
Understanding the changing mechanism of arc characteristics in ultrasound-magnetic field coaxial hybrid gas tungsten arc welding
2022-11-17 03:00:00ChaoCHEN陈超WenlongLI李文龙ChengleiFAN范成磊WenboDU杜文博andHuijingZHANG张慧婧
Plasma Science and Technology 2022年11期
Chao CHEN(陈超),Wenlong LI(李文龙),Chenglei FAN(范成磊),Wenbo DU(杜文博) and Huijing ZHANG(张慧婧),*
1 College of Mechanical and Electrical Engineering,Northeast Forestry University,Harbin 150040,People’s Republic of China
2 State Key Laboratory of Advanced Welding and Joining,Harbin Institute of Technology,Harbin 150001,People’s Republic of China
3 National Key Laboratory for Remanufacturing,Army Academy of Armored Forces,Beijing 100072,People’s Republic of China
Abstract Ultrasound-magnetic field coaxial hybrid Gas Tungsten Arc Welding(U-M-GTAW)is proposed as a means to control arc characteristics.The arc characteristics and the mechanism to change them,in an ultrasound-magnetic field coaxial hybrid GTAW,were studied by both experimental and theoretical analyses.The results showed that a periodic rotation and compression of the arc shape were obtained in U-M-GTAW and the arc energy was also enhanced.The most obvious compression of the arc shape in U-M-GTAW was obtained,compared with GTAW,M-GTAW and U-GTAW.At the same time,a periodic rotation of the arc was observed in U-M-GTAW.The geometric parameters of the arc shape in U-M-GTAW are reduced more than double compared with traditional GTAW.The arc voltage in the hybrid GTAW was increased,especially in the U-M-GTAW.The electromagnetic force and acoustic radiation force were the main factors for the change of arc characteristics in the U-M-GTAW.
Keywords:arc shape,GTAW,electric signal,ultrasound field,magnetic field
1.Introduction
Gas Tungsten Arc Welding(GTAW)is one of the most commonly used arc welding technologies in industrial production,due to its advantages of high welding quality,wide application and easy automation.However,in GTAW,smaller weld penetration and lower welding speed are usually obtained,due to arc energy divergence.These problems limit the application of GTAW for efficient welding.In order to further improve the quality and efficiency of GTAW,laser assisted GTAW(L-GTAW),magnetic field assisted GTAW(M-GTAW)and ultrasound assisted GTAW(U-GTAW)are used[1-3].
Liuet al[1,4]reported that by using a laser to induce and enhance the arc,its energy density was greatly improved.Songet al[5]used the characteristics of a flexible and controllable energy gradient for the laser-induced arc hybrid heat source,to carry out magnesium alloy/steel butt fusion welding.Zhanget al[6]studied the effect of a low-power laser on the micro-forming of 316 stainless steel additive manufacturing parts.Compared with GTAW-AM,the microstructure of the additive manufacturing part was improved with LGTAW-AM.
An external cusp magnetic field was produced by four magnetic poles,which were arranged around the arc,as reported by Nomuraet al[7].They found that the external cusp magnetic field could not only change the weld width but could also enhance the depth-to-width ratio of the weld bead.Nomuraet al[8]also found that the arc morphology changed from the original conical to flat conical,and that the circular cross-section of the arc became elliptical due to uneven electromagnetic clamping forces.The degree of inhomogeneity of the magnetic field increases with the strength of the magnetic field.This increase in inhomogeneity leads to a more elliptical shape.Luoet al[2,9]employed an axial electric magnetic field to improve GTAW.The results showed that the arc rotates and improves the stiffness and stability of the arc plasma under the action of the Lorenz force.Changet al[10]studied the influence of a longitudinal magnetic field and transverse magnetic field on the arc of GTAW.The longitudinal section of the arc was fan-shaped under the action of an AC transverse magnetic field.Under the action of an AC longitudinal magnetic field,the longitudinal section of the arc was bell-shaped.A rotating magnetic field was added to GTAW,as reported by Wanget al[11].They found that the arc rotation radius increases,while the arc length decreases with an increase in the magnetic field intensity.Baskoroet al[12]used a solenoid in Tungsten Inert Gas to deflect the arc.This effect produces a deeper weld penetration.The achievable power efficiency is 10.9% when the arc currentI=80 A,and 9.85% when the arc currentI=90 A.
Sunet al[3,13]investigated the influence of a standing wave ultrasound field on the arc behavior of GTAW.The arc energy was increased,which improved the weld penetration under the action of a standing wave ultrasound field.Wanget al[14]investigated the influence of a standing wave ultrasound field on underwater welding.The results showed that the stability and quality of welding were improved.Chenet al[15,16]investigated the arc characteristics and microstructure of titanium alloy in pulsed ultrasonic assisted GTAW.They reported that the microstructure and properties of the weld bead were improved.Dai[17]also reported that by directly applying ultrasonic vibrations perpendicular to the workpiece surface,there was an increase in the penetration of up to 45% and a grain-size reduction of the next line melting up to 42% compared to conventional GTAW welding.Krajewskiet al[18]applied ultrasonic vibration to the base metal in TIG welding,which can refine the weld grains,reduce porosity,and the surface of the TIG weld is narrower and the melt depth is increased.Jianet al[19]introduced ultrasound into the casting process of A356 aluminum alloy melts.The results show that the application of ultrasonic vibration significantly reduces the number of pores in the aluminum alloy ingot.Watanabeet al[20]introduced ultrasound into the molten pool via the welding wire during the GTAW ferrite welding of stainless steel.The results showed that ultrasonic vibration can be introduced into the molten pool through the welding wire,this can promote the formation of isometric crystals in the welding core,and the grain size at low welding speed is significantly smaller than the grain size without vibration.This method of applying ultrasonic vibrations to base metal or welding wire assists in refining the grain size,reducing porosity,and increasing melt depth.However,the synchronization of this method is not good,and as the weld is carried out,the influence of ultrasonic vibration on the weld seam becomes weaker and weaker.
From the above research,we find that ultrasound and magnetic field assisted GTAW was paid more attention because of its diversity for the control of arc behavior,such as compression and rotation of the arc shape.A new method of GTAW was proposed with a combination of the standing wave ultrasound field and axial electric magnetic field.The method was named the ultrasound-magnetic coaxial hybrid GTAW(U-M-GTAW).Arc characteristics were the important indicator in GTAW,which directly affected the weld appearance and joint properties,as reported by Ghoshet al[21].In this work,the characteristics of the arc in U-MGTAW were investigated by observing the arc shape and measuring electrical signals.The mechanisms to change arc characteristics were discussed under the influence of a combination of a standing wave ultrasound field and axial electric magnetic field.
2.Experimental equipment and methods
The U-M-GTAW system is shown in figure 1.It consists of a GTAW power supply,an ultrasound power supply,an AC power supply,a longitudinal electromagnet and an ultrasound generator.The ultrasound generator contains an ultrasound transducer,an ultrasound horn and an ultrasound radiator.The longitudinal electromagnet is stationary and is threaded rigidly onto the ultrasound horn,which achieves the ultrasound-magnetic coaxial hybrid.An ultrasound field and an axial magnetic field exist between the ultrasound radiator and base metal.According to sound radiation force and electromagnetic induction theory,the arc behavior could be affected by both ultrasound field and the axial magnetic field.
In this work,an ultrasound frequency of 20 kHz,ultrasound radiator height of 20 mm and ultrasound power of 900 W were used as parameters of the ultrasound field.For the parameters of the axial magnetic field,a current of 3 A,AC pulse frequency of 40 Hz and 140 coil turns were employed.As the parameters of welding,a welding current of 30 A,shielding flow rate of 15 l min-1(99.99% Ar)and tungsten electrode height of 4 mm were used.During the welding process,the voltage signal was collected by a doublebeam oscilloscope with a frequency of 60 kHz.High-speed cameras were used with a fixed shooting position,a frame rate of 1700 fps and an exposure time of 30 μs was set.
Figure 2 shows a schematic diagram for the measurement of the arc shape,in order to better describe the change of arc shape under the action of the ultrasound-magnetic coaxial hybrid.The welding arc divides into the luminous region and dark region,where the luminous region is surrounded by the dark region.The maximum diameters of the arc in the luminous region and dark region are expressed asD2andD1,respectively.The arc root diameters in the luminous region and dark region are expressed asd2andd1,respectively.The change degrees of arc shape in the different locations are expressed asΔL1andΔL2,respectively,which are given in the formulas(1)and(2),as follows:

Figure 1.Schematic diagram of the U-M-GTAW system.

Figure 2.Schematic diagram for the measurement of the arc shape.
where theD2-GTAWis expressed as the maximum diameter of the arc in the luminous region of a traditional GTAW.
The degree of change of the arc area in the dark and luminous regions is expressed asΔS,which is given in formulas(3)as follows:

whereS1is the expression for the area of the dark region,S2is the expression for the area of the luminous region,‐S2GTAWis the expression for the area of arc in the luminous region of a traditional GTAW.
3.Result and discussions
3.1.Arc behavior
In this section,the arc behaviors in a traditional GTAW,M-GTAW,U-GTAW and U-M-GTAW are captured as shown in figure 3.Figure 3(a)shows the arc behaviors in a traditional GTAW.The arc,which has a bell shape,keeps a stable state as time changes during the welding process.The arc behaviors in the M-GTAW are shown in figure 3(b).At 9.6 ms,the arc shape is an asymmetrical bell shape,as viewed through the fixed shooting angle of a high-speed camera.This phenomenon occurs because the elongated side of the arc rotates to the back of the arc.The actual arc shape is still asymmetrical if viewed at different angles.At other times,an asymmetrical bell shape of the arc is obtained.The arc shape begins its periodicity-rotation over time under the action of the axial magnetic field.Luoet al[9]also found similar results in axial magnetic field assisted GTAW.The arc shape of U-GTAW is shown in figure 3(c).The arc shape of the U-GTAW is markedly changed compared with that of the traditional GTAW.The dark region of the arc disappears in the U-GTAW and the area of the luminous region of the arc is reduced by double,which is due to the fact that under the constraint of radial acoustic radiation,the arc shape was compressed and the density of charged particles increases significantly.Passing through a larger number of charged particles in a smaller end face causes the dark region to decrease.Figure 3(d)shows the arc shape in the U-M-GTAW.Compared with the U-GTAW,the arc shape in U-M-GTAW was further compressed.Simultaneously,the periodicityrotation of the arc shape was observed in U-M-GTAW,which has the same change as M-GTAW.
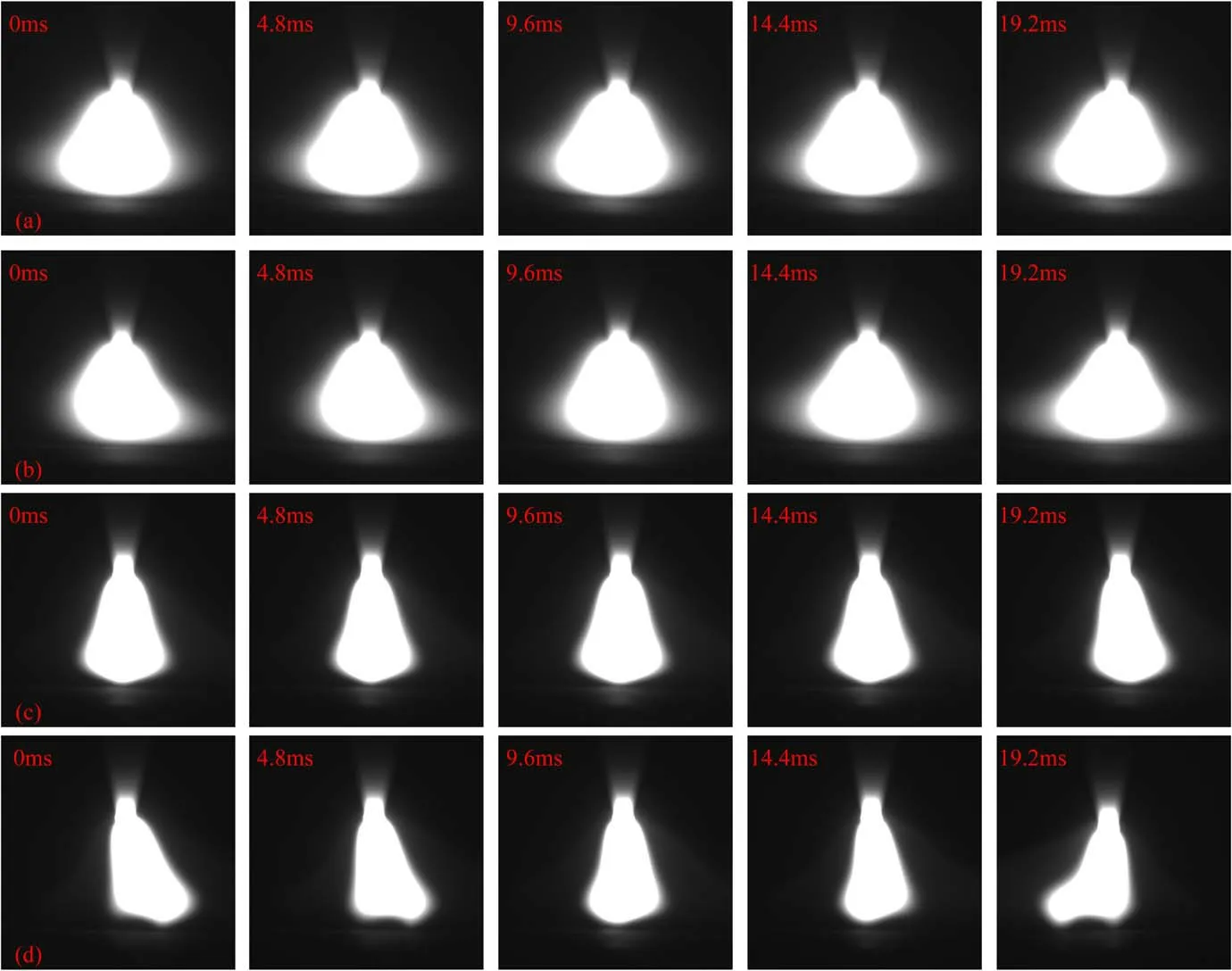
Figure 3.Arc shape with different welding processes:(a)Traditional GTAW,(b)M-GTAW,(c)U-GTAW,(d)U-M-GTAW.
3.2.Geometric parameters of the arc shape
The geometric parameters of the arc shape from figure 2,are measured at 9.6 s(figure 3)and are shown in figure 4,which include the maximum diameter,arc root diameter and arc area.In this section,the maximum diameter of the arc luminous region in the GTAW is used as unit 1.From figure 4(a),the maximum diameter of the arc shape in traditional GTAW is the largest compared with other processes.In M-GTAW,the maximum diameter of the arc shape in the dark and luminous region is respectively reduced by 10% and 13%,compared with that of traditional GTAW.Compared with M-GTAW,the maximum diameter of the arc shape in the dark and luminous region in the U-GTAW is further reduced.When U-M-GTAW is used,the maximum diameter of the arc shape is smallest.The arc root diameter is shown in figure 4(b).Compared to figure 4(a),the arc root diameter is reduced by double.In both the max-diameter of the arc and the arc root diameter,they have the same change tendency.The maximum and minimum arc root diameters are obtained in traditional GTAW and U-M-GTAW,respectively.In figure 4(c),the area of the arc luminous region in GTAW is used as a unit 1.The areas of the dark regions of the arcs in traditional GTAW and M-GTAW are obviously larger than those of U-GTAW and U-M-GTAW,especially the area of traditional GTAW.The minimum area of the arc in the dark region is obtained from U-M-GTAW,which is reduced by double compared with traditional GTAW.When the different welding processes were used,the arc area in the luminous region had the same change trend as the arc area in the dark region.
Figure 5 shows the change in values of the arc shape between the dark and luminous regions.For the maximum diameter of the arc shape(figure 5(a)),the larger changes obtained in traditional GTAW and M-GTAW are respectively 65 and 68.When U-GTAW and U-M-GTAW are employed,the smaller values obtained in U-GTAW and U-M-GTAW are respectively 25.5 and 29.4.The changes of the arc root diameter are shown in figure 5(b).The larger changes obtained in traditional GTAW and M-GTAW are respectively 35.6 and 29.However,the smallest change is obtained in U-M-GTAW.As shown in figure 5(c),there is the same variation tendency between the arc root diameter and arc area.The smallest change in value is also obtained in U-M-GTAW.The smaller the change in value,the smaller the difference between the dark and luminous regions.
3.3.Electrical signals
In the DC mode,the welding current is constant.Therefore,only the welding voltage was measured to evaluate the change in electrical signals.Figure 6 shows the voltage waveform for different welding processes.The voltage variation range in theYaxis is different when the different processes are used.The ultrasound,magnetic field or ultrasound-magnetic field hybrid were added to traditional GTAW,and the voltage waveform moved up along theYaxis.

Figure 4.Geometric parameters of the arc shape:(a)Maximum diameter of the arc shape,(b)Arc root diameter,(c)Arc area.

Figure 5.Change of arc shape between the dark and luminous regions:(a)Maximum diameter,(b)Arc root diameter,(c)Arc area.
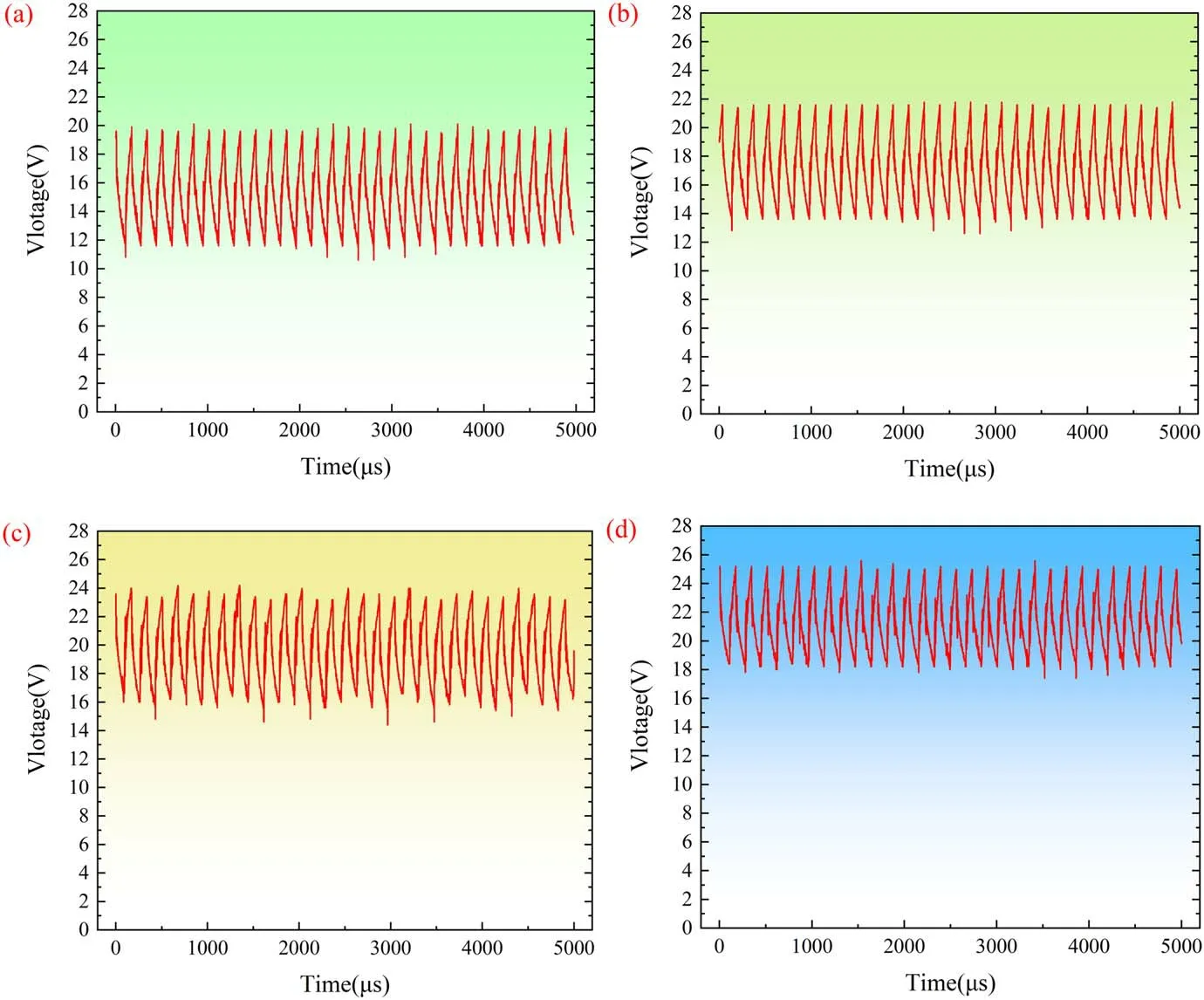
Figure 6.Welding voltage waveform:(a)Traditional GTAW,(b)M-GTAW,(c)U-GTAW,(d)M-U-GTAW.

Figure 7.The value of the welding voltage:(a)Traditional GTAW,(b)M-GTAW,(c)U-GTAW,(d)M-U-GTAW.
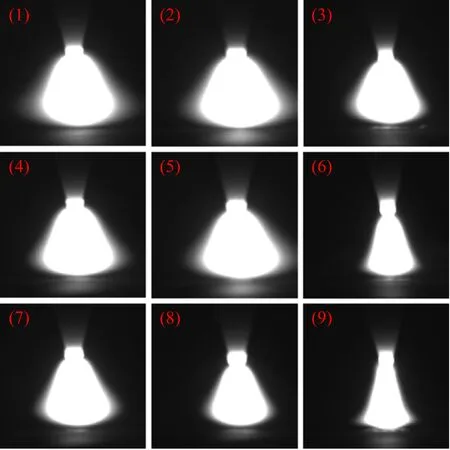
Figure 8.Images of the arcs in the orthogonal experiments.

Figure 9.Influence of the magnetic field on charged particles.

Figure 10.Influence of a standing ultrasound field on charged particles.
The average voltage,maximum voltage and minimum voltage of different processes are calculated as shown in figure 7.The average voltage,maximum voltage and minimum voltage of 16.91 V,21.6 V and 12.4 V are respectively obtained in traditional GTAW as shown in figure 7(a).Compared with GTAW,the average voltage,maximum voltage and minimum voltage of M-GTAW(figure 7(b))are increased by 0.78 V,0.8 V and 0.6 V,respectively.Correspondingly,the average voltage,maximum voltage and minimum voltage of U-GTAW(figure 7(c))are increased by 2.3 V,2.8 V and 1.8 V,respectively.Among the four welding processes,the enhanced voltage of U-M-GTAW is the most obvious.The average voltage,maximum voltage and minimum voltage of U-M-GTAW are increased by 3.71 V,3.4 V and 2.6 V,respectively,compared with those of traditional GTAW.
3.4.The influence of parameters on changes in arc shape
The design orthogonal experiment explored the influence of some parameters on the degree of arc shape change.Ultrasonic power(P),radiator height(H)and magnetic field current(C)were selected as the three factors for the orthogonal experiment,and three optimal parameters from previous studies were selected for each factor.The degree of arc shape change is quantitatively analyzed by formulas(1)-(3),and the orthogonal experimental table is shown in table 1.Images of the arcs in the orthogonal experiments are shown in figure 8.The substrate used in the test is copper blocks,the welding current is 60 A,and the shielding flow rate is 15 l min-1(99.99% Ar).

Table 1.Orthogonal lab table.
The results of theΔL1test under the above parameters are analyzed,and the results are shown in table 2,from where it can be see that the ultrasonic power(P)has the largestrange,followed by the radiator height(H)and the magnetic field current(C).TheChas a smaller range value,indicating that the magnetic field current has less influence onΔL1.The degree of the influence onΔL1isP>H>C.

Table 2.ΔL1 orthogonal experimental analysis results.
The results of theΔL2test under the above parameters are analyzed,and the results are shown in table 3.From table 3,thePhas the largest range,followed by theHand theC.The ranges ofPandHare much greater than that ofC,which indicates thatPandChave a significant effect onΔL2.The degree of the influence onΔL2isP>H>C.
The results of theΔStest under the above parameters are analyzed,and the results are shown in table 4.From table 4,theHhas the largest range,followed by theCand theW.However,the ranges of the three parameters are very close to each other,indicating that they are very close to the degree of influence onΔS.The degree of the influence onΔSisH>C>P.
According to the above orthogonal experimental results,the degree of the influence on arc shape change isH>C>P.
3.5.Change mechanisms of arc behavior
From the above quantitative analysis,it could be found that when the ultrasound field and axial magnetic field were simultaneously introduced into the traditional GTAW,the arc shape was the most obviously compressed compared with that of adding a single ultrasound or magnetic field.A better control of the arc shape was achieved by the ultrasoundmagnetic field coaxial hybrid.

Table 3.ΔL2 orthogonal experimental analysis results.
The moving of charged particles directly affects the arc shape.In traditional GTAW,the arc was affected by the Ampere force(FA)and aerodynamic resistance(FAR).TheFAandFARcan be expressed by formulas(4)and(5),as follows:whereBis the magnetic induction strength in the axial andIxyis the current in theXYplane.


where ρ is the density of gas,vis the arc column motion velocity,Ais the windward area of the arc column per unit length andCARis the air resistance coefficient.When the arc column reached a steady state,FAwas equal toFAR.The arc column motion velocity ofvAwas obtained.In this state,the Lorentz force(FL)and centripetal force(FC)of charged particles were equivalent as follows:

whereqis the amount of charge of charged particles,mis the quality of charged particles andris the motion radius.
However,the distribution of the axial magnetic field in the arc was not parallel and uniform,which was an inhomogeneous magnetic field with a low intermediate magnetic field density and a high surrounding magnetic field density,as reported by Changet al[22].The trajectory of charged particles was a spiral curve under the action of the axial magnetic field.The charged particles had both radial and axial motions.Under the action of an alternating axial magnetic field,the Lorentz force was increased as shown in figure 9,and the balance between the Lorentz force and centripetal force was broken,which needed to increase the centripetal force to obtain a new balance of the Lorentz force and centripetal force.Therefore,therwas reduced and the arc shape was compressed.In addition,owing to the spiral moving of charged particles,a rotating arc was obtained in M-GTAW.
Under the action of ultrasound,there was a standing wave field between the ultrasound radiator and the workpiece,as reported by Fanet al[23].The change cycle of the acoustic radiator force was half of wavelength(λ)as shown in figure 10.The charged particles in the U-GTAW arc were affected by the acoustic radiator force in thez-axis.The speed of charged particles in thez-axis can be expressed as formula
(7):

wherewuis the speed of charged particles in U-GTAW,wis the speed of charged particles in GTAW andΔwis the vibration velocity of charged particles under the action of acoustic radiator force in one cycle,which is expressed as the formula(8):

whereAis the ultrasonic amplitude andTis the ultrasonic cycle.
Because of the periodicity of the wave,in a cycle,the influence rule of ultrasound onz-axis particle velocity can be summarized as follows:the particle velocity is promoted in half of the cycle and restrained in another half of the cycle,which is expressed as formulas(9)and(10),respectively.


From the above discussions,it can be seen that the charged particles in the M-GTAW were mainly affected by adding an electromagnetic force in thex-axis direction,the charged particles in U-GTAW were mainly affected by an acoustic radiation force in thez-axis direction.During U-MGTAW,the axial electromagnetic field and standing wave ultrasound field were simultaneously added to control the arc behavior.The charged particles in U-M-GTAW were acted upon by both the electromagnetic force in thex-axis direction and the acoustic radiation force in thez-axis direction.According to the directions of two additional forces,under the action of ultrasound-magnetic hybrid fields,the motion of charged particles could not be restricted in the different directions.It could be concluded that the charged particles in U-M-GTAW could have the characteristics of both M-GTAW and U-GTAW simultaneously.The arc shape in U-M-GTAW was obviously compressed and had rotation characteristics as shown in figure 3(d).
4.Conclusions
(1)Compared with U-GTAW,the arc shape in the U-MGTAW was further compressed.Simultaneously,the periodicity-rotation of the arc shape was observed in U-M-GTAW,which has the same change as M-GTAW.
(2)When the different welding processes were used,the arc area in the luminous region had the same change trend as the arc area in the dark region.The change in the geometric parameters of the arc shape in U-M-GTAW was the most obvious,which reduced above double compared with traditional GTAW.
(3)The average voltage,maximum voltage and minimum voltage of U-M-GTAW were increased by 3.71 V,3.4 V and 2.6 V,respectively,compared with those of traditional GTAW.
(4)Through the orthogonal experiment,the ultrasonic power(P),radiator height(H)and magnetic field current(C)on the arc shape change are analyzed,and the degree of influence isP>H>C.
(5)Through the theoretical analysis,it can be seen that the charged particles were acted upon by both the electromagnetic force in thex-axis direction and the acoustic radiation force in thez-axis direction,which was the main reason for the change of arc characteristics in the U-M-GTAW.
Acknowledgments
This work was financially supported by the Fundamental Research Funds for the Central Universities of China(No.2572021BF02).
猜你喜欢
东坡赤壁诗词(2022年4期)2022-10-30 12:18:17
音乐天地(音乐创作版)(2020年2期)2020-04-18 06:46:26
音乐天地(音乐创作版)(2020年2期)2020-04-18 06:43:36
初中生世界·九年级(2020年2期)2020-04-10 06:47:22
现代装饰(2020年2期)2020-03-03 13:37:34
歌海(2019年1期)2019-06-11 07:02:15
Communications in Theoretical Physics(2018年12期)2018-12-13 06:33:30
旅游纵览(2018年9期)2018-09-18 19:48:40
中国周刊(2018年5期)2018-05-14 08:02:24
诗选刊(2015年1期)2015-12-20 06:47:54
 Plasma Science and Technology2022年11期
Plasma Science and Technology2022年11期
- Plasma Science and Technology的其它文章
- Interaction of an unwetted liquid Li-based capillary porous system with high-density plasma
- Nanosecond laser preheating effect on ablation morphology and plasma emission in collinear dual-pulse laser-induced breakdown spectroscopy
- An equivalent model of discharge instability in the discharge chamber of Kaufman ion thruster
- Comparative study of pulsed breakdown processes and mechanisms in self-triggered four-electrode pre-ionized switches
- Investigation of stimulated growth effect using pulsed cold atmospheric plasma treatment on Ganoderma lucidum
- Discharge and jet characteristics of gliding arc plasma igniter driven by pressure difference