
在役球形储罐的焊接缺陷评定及验证性
2022-11-19 06:37:10薛永盛刘鹏鹏姬辉王峰
焊接 2022年8期
薛永盛, 刘鹏鹏, 姬辉, 王峰
(河南省锅炉压力容器安全检测研究院, 郑州 450016)
0 前言
焊接接头是球形储罐组装过程中产生缺陷的主要部位之一,易存在裂纹、夹渣、气孔、未熔合、未焊透、几何偏差、电弧擦伤以及咬边等缺陷。另外,球形储罐缺陷的形成同样受到介质环境的影响,焊接接头处的应力腐蚀开裂也是球形储罐失效的主要形式之一[1-2]。
目前在球罐定期检验过程中,超声衍射时差法(Time-of-flight diffraction,TOFD)检测方法已经成为必不可少的检测手段,该检测方法在深度尺寸定位和相应的误差不依靠信号振幅,具有检测精度高、可靠性好等优点。一般认为,其定量精度为±1 mm,监测裂纹的增长能力为±0.3 mm,且采集的数据可以永久保存,同时球形储罐对接焊缝结构形式简单。因此TOFD检测技术特别适用于球形储罐的检测,同时也是有效能精确测量出裂纹增长的方法之一。
针对2010年之前安装的球罐, TOFD抽查时经常会发现大量超标的埋藏性缺陷(制造安装过程中无损检测验收标准不允许存在的缺陷),埋藏裂纹缺陷也经常存在。这些超标缺陷一般由检验人员按TSG 21—2016《固定式球形储罐安全技术监察规程》中8.5.10相关要求进行综合评定。同时球罐的工作压力呈周期性波动,属交变循环载荷,是典型的低循环疲劳问题[3-4],所以实际检验过程中发现球形储罐存在需要处理的埋藏缺陷时,通常采取挖补修复的方法进行处理[5],由于多数企业自己无法修复,必须找专业的、有维修改造资质的施工队伍进行,不仅增加了企业的成本支出,也耽误了企业设备的运行时间,增加了企业的负担。
2014年以来,前后共监控了5台有埋藏性超标缺陷的球罐,进行了验证性试验。同时按照GB/T 19624—2004《在用含缺陷压力容器安全评定》进行安全评定,在安全区之内的缺陷保持监控使用。其中2020年到期的1台球罐进行了2个周期的监测,并最终解剖验证。文中主要针对解剖的球罐案例进行了分析。
1 球形储罐定期检验情况
1.1 球形储罐的基本参数
文中以新乡某化肥企业的液氨球形储罐为研究对象,球形储罐的技术参数见表1。

表1 球罐技术参数
1.2 球形储罐的无损检验
球罐在2014年第2次定期检验中进行了TOFD检测,检测工艺根据NB/T47013.10—2015《承压设备无损检测第10部分:衍射时差法超声检测》进行。检测时发现性质质疑的2处缺陷(图1中QX1和QX2),原始资料射线检测报告中无相应的缺陷记录,经现场检验人员估判该缺陷属于制造安装过程中超标埋藏缺陷,初步认定缺陷性质为裂纹类缺陷。针对这2处缺陷依照GB/T 19624—2004进行了安全评定,并与企业协商对该2处缺陷未做处理。最终该球罐安全状况等级评定为3级,全面检验周期定为3年,对该部位从外表面进行TOFD检测监测,观察此缺陷的活动情况,同时企业保证球罐的运行参数不能提高,所检测的缺陷情况见表2。
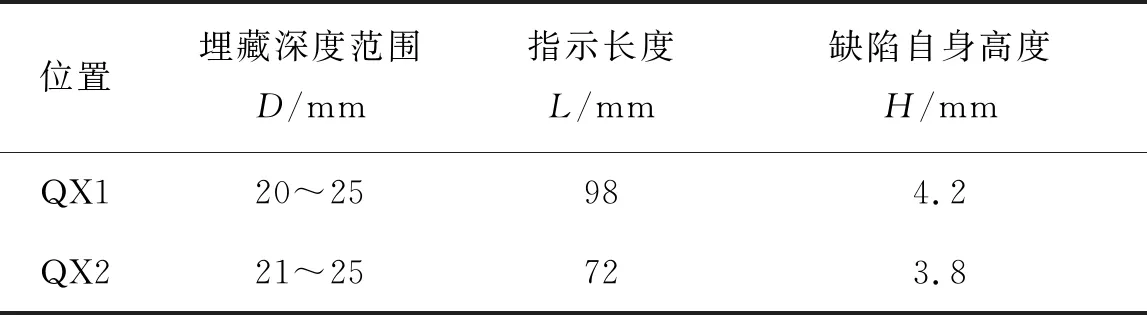
表2 2014年TOFD检测缺陷情况
2 球罐的安全评定
根据TOFD检测的数据可以看出,这2处缺陷均为埋藏裂纹缺陷。对于该球罐的安全评定,文中以QX1埋藏缺陷为例,以平面缺陷的常规评定进行阐述。
2.1 缺陷的表征处理
根据QX1的实际位置、形状、尺寸,按照GB/T19624—2004进行规则化处理,并获得其表征尺寸:2a=4.2 mm,2c=98 mm,因为其介质为液氨,因此缺陷表征尺寸分安全系数选取1.1,从而确定用于评定计算的表征缺陷尺寸:深度a=2.31 mm,c=53.9 mm,如图2所示。
2.2 评定中的应力确定
在应力分安全系数选择方面,考虑到失效的严重性,以及球罐的介质为液氨,具有一定的腐蚀性,其工作压力和工作温度相对较低,因此一次应力的应力分安全系数取1.2,二次应力的应力分安全系数取1.0,用于评定的应力为:一次薄膜应力pm= 159.248 MPa;二次弯曲应力Qb=133.544 MPa。
2.3 材料性能参数的确定
15MnNbR在设计温度下的材料性能参数见表3[6-7]。

表3 15MnNbR在设计温度下的性能参数[6-7]
采用CTOD断裂韧度值估算Kc的下限值:
(1)
结果可求出Kc的值为:3 450.75 N/mm3/2。
2.4 应力强度因子KpI和KsI的计算
I型应力强度因子KI计算公式为:
(2)

(3)
(4)
其中:
(5)
(6)
(7)
(8)
式中:e为埋藏裂纹中心与板厚中心的偏移量;B为扣除一个评定周期的内、外壁腐蚀量后的缺陷附近容器壳体壁厚,mm。
2.5 裂纹载荷比的计算
椭圆形埋藏裂纹载荷比Lr为:
(9)

2.6 断裂比Kr的计算
断裂比Kr的计算公式为:
(12)
式中:G为相邻两裂纹间弹塑性干涉效应系数;KP为评定用材料断裂韧度,Kp=Kc/1.2;ρ为塑性修正因子。
(13)
由于将裂纹进行规则化处理,因此不考虑缺陷间的相互影响,干涉系数G取1。
2.7 安全性评价
通过上述计算过程,计算出Kr和Lr值所构成的评定点(Lr,Kr)绘制到失效评定图中(图4所示),QX1,QX2两处埋藏裂纹缺陷均在评定图的安全区域内,因此该球罐可以在缺陷不处理的情况下安全运行。
3 缺陷监测的实施过程
在定期检验过程中,对球罐埋藏缺陷的检测主要是通过内表面扫查进行。待发现球罐存在超标埋藏缺陷后,在线监测实施过程则是通过TOFD从球罐外表面对缺陷处进行在线监测。通过测量埋藏缺陷的指示长度、自身高度和埋藏深度来测定埋藏性缺陷在实际使用过程中的活度。监测周期根据缺陷的活度来调整,若缺陷为非活动缺陷则延长缺陷的监测周期,若缺陷为活动性缺陷增加监测的频率,并根据缺陷活性变化情况及时对球罐进行修补。
现场采用了HS810设备对相应的缺陷在外表面进行了TOFD检测。针对监测的缺陷,为保证检测精度采取如下检测工艺:①为防止锲块长期使用产生磨损及探头频率影响检测结果,在线监测还配备了专用的探头,探头的频率为5 MHz、晶片直径φ6 mm、锲块角度63°。②为保证每次监测数据的误差降至最低,采用同样的探头间距70 mm(探头声束交点为监控缺陷部位)。监控检测前均采用TOFD-B对比试验进行了校准,深度显示偏差控制不大于1 mm,其他技术参数严格按照标准要求。③为保证检测结果评定误差的影响,监控的检测及评定均为同一人员。
在线检测的具体实施时间轴分布如图5所示。通过长达6年的TOFD监测,发现该球罐的2处缺陷的指示长度,自身高度,埋藏深度均未明显变化,考虑到综合误差,可以认为2处缺陷没有延展,都属于非活动性的。2017年和2020年两个节点的缺陷数据基本情况见表4。

表4 缺陷基本情况
2020年在进行第4次定期检验时,受环保原因业主停机时间长,双方协商对该部位进行了解剖。
现场缺陷解剖采用两种方式进行,QX1采取磨光机打磨方式,QX2采用碳弧气剖方式进行缺陷的解剖处理,缺陷TOFD监测部分图谱及解剖后情况如图6所示。由图6可以直观的看出两处缺陷的性质均为裂纹,与TOFD检测结果一致。在缺陷参数测量方面,由于现场解剖条件限制,两种解剖方式均难以确定缺陷自身高度和埋藏深度。在指示长度测量方面,采取左右端点最远距离确定缺陷长度,最终QX1长度测量为89 mm,与TOFD检测结果综合误差为8.2%,QX2测量长度67 mm,与TOFD检测结果综合误差为6.9%。解剖后缺陷测量长度与检测值差距不大。
4 裂纹产生及未扩展的原因分析
现场发现的超标缺陷均出现在球罐的环焊缝位置,其埋藏深度均在清根部位,前后端点埋深深度相差较小,且自身高度与焊条直径接近,初步推断该部分缺陷为原始缺陷。以近些年现场球罐制造安装及定期检验的经验来看,球罐安装过程中产生的焊接裂纹往往在环焊缝定位焊的位置[8]。造成这种问题的原因在于现场组焊过程中清根不到位,缺陷很容易遗留在焊缝中。
由于现场点焊操作存在不规范的因素,以及先纵缝后环缝的焊接顺序,这就不可避免的存在环焊缝应力集中现象,造成环焊缝局部点焊位置开裂,且大多点焊位置都熔于永久焊缝中,后期无损检测是否合格来决定最终质量[9]。综上所述,文中分析这2处缺陷极有可能是定位焊位置清根不干净的原因引起。
通过查阅安装资料显示,该球罐在制造安装中对接焊缝采用了100%γ射线中心曝光。文中案例中所涉及的缺陷未在原始无损检测报告中体现。主要是因为γ源检出率并不是很高,尤其是球罐的全景曝光,在裂纹方向与射线照射方向之间存在一定的夹角的同时,随着壁厚的增大,射线检测灵敏度下降,存在漏检的可能[10]。而对于TOFD检测来说,其检测灵敏度高,对该类缺陷检测率也比较高。目前GB12337—2014《钢制球形储罐》中已经明确规定不宜采用γ射线全景曝光射线检测。综上所述,有可能是受当时射线检测方法的局限性,未发现该处缺陷。
该案例中的裂纹在4个定检周期内未明显扩展与定位焊位置的裂纹特点也有一定关系。首先定位焊先于正式焊,后期焊接过程将前期裂纹的尖端特性消熔,使其裂纹尾部变圆钝,导致裂纹不再继续扩展,形成所谓的封闭性裂纹[11]。在实际的检测中也可通过缺陷图谱(图6TOFD图谱)观察到两端没有明显的尖端显示。
近几次定期检验中内表面环焊缝位置表面检测时未发现相关焊缝及热影响区的裂纹,排除应力腐蚀裂纹的可能性。同时球罐使用年限近15年,应力释放趋于平稳,初始裂纹的扩展速度慢,甚至不扩展[12]。
5 结论
(1)对于球形储罐定期检验过程中发现的超标埋藏裂纹缺陷可依据GB/T 19624—2014进行安全评定,根据评定结果和实际检验情况进行综合判定,并对裂纹进行选择性修补。
(2)对于未修补的埋藏裂纹缺陷可定期采用TOFD进行在线监测,根据缺陷扩展情况制定具体检验方案。
(3)在满足生产工艺的前提下,对于含有超标埋藏裂纹缺陷的球罐在线监控,使用单位应当尽量稳定球罐的使用参数。
猜你喜欢
江苏安全生产(2024年3期)2024-04-10 09:01:48
煤气与热力(2022年4期)2022-05-23 12:44:58
中国特种设备安全(2021年5期)2021-11-06 05:09:20
建材发展导向(2021年14期)2021-08-23 00:56:22
中国特种设备安全(2021年1期)2021-07-21 08:56:34
中国特种设备安全(2021年10期)2021-03-08 02:43:26
中国特种设备安全(2019年11期)2020-01-16 08:06:02
中国特种设备安全(2019年7期)2019-09-10 07:30:38
中国特种设备安全(2019年3期)2019-04-22 05:05:16
石油化工建设(2018年3期)2018-11-30 02:03:16
