
磨齿加工冷却液过滤装置的设计*
2022-11-16 10:11□卢彬□奚霞□桑晶
机械制造 2022年8期
□ 卢 彬 □ 奚 霞 □ 桑 晶
南京机电职业技术学院 机械工程系 南京 211300
1 设计背景
冷却液的使用除能带走大量切削热,延长刀具使用寿命外,还可以将切屑带走。当冷却液和切屑流回冷却液箱后,必须经过过滤得到纯净的冷却液,冷却液才可以循环使用。由于磨削加工过程中产生的磨屑与其它机械加工方式产生的切屑不同,因此磨削加工对冷却液的过滤要求更为严格。其它机械加工时过滤冷却液一般采用过滤网及纸袋,依靠液体自身的重力通过过滤网或过滤布,杂物被隔离,从而达到净化液体的目的。磨削产生的磨屑是絮状的,漂浮在冷却液表面,如采用过滤网,极易堵塞过滤网。纸带过滤时,携带杂质的污液会通过冷却液缓冲到过滤纸上[3]。这两种过滤方式虽然能起到过滤的作用,但是速度较慢。弧齿锥齿轮的磨削需要强力冷却,显然这两种过滤方式在过滤速度方面不能满足磨齿加工的要求。针对以上问题,笔者设计了一种磨齿加工冷却液过滤装置,确保冷却液循环使用时冷却液的纯净度和温度。
2 设计思路
随着高速磨削技术和强力磨削技术的飞速发展,对于弧齿锥齿轮的磨削,除选择合理的磨削参数外,还需要关注冷却液的循环使用问题。当前,弧齿锥齿轮的大轮采用成形法和展成法进行磨削。采用筒形砂轮成形法磨削大轮时,筒形砂轮直接切入大轮的齿槽,砂轮与齿槽间会产生全齿面接触,冷却液进入齿槽非常困难。采用展成法,磨削过程为点接触,产生的磨削热相比成形法要小很多,冷却效果则优于成形法。但从生产效率方面看,成形法高于展成法。成形法和展成法企业都会采用,关键在于要有足够的强力冷却液将磨削过程中产生的磨削热与磨屑带走。对此,笔者设计了磨齿加工冷却液过滤装置,包括冷却液过滤离心机和冷却液净化后的冷却系统,来实现冷却液的油屑分离,以及分离后冷却液经油冷装置后的循环冷却。
离心机的原理是通过转桶高速旋转产生离心力,使冷却液中的细小磨屑颗粒加速沉降,从而实现冷却液的油屑分离。纯净的冷却液进入油冷装置后,冷却液循环冷却磨削表面。磨削过程中产生的磨削热由流过砂轮和齿面的冷却液带走,同时砂轮始终不被堵塞,磨削粉尘也不会四处飞散,由此延长砂轮的使用寿命。
离心机设计时必须保证产生足够大的离心力来分离油屑。离心力的大小F与离心旋转半径γ、转速N有关,由公式F=γ×11.18×10-6×N2可以看出,相同离心旋转半径,转速越高,产生的离心力越大。设计时,要综合考虑使用场合机床磨削齿轮最大直径范围内需要的冷却液量。
磨削过程中产生的磨削热被冷却液带走,冷却液在循环过程中自身温度也会升高。在高温天气下工作,回到冷却液箱的冷却液温度可达50~60 ℃,因此必须采取冷却措施,将再进入循环冷却的冷却液温度控制在30 ℃以下,这样才能真正起到冷却和带走磨削热的作用。
综合以上三点,具有较强离心力作用,并使再进入循环冷却的冷却液温度得到控制,是设计中的重点。
3 设计方案
磨齿加工冷却液过滤装置由冷却液过滤离心机和冷却液净化后的冷却系统两部分组成。冷却液过滤离心机如图1所示。驱动电机启动,电机轴上的主动带轮通过三角带带动安装在离心机壳体上的离心机主轴下端的从动带轮一起转动,安装在离心机主轴上端的离心机转桶也一起转动。通过进油管进入离心机转桶的冷却液在高速旋转的离心机转桶内旋转飞溅,由离心机转桶与挡油板的间隙甩入离心机壳体内腔。进入离心机壳体内腔的纯净冷却液经导流板进入导油套,流入出油管。档油板安装在安装挂架上。通过调整安装挂架的上下位置,来控制离心机转桶与挡油板的间隙。三角带的松紧通过安装在支撑箱电机安装座上的腰形孔实现调整。在停机状态下,打开上盖可清理离心机转桶底部的絮状磨屑。由于离心机转桶直径较大,启动时会产生瞬时加速度和惯性冲击力,造成冲击、振动、噪声。除在工艺上离心机转桶需做动平衡外,支撑箱内部还可以贯沙,起到吸振、减小振动的作用。冷却液过滤离心机由22个零件组成,制造成本远低于纸带过滤装置,油屑分离效果好,占地面积小。
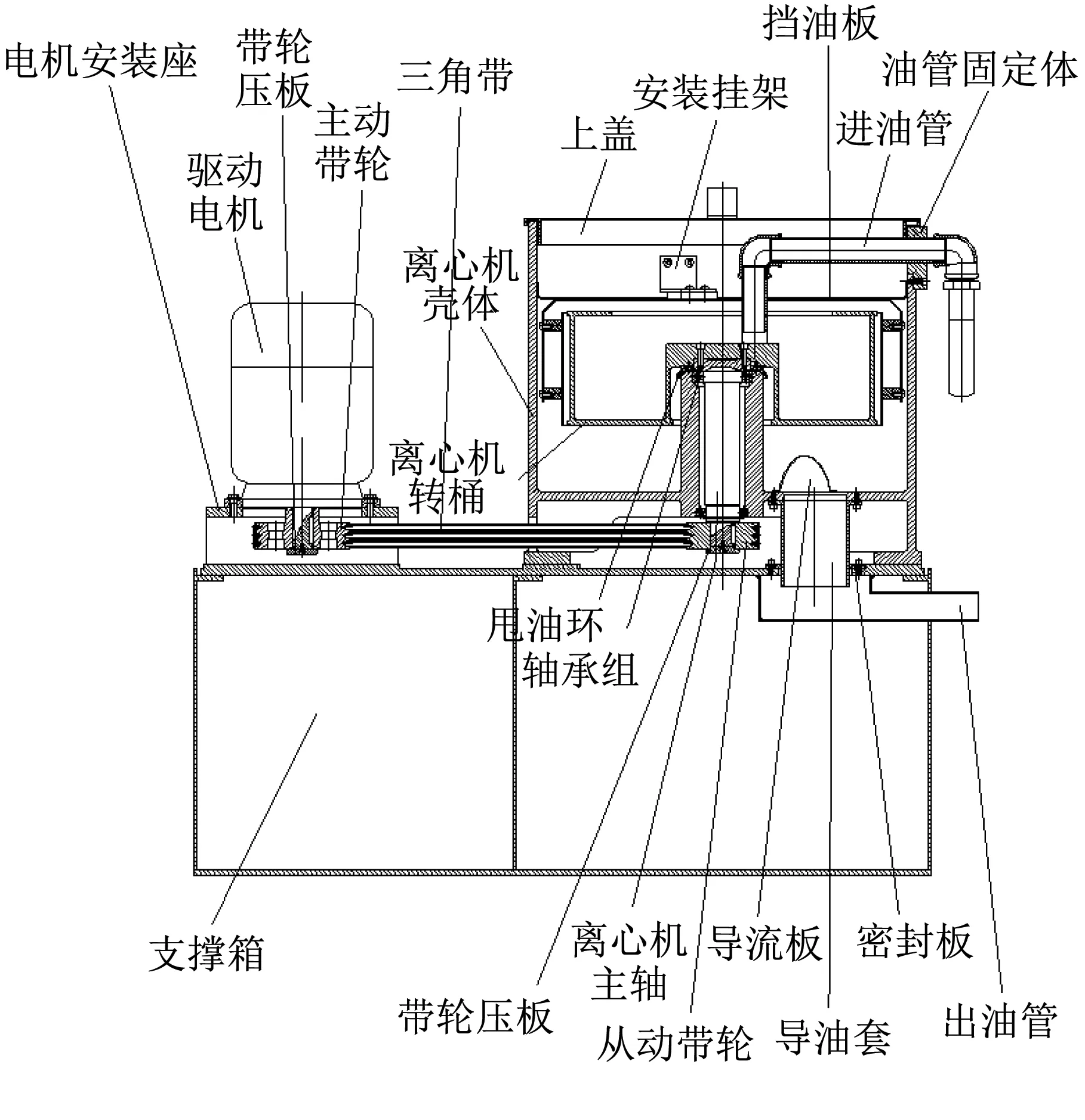
▲图1 冷却液过滤离心机

▲图2 冷却系统
冷却系统如图2所示。冷却液过滤离心机出油管流出的纯净冷却液进入冷却装置进油管后,经过油冷却机处理。油冷却机可以设定温度,通常控制在25~30 ℃范围内。冷却油泵机组工作,通过进油管抽出已被冷却的冷却液。冷却液经出油管进入机床,对磨削加工的齿轮进行冷却。由于弧齿锥齿轮磨削无论是成形法加工还是展成法加工,都需要强力冷却,因此油冷却箱需要有足够的空间来存储冷却液,供磨削冷却使用。为避免油冷却箱无冷却液冷却或冷却液量过多导致油冷却机不能正常工作的情况,设置低油位及极限油位报警。报警机构采用浮球导杆式报警,浮杆上装有信号块,油冷却箱上装有无触点开关,在低于油位及极限油位时进行报警,冷却系统停止工作,机床停机。
4 应用效果
磨齿加工冷却液过滤装置在实际应用中不仅有效实现了油屑分离,而且将再进入循环冷却,经过油冷却机处理后的冷却液温度控制在理想范围内,成为弧齿锥齿轮磨削加工中不可缺少的工艺装置。有关文献表明,砂轮磨粒磨削点的温度最高可达1 000 ℃,且80%以上的热将传入齿轮。磨齿时产生的大量磨削热使齿面磨削区域局部受到很大的热应力,若磨削热得不到有效控制,齿面就容易产生磨削裂纹和磨削烧伤。另一方面,油屑分离不干净,会直接影响磨削表面的粗糙度。以上问题在磨齿加工冷却液过滤装置应用后得到了很好的解决。磨齿加工冷却液过滤装置既为磨削表面提供了足够的强有力冷却,又为机床工作时提供了温度较低、纯净度较高的冷却液,解决了磨削中冷却过滤的一大难题。
猜你喜欢
汽车维护与修理(2021年19期)2021-04-14
失效分析与预防(2020年1期)2020-06-17
制造技术与机床(2019年12期)2020-01-06
制造技术与机床(2019年3期)2019-02-27
中国盐业(2018年20期)2019-01-14
柴油机设计与制造(2018年1期)2018-04-20
制造技术与机床(2017年7期)2018-01-19
临床肝胆病杂志(2017年1期)2017-03-07
汽车维护与修理(2015年2期)2015-02-28
汽车维护与修理(2015年1期)2015-02-28
