风机(由动调轴流风机改进而来),风机设计转速为990 r/min。
1.2 事故过程
机组进行超低排放改造前,增压风机运行稳定,未出现叶片断裂的事故。超低排放改造后,增压风机叶片开始出现断裂现象,每次断裂前表盘振动数据均无明显异常。风机正常运行过程中振动突然增大,振速超过7 mm/s,立即停机检查,发现叶片断裂。初步判断振动增大时叶片已经发生断裂,且通过检查推测断裂首先发生在一个叶片上,随后将其他叶片扫射损坏,同时对机壳、调节门撑筋产生不同程度的损坏,叶片断口在距离叶盘200 mm左右位置,如图1所示。
2 风机与管网系统匹配性分析
根据上文叶片断裂现象和相关经验可初步得出以下判断:超低排放改造后,烟风管网系统和脱硫系统阻力增加,增压风机出力增加,风机与烟风管网系统的匹配性发生变化。
为了分析风机气动性能及其与所在管网系统的匹配性,对增压风机进行了现场热态试验。在锅炉蒸发量为405 t/h、496 t/h、593 t/h的三个工况下进行试验,给煤量分别为54.8 t/h(3台磨)、66.8 t/h(3台磨)、80.3 t/h(4台磨),锅炉运行状态良好,引风机开度最大为35%左右,增压风机开度最大为100%。试验主要数据如表1所示,实际运行工作点在性能曲线上的位置如图2所示。
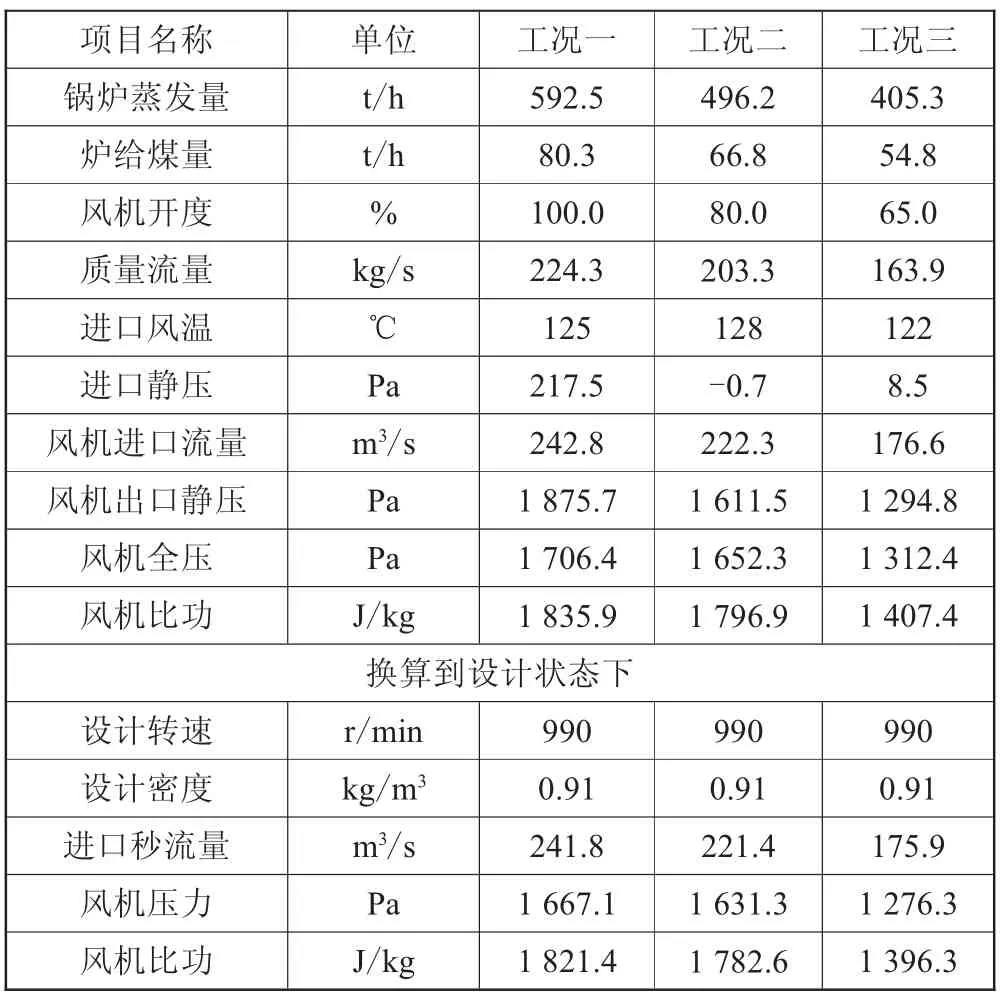
表1 增压风机试验主要数据
由以上试验数据和实际运行点在性能曲线上的位置分布可知,400 t/h工况的运行点已经位于失速区域,500 t/h工况的运行点位于失速线上,600 t/h工况的运行点距离失速线较近。为了便于定量分析风机运行安全性,根据试验数据,计算三个试验工况下距离失速线的失速裕度、风量裕度和压力裕度,结果表明:
(1)三个工况点的失速裕度均小于相关规范规定至少1.3的要求。
(2)风量和风压失速裕度均小于1.1,数值较小。
由此可知,现有增压风机失速裕度已经不符合相关规范的要求,低负荷工况点已经位于风机失速区域。三个试验工况的风量和压力失速裕度较低,当系统风量或压力突然波动时,风机开度来不及调整,进入失速区域运行。
综上所述,现有增压风机与其所在管网系统匹配性较差,风机极易进入失速区域运行,使风机叶片频繁受到紊乱的交变应力作用,进而发生叶片断裂。
3 叶片材质及进出口烟道流场分析
3.1 增压风机叶片材质分析
为检查叶片本身材质、强度等方面是否存在问题,将断裂叶片送检。
3.1.1 外观检查
叶片与法兰连接叶片呈褐色,宽约340 mm,高约150 mm,最大厚度约20 mm,最小厚度约8 mm,叶片存在变形。法兰底部呈黑色,无明显氧化、腐蚀等痕迹存在。
3.1.2 化学成分分析
叶片材质为Q390。根据《钢铁及合金化学分析方法》对该送检试样进行化学成分分析,结果表明样品化学成分符合《低合金高强度结构钢》(GB/T 1591—2008)中Q390E的要求。
3.1.3 金相检验
取样对叶片金相组织进行分析,叶片金相组织为铁素体+珠光体,组织正常。距断口15~25 mm处存在焊缝,焊缝金相组织为铁素体+珠光体+贝氏体,组织正常。叶片表面存在金属涂层,涂层最大厚度约1 mm。
3.2 风机进出口烟道流场分析
为探究进口烟道流场的情况以及进口气流是否对增压风机产生明显的负面影响,对增压风机进口烟道进行三维几何建模,对所建模型进行数值计算,为保证网格质量,网格划分采用六面体网格[5-9]。计算中认为流体不可压,旋转坐标系下的离散方程采用显示耦合方法求解,湍流模型采用标准的k-ε模型,同时使用标准壁面函数。边界条件进口给定速度,出口给定静压,计算工况为设计工况。几何模型示意图如图3所示。
对所建烟道三维模型进行了数值模拟计算,整体流场流线图如图4所示。由数值计算结果可知,烟气从引风机出来通过T型对冲段汇合后经两个连续弯头进入增压风机。在T型对冲段及其下游存在明显的局部气流紊乱区。其后经过增压风机进口下降直管段的整流后,进入增压风机的气流分布相对较为均匀。
4 风机改造方案及改造效果
4.1 改造方案介绍
上文对风机与系统匹配性、叶片本身材质性能、烟道流场等方面进行了检验、计算和分析,认为风机叶片断裂的主要原因是:风机性能与其所在的烟风系统不匹配,风机长期处于失速或接近失速状态运行,叶片容易受到不稳定气流的冲击,存在较强的气流激振力。同时风机叶片的加工存在一定的质量问题,导致风机长时间受到交变应力的作用产生疲劳断裂。
由于现有烟风系统运行参数是由其中的设备、锅炉运行工况等因素所决定的,很难进行系统的优化或改造,因此为了解决风机与其所在烟风系统不匹配的问题,主要技术路线就是进行增压风机本体改造,根据现有烟风系统参数选择合适的风机。同时进行烟道优化,降低烟风系统阻力,进一步改善增压风机进口气流,提高风机运行的经济性和可靠性。
新增压风机主要性能参数确定如下:
4.1.1 风量参数确定
本次试验期间,由于锅炉自身问题,锅炉没有达到BMCR最大出力工况,因此在风机风量参数设计时,需要依据试验最大工况负荷的实测增压风机风量换算到锅炉BMCR工况。得出试验期间BMCR工况增压风机的风量为272.8 m3/s。
风机改造对烟温没有影响,考虑今后锅炉运行情况的变化,按选择经验在BMCR实测风量基础上选取10%的风量裕度为宜,计算圆整后取300.0 m3/s。
4.1.2 风压参数确定
同理,换算得到试验期间BMCR工况增压风机的风压为2 072 Pa。考虑试验期间脱硫系统还有两层喷淋层未开,在换算全压的基础上另加800 Pa;进行烟道优化后引风机出口至增压风机入口段烟道阻力可降低120 Pa左右,得到BMCR工况全压为2 752 Pa。
考虑到夏季工况、煤质变差、漏风增大、空预器堵塞等情况,在实测烟气系统阻力的基础上选取15%的风压裕度,计算得到改造后增压风机TB工况设计压力,圆整后取3 100.0 Pa。
4.1.3 电机功率参数确定
经过校核,原有电机满足运行要求,无须改造。
4.1.4 风机选型参数
根据试验实测参数和上文计算的设计点参数,可得到改后风机各工况下的主要运行参数如表2所示。

表2 新增压风机各工况运行参数
4.2 改造效果
根据上文的分析结果及提出的改造方案进行改造后,增压风机已安全稳定运行一年多,未发现叶片开裂或者断裂现象。全负荷工况下,风机振动振速均小于2.5 mm/s,改造取得良好效果。
5 结论
本文对增压风机叶片断裂情况进行了介绍,从断裂现象总结、叶片材质性能检测、风机气动性能分析、进口烟道数值计算等方面探究叶片断裂的原因。
通过分析,本文认为风机叶片断裂的主要原因是风机性能与其所在的烟风系统不匹配。风机长期处于失速或接近失速状态运行,叶片容易受到不稳定气流的冲击,存在较强的气流激振力。同时风机叶片的加工存在一定的质量问题,风机长时间受到交变应力的作用从而产生疲劳断裂。
最后,根据实测的烟风系统数据给出增压风机新的选型设计参数并进行改造,此后风机安全稳定运行一年多,未发生叶片断裂现象,振动振速小于2.5 mm/s,改造取得良好效果。本文为解决风机叶片断裂的问题提供了典型案例,对相关问题的解决具有较好的参考价值。
猜你喜欢
西安工程大学学报(2022年4期)2022-08-27
汽车实用技术(2022年12期)2022-07-05
电力与能源(2021年4期)2021-09-07
防爆电机(2021年3期)2021-07-21
防爆电机(2021年1期)2021-03-29
昆钢科技(2021年6期)2021-03-09
玻璃(2020年2期)2020-12-11
应用能源技术(2020年5期)2020-07-08
电子制作(2019年22期)2020-01-14
智富时代(2019年7期)2019-08-16