不同NaOH/球磨复合预处理对玉米秸秆酶解效果的影响
2022-11-13 07:57杨雪琦韩鲁佳
农业工程学报 2022年15期
杨 洁,杨雪琦,韩鲁佳
不同NaOH/球磨复合预处理对玉米秸秆酶解效果的影响
杨 洁,杨雪琦,韩鲁佳※
(中国农业大学工学院,北京 100083)
农作物秸秆的生物转化是木质纤维类生物质能源化利用的重要手段之一。为了探究室温条件下不同机械化学复合预处理对玉米秸秆酶解效果的影响,该研究以玉米秸秆为研究对象,以单独NaOH处理为对照,在不同NaOH质量分数(0、1%、2%和3%)条件下,分别进行了干法和湿法2种NaOH/球磨复合预处理。使用CellicCtec2(Novozymes,丹麦)进行了不同预处理玉米秸秆72 h酶解试验,系统表征了不同预处理玉米秸秆的粒径、结晶度、表面微观形貌、木质纤维组成和官能团变化,分析了不同预处理玉米秸秆理化性质对酶解影响及其相关性。结果表明:干法和湿法NaOH/球磨复合预处理均显著提高了玉米秸秆葡萄糖产率,且随NaOH质量分数增加(从1%提升至3%),不同NaOH/球磨复合预处理玉米秸秆葡萄糖产率显著提升(<0.01),当NaOH质量分数为3%时,其葡萄糖产率分别达到71.0%和73.1%。无论干法和湿法NaOH/球磨复合预处理,其酶解葡萄糖产率均与纤维素质量分数和平均粒径D50显著正相关(<0.01),与木质素质量分数显著负相关(<0.01);干法NaOH/球磨复合预处理显著降低了玉米秸秆的结晶度,从而一定程度增强改善了玉米秸秆酶解葡萄糖产率。该研究为深入揭示和解析玉米秸秆机械化学复合预处理作用机理提供了数据支撑。
玉米;秸秆;NaOH/球磨;复合预处理;酶解;理化性质;相关性
0 引 言
农作物秸秆的生物转化是木质纤维类生物质能源化利用的重要手段之一,对于缓解能源危机、保护环境和促进绿色可持续发展具有重要意义[1-2]。但是,农作物秸秆组成和结构特异,秸秆细胞壁中木质纤维组分空间互嵌的致密复杂高分子聚合体结构严重制约着其生物转化效率的提高。因此,为了降低农作物秸秆的生物抗性、提高其乙醇转化效率,预处理往往被作为纤维素乙醇生产的必要前处理步骤[3-5]。近年来,机械化学复合预处理因其展示出良好的改性效果和应用潜力,得到了科研工作者的关注[6-7]。例如,Qu等[8]先将小麦秸秆分别进行过1.00和0.50 mm筛的机械粉碎和球磨处理,用质量分数为1%的NaOH 溶液按固液质量比1:50于100 ℃高温下分别处理30、60和90 min,结果显示:复合预处理小麦秸秆酶解葡萄糖产率得到不同程度的提高,其中NaOH/球磨复合预处理样品的酶解葡萄糖产率显著提高,当处理时间为90 min时,其葡萄糖产率高达98.48%。Liu等[9]将玉米秸秆与NaOH溶液混合,NaOH加载量为0.06 g/g,在99 ℃条件下进行机械研磨1 h,结果显示:该复合预处理工艺显著改善了酶解效果,葡萄糖产率最高为92.07%。上述机械化学复合预处理虽有效提高了农作物秸秆酶解葡萄糖产率,但存在需要高温加热、设备工艺复杂的弊端。Lin等[10]在室温条件下,研究比较了质量浓度1%的NaOH/机械球磨复合处理玉米秸秆90 min的效果,与单独球磨处理相比,NaOH/球磨复合预处理玉米秸秆酶解还原糖产率提高了110%。然而除了样品表面形貌,该研究并未表征样品其他理化性质的变化。李骏宝[11]以单独球磨和过氧化氢处理为对照,在室温条件下,将玉米秸秆分别与质量分数为2.5%、5.0%和7.5%碱性过氧化氢溶液按照1∶2固液质量比混合均匀后,置于球磨机中粉碎,并对处理后的玉米秸秆木质纤维组成进行了测定,但缺乏对不同样品物理形貌结构变化的深入探究。
为了系统探究室温条件下不同机械化学复合预处理对玉米秸秆理化性质和酶解效果的影响,本研究以单独NaOH预处理为对照,系统研究比较了2种不同NaOH/球磨复合预处理工艺对玉米秸秆化学组成、微观物理结构和酶解葡萄糖产率的影响,并深入分析了不同复合预处理玉米秸秆样品理化性质及其葡萄糖产率的相关性,以期为进一步揭示机械化学复合预处理对玉米秸秆酶解促进效果的影响机理提供一定的理论指导。
1 材料与方法
1.1 玉米秸秆及试剂
试验所用玉米秸秆采集自中国农业大学上庄实验站。玉米秸秆经自然晾晒后切短至3~5 cm,使用RT-34高速粉碎机(泓荃制药机械公司,中国)进行粉碎并过1 mm筛,得到玉米秸秆粗粉碎(Coarse Milling,CM)样品,记为CM。经实际测定,玉米秸秆样品木质纤维组分的质量分数分别为:纤维素35.1%、半纤维素18.7%和木质素18.9%。
氢氧化钠(纯度≥96%)购买自北京化工厂,使用前未进一步纯化。
1.2 不同NaOH/球磨复合预处理工艺
不同预处理工艺分述如下:
1)NaOH预处理:取部分CM样品,分别与质量分数0、1%、2%和3%的NaOH溶液,按照前期研究优化后的固液质量比1∶6混合[12],反应时间设为30 min。该处理设为对照组(Control Check, CK),所得样品记为CK-,为NaOH质量分数(%)。
2)干法NaOH/球磨复合预处理(Dry NaOH/Ball Milling combined pretreatment, DBM):取部分CM样品,使用CJM-SY-B 型振动球磨粉碎机(秦皇岛太极环纳米制品有限公司,中国),在实验室前期研究优化的球料比(氧化锆球与玉米秸秆原料体积比为2∶1)和填充率(氧化锆球与球磨机罐体体积之比为35%)条件下[13],对CM样品进行球磨粉碎,粉碎时间为30 min,得到球磨粉碎(Ball Milling, BM)玉米秸秆,记为BM。为避免球磨过程中产生高温对试验结果造成干扰,在球磨机罐体周围通入循环冷却水,使罐体温度始终维持在25 ℃左右。取BM样品,分别与质量分数为0、1%、2%和3%的NaOH溶液按固液比1∶6充分混合,反应时间设为30 min。该预处理组记为DBM,所得样品记为DBM-。
3)湿法NaOH/球磨复合预处理(Wet NaOH/Ball Milling combined Pretreatment, WBM):取部分CM样品按固液比1∶6分别与质量分数为0、1%、2%和3% 的NaOH溶液混合,随后置于CJM-SY-B型振动球磨粉碎机中球磨处理30 min(球料比为2∶1,填充率为35%)。该预处理组记为WBM,所得样品记为WBM-。
不同NaOH/球磨复合预处理及其玉米秸秆样品信息见表1。
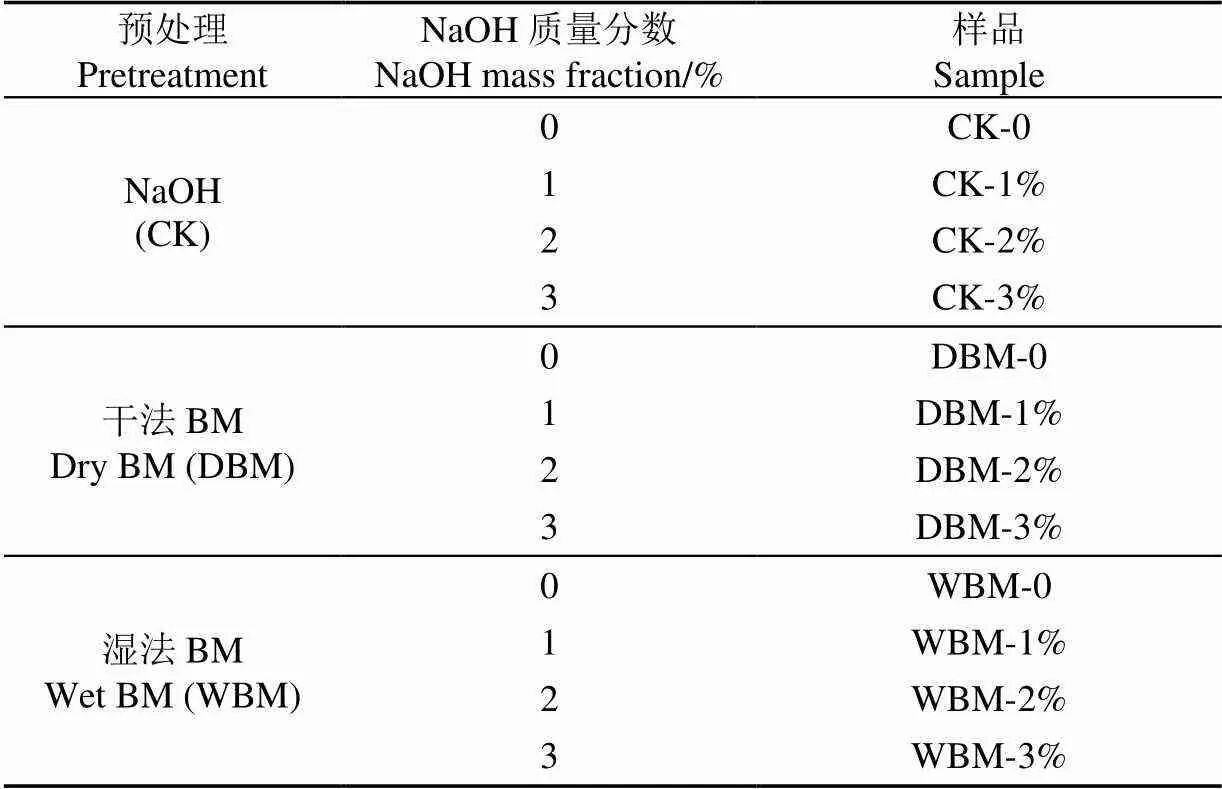
表1 不同NaOH/球磨复合预处理(BM)及玉米秸秆样品
预处理结束后,取部分样品,加入去离子水搅拌,并用3.8%稀盐酸调pH值至7,然后转移至布氏漏斗中用去离子水充分洗涤并进行固液分离。完成后,分别取部分固体用于后续酶解试验以及粒度分布和表面形貌观察;剩余固体使用真空冷冻干燥机(Alpha2-4 LD-Plus,Christ,德国)进行冷冻干燥后,用于样品木质纤维组成、结晶度和官能团的测定。
样品固体回收率计算公式[8]如下:

式中1为预处理结束后样品干物质质量,g;2为预处理前样品干物质质量,g。
1.3 表征方法
1.3.1 粒径分布测定
使用MASTERSIZER 3000激光粒度仪(Malverm,英国)对稀释至质量分数为1%的固体样品悬浮液进行粒径测量[14]。颗粒尺寸10、50和90分别代表样品累计体积分数分别达到10%、50%和90%时对应的粒径大小。每个样品重复测量5次。
1.3.2 X射线衍射(X-ray Diffraction,XRD)测定
使用普析XD3系列X射线衍射仪(普析,北京)对冻干样品进行晶体结构分析。测试条件为Cu靶,电压36 kV,电流20 mA,扫描范围2=5°~40°,扫描速度2°/min。每个样品重复测量2次。
纤维素结晶度(Crystallinity Index, CrI)计算公式[15]如下:

式中max为衍射峰强度最大值;am为无定形纤维素衍射峰强度。
1.3.3 扫描电子显微镜(Scanning Electron Microscopy, SEM)观察
取适量稀释至质量分数为0.1%的预处理固体样品悬浮液滴于碳基胶带上,并置于60 ℃烘箱中进行干燥后进行喷金处理,然后使用Hitachi SU3500电子显微镜(Hitachi,日本)对样品进行表面形貌观察[16]。
1.3.4 傅里叶变换红外光谱(Fourier Transform Infrared Spectroscopy, FTIR)分析
将不同预处理玉米秸秆冻干样品与烘干的溴化钾粉末按质量比1∶100混合均匀并研磨,在2.0 MPa压力下保持1 min制成待测透明薄片,使用Spectrun 400光谱仪(PerkinElmer,美国)进行光谱信息测量。扫描波数范围为4 000~40 cm-1,分辨率为4 cm-1,扫描次数为64次[17]。每个样品重复测量2次。
1.3.5 木质纤维组成分析
样品中的纤维素、半纤维素和木质素质量分数测定方法及计算公式参照NREL-TP-510-42618[18],每个样品重复测2次。
测定过程中糖类色谱条件为:色谱柱选用Bio-Rad HPX-87P(Bio-Rad,美国),柱温为80 ℃,流动相为脱气的超纯水,流速为0.6 mL/min,每个样品进样体积为20L,运行时间为40 min,检测器为视差折光检测器(Hitachi L-2490,日本)。
1.4 酶解试验
1.4.1 酶活测定
本研究使用的纤维素酶为CellicCtec2(Novozymes,丹麦)。参照NREL/TP-510-42628标准[19],采用纤维素滤纸酶活法测定试验所用纤维素酶酶活。即,利用插值法,测定并计算出50 mg纤维素滤纸水解60 min产生2 mg葡萄糖对应的待测酶液的稀释倍数,进而根据下列公式[19]计算得到滤纸酶活(FPU/mL):

经测定,本研究使用的CellicCtec2的酶活为199.70 FPU/mL。
1.4.2 酶解试验
酶解试验参照NREL/TP-510-42629 方法[20]进行,具体步骤为:取固体样品(0.5 g干物质)按1:20固液比加入pH值为4.8柠檬酸钠缓冲液,并按0.08 g/L加入盐酸四环素,酶载荷为20 FPU/g固体,在50 ℃和200 r/min水浴振荡条件下进行72 h酶解反应。反应结束后,将样品置于沸水浴中加热10 min使纤维素酶灭活;冷却后取上清液,用碳酸钙调pH值至5~6,静置待分层后,吸取部分上清液过0.22m水系滤膜;使用高效液相色谱仪(色谱条件同1.3.5小节)测定葡萄糖质量分数,每个样品重复测量2次。
酶解葡萄糖产率()计算参考NREL/TP-510-42629标准[20],公式如下:

1.5 数据统计及分析
试验结果以均值±标准差表示,对数据进行Duncan单因素方差检验,检验水平取0.01。方差分析和相关性分析使用SPSS20.0软件完成,作图使用Origin2018软件完成。
2 结果与分析
2.1 不同预处理玉米秸秆酶解葡萄糖产率变化
不同预处理玉米秸秆酶解72 h后其葡萄糖产率如图1所示。
由图1可以看出:在未添加NaOH条件下,CK-0 经酶解72 h后葡萄糖产率为13.1%;而球磨处理后,酶解葡萄糖产率得到不同程度的显著提高(<0.01),DBM-0葡萄糖产率为39.8%,WBM-0葡萄糖产率为26.4%,干法球磨处理的效果明显优于湿法球磨处理。当添加NaOH后,DBM-1%葡萄糖产率为48.5%,显著高于CK-1%(19.3%),与CK-3%葡萄糖产率(49.3%)相当,表明NaOH/球磨复合处理中,球磨产生了一定的化学增强作用,能有效提高NaOH化学作用,使葡萄糖产率在较低NaOH加载水平时得到大幅提高。
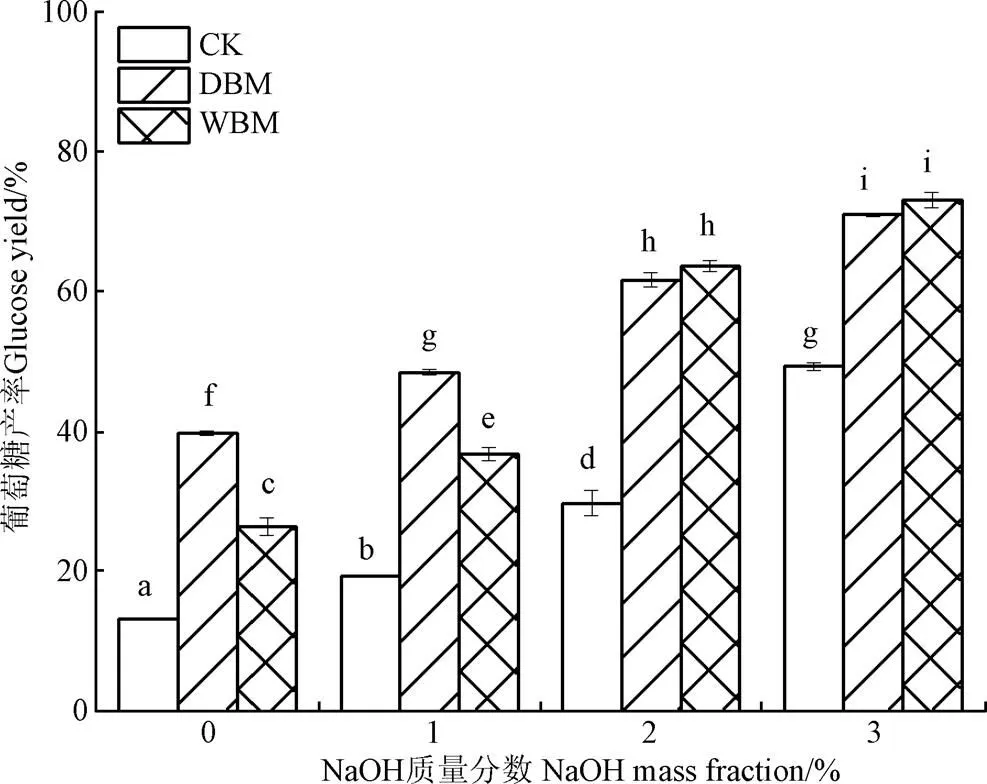
注:不同小写字母表示差异性显著,P<0.01。下同。
不同NaOH/球磨复合预处理玉米秸秆葡萄糖产率随NaOH质量分数增加均得到显著提升(<0.01)。当NaOH质量分数为0或1%时,对比3种预处理组的结果可知,DBM样品葡萄糖产率最高。伴随NaOH溶液质量分数进一步增加,DBM和WBM组样品的葡萄糖产率均持续增加,DBM-3%和WBM-3%葡萄糖产率分别为71.0%和73.1%,但两者差异不显著(>0.01)。综上,NaOH/球磨复合处理有效提高了葡萄糖产率,当NaOH质量分数>2%时,DBM和WBM 2种复合预处理的酶解效果差异不显著,但比较而言,WBM预处理工艺具有处理步骤少和时间短的优势。
2.2 不同预处理玉米秸秆微观结构变化与比较
图2所示为不同预处理玉米秸秆粒度分布和粒径变化情况。
由图2a可以看出,与CK组相比,DBM和WBM预处理组样品粒度分布整体左移,表明机械化学复合预处理有效减小了样品的整体粒度;随着NaOH质量分数的增加,同类机械化学复合预处理样品粒度分布曲线右移,粒度呈增加趋势;DBM样品在200m附近出现第2个峰,这在今后的研究中需要基于高度关注。
如图2b所示,就平均粒径D50而言,CK-0为233.7m,处于组织尺度(100~500m)[21],DBM-0和WBM-0分别为15.8m和38.9m,处于细胞尺度(30~50m)[21]。随着NaOH质量分数的增加,DBM组平均粒径始终处于细胞尺度范围,DBM-3%粒径最大为50.6m;DBM和WBM组样品平均粒径呈增加趋势,且WBM组样品的平均粒径始终大于DBM组,这一方面与NaOH的溶胀作用有关[22],另一方面与湿法球磨处理一定程度上降低了球与样品的直接碰撞或摩擦等作用力有关。
由图3不同预处理玉米秸秆样品在300倍放大条件下扫描电镜图可以看出:CK组秸秆样品呈短棒状,排列较为整齐的维管束结构清晰,随着NaOH质量分数的增加,样品虽呈现一定程度的结构坍塌,但形貌结构依然相对完整。与CK组相比,DBM和WBM样品明显细碎化,表明样品植物组织结构遭到严重破坏。DBM组样品呈破碎的短片状或颗粒状,WBM样品多为细长的纤维状结构,且长短不一的纤维呈现互相缠绕状态,这与前面WBM平均粒径大于DBM平均粒径的分析结果高度吻合。

注:D50代表样品累计体积分数达到50%时对应的粒径大小。
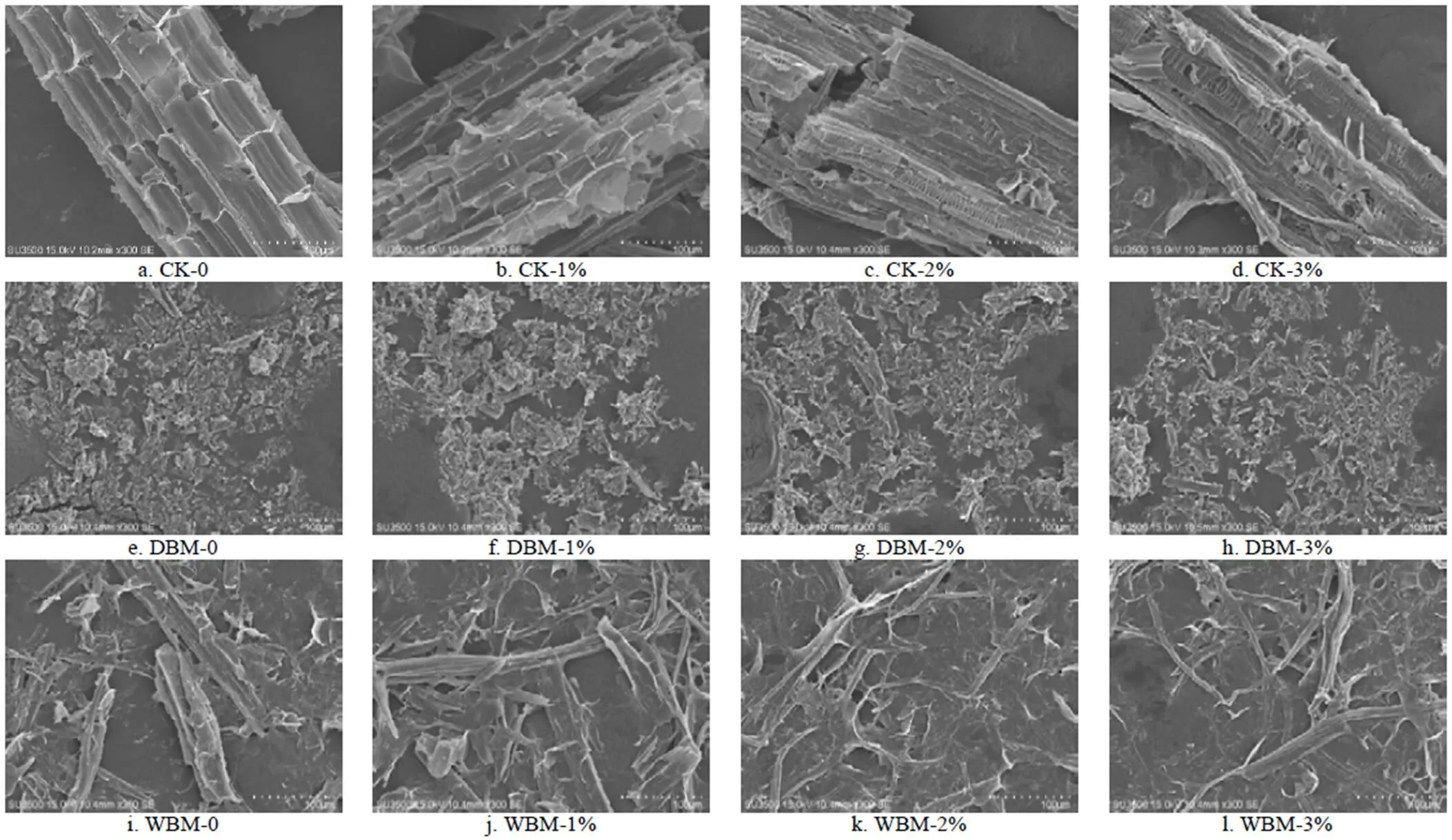
图3 不同预处理玉米秸秆扫描电镜图像
不同预处理玉米秸秆XRD图谱如图4所示。这可以看出,16°和22°附近存在明显的结晶纤维素衍射峰,表明不同预处理玉米秸秆纤维素晶型结构没有发生明显改变,始终为纤维素I。
结晶度变化的数值分析结果如表2所示。由表2可以看出,CK组样品结晶度为42.2%~45.2%,NaOH质量分数增加对样品结晶度的影响不大。DBM组样品结晶度显著小于CK组,表明干法NaOH/球磨复合预处理有效破坏物质细胞壁晶体结构,这与Agbor等[23]研究结果一致。随着NaOH质量分数增加,DBM结晶度显著增加,当NaOH质量分数为3%时,DBM样品结晶度增至32.7%。分析原因,球磨有效降低了玉米秸秆颗粒尺寸,增大了玉米秸秆与氢氧根离子的接触面积,从而有利于促进NaOH与玉米秸秆中半纤维素和木质素等非晶态结构的化学反应[24],有效去除无定形区域。湿法NaOH/球磨复合预处理对玉米秸秆结晶度影响不大,推测是溶剂对球磨的机械作用产生了一定程度缓冲或阻碍所致。

注:0,1%,2%,3%表示NaOH质量分数。下同。
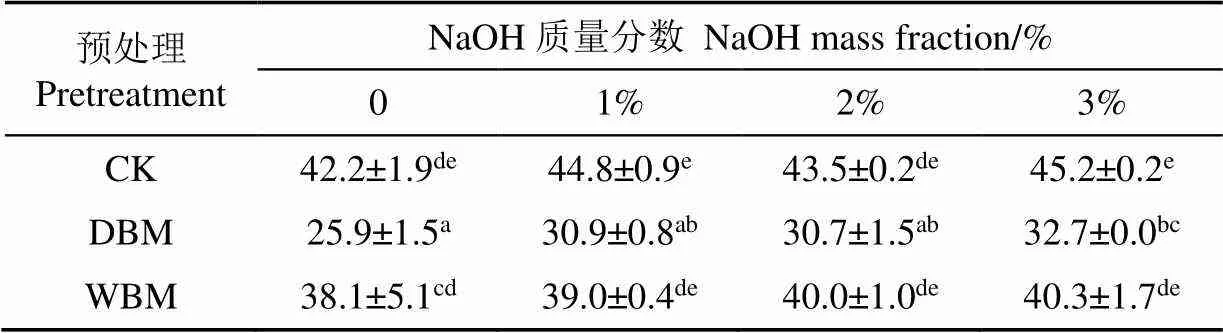
表2 不同预处理玉米秸秆结晶度
注:表中标有不同小写字母表示差异性显著,<0.01。
Note: Different lowercase letters in the table indicate significant differences,<0.01.
2.3 不同预处理玉米秸秆木质纤维组分变化与比较
不同预处理玉米秸秆木质纤维组成及固体回收率变化如表3所示。CK-0的纤维素、半纤维素和木质素质量分数分别为36.8%、22.3%和20.3%。经NaOH处理后,随NaOH质量分数增加,样品中纤维素质量分数显著增加,木质素质量分数显著降低(<0.01),这是NaOH破坏木质素和半纤维素中的酯键和醚键所致;但半纤维素质量分数变化并不明显,这是由于NaOH仅造成少量半纤维素溶解[25],亦即半纤维素质量分数并未因木质素质量分数显著降低而发生显著变化。
由表3还可以看出,CK-0、DBM-0和WBM-0中纤维素、半纤维素和木质素质量分数差异不大,这与文献[26]关于机械粉碎不改变玉米秸秆化学组成的研究结果相一致。当NaOH质量分数相同时,2种机械化学复合预处理样品的纤维素质量分数差异不显著(>0.01),但WBM预处理组样品木质素质量分数显著低于DBM组样品(<0.01),其中当NaOH质量分数为3%时,WBM-3%木质素质量分数最低,为14.9%。由此可见,湿法球磨更有利于促进NaOH的渗透[27]和加快木质素的降解。

表3 不同预处理玉米秸秆样品木质纤维组分及固体回收率变化
注:表中同列标有不同小写字母表示差异性显著,<0.01。
Note: Different lowercase letters in the same column of the table indicate significant differences,<0.01.
不同预处理玉米秸秆样品的FTIR图谱如图5所示。1 733 cm-1附近的吸收峰源自C=O伸缩振动,可能与半纤维素中乙酰基和糖醛酸酯相关,也可能与木质素中阿魏酸和对豆香酸相关[26]。1 506和1 247 cm-1处的吸收峰分别对应C=C和C-O,主要与木质素相关[25-28]。从图5可以看出,随着NaOH质量分数增加,1 506和1 247 cm-1处的吸光度峰值减弱,表明玉米秸秆中木质素被不同程度去除,这与表3中木质素质量分数变化规律一致。当NaOH质量分数为2%或3%时,不同处理方式的玉米秸秆位于1 733 cm-1处吸收峰完全消失,表明NaOH处理有效破坏半纤维素和木质素中的酯键。3 400、2 900、1 200~1 000和895 cm-1位置处吸收峰与纤维素相关,表明样品中含有较多的纤维素。
2.4 不同预处理玉米秸秆理化性质与葡萄糖产率相关性分析
表4所示为不同预处理玉米秸秆理化性质与葡萄糖产率的Pearson相关性分析结果。
由表4可以看出,CK、DBM和WBM样品葡萄糖产率均与纤维素质量分数呈显著正相关关系,这与文献[11]在研究玉米秸秆球磨/碱性过氧化氢复合预处理时所得结果一致。CK、DBM和WBM样品葡萄糖产率均与木质素质量分数呈显著负相关关系。Loustau-Cazalet等[29]在其玉米秸秆NaOH/振动球磨预处理的研究中指出,碳水化合物酶促水解提高的主要原因在于木质素的去除。Yang等[30]研究表明木质素的去除有利于纤维素酶降解玉米秸秆。木质素和半纤维素通过共价键和非共价键与纤维素紧密结合,严重阻碍了纤维素对酶的可及度,影响酶解效果[31]。木质素的去除增加了玉米秸秆的孔径和可及性,减少酶对木质素的非生产性吸附[32-33]。当玉米秸秆木质素质量分数降低时,葡萄糖产率得到显著提高,两者表现出极显著的负相关关系[34]。这些均与本研究的结果高度吻合。

图5 不同预处理玉米秸秆FTIR图谱

表4 Pearson相关性分析结果
注: ** 表示参数之间极显著性相关(<0.01);*表示参数之间显著性相关(<0.05)。
Note: **Indicates extremely significant correlation between parameters (<0.01), *Indicates significant correlation between parameters (<0.05).
DBM样品葡萄糖产率与其D50与结晶度呈显著正相关关系,WBM样品葡萄糖产率与粒径呈显著正相关关系(<0.01)。由图1数据可知,在不添加NaOH的条件下,DBM和WBM样品葡萄糖产率由13.1%(CK-0)分别提升至26.4%(WBM-0)和39.8%(DBM-0)。与此同时,WBM-0与DBM-0木质纤维组成差异不显著,但 DBM-0样品平均粒径和结晶度均最小。这与降低植物细胞壁晶体结构和减小颗粒尺寸可有效提高酶解葡萄糖产率的文献研究结果一致[35-36]。
3 结 论
基于室温条件的2种不同NaOH/球磨复合预处理工艺对玉米秸秆木质纤维组成、微观物理结构和酶解葡萄糖产率的影响及其相关性研究结果表明:
1)干法NaOH/球磨复合预处理和湿法NaOH/球磨复合预处理,均可显著提高玉米秸秆酶解葡萄糖产率。
2)随NaOH质量分数增加(从1%提升至3%),不同NaOH/球磨复合预处理玉米秸秆葡萄糖产率显著提升(<0.01)。
3)干法NaOH/球磨复合预处理和湿法NaOH/球磨复合预处理酶解葡萄糖产率与其纤维素质量分数和平均粒径D50呈显著正相关,与木质素质量分数显著负相关(<0.01),其中干法NaOH/球磨复合预处理显著改变了玉米秸秆结晶度,从而一定程度增强改善了玉米秸秆酶解葡萄糖产率(<0.05)。
[1] 王久臣,戴林,田宜水,等. 中国生物质能产业发展现状及趋势分析[J]. 农业工程学报,2007,23(9):276-282.
Wang Jiuchen, Dai Lin, Tian Yishui, et al. Analysis of the development status and trends of biomass energy industry in China[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2007, 23(9): 276-282. (in Chinese with English abstract)
[2] 张元晶,魏刚,张小冬,等. 木质纤维素生物质预处理技术研究现状[J]. 中国农学通报,2012,28(11):272-277.
Zhang Yuanjing, Wei Gang, Zhang Xiaodong, et al. Status in pretreatment technologies of lignocellulosic biomass[J]. China Agricultural Science Bulletin, 2012, 28(11): 272-277. (in Chinese with English abstract)
[3] Ji G Y, Xiao W H, Gao C F, et al. Mechanical fragmentation of wheat and rice straw at different scales: Energy requirement in relation to microstructure properties and enzymatic hydrolysis[J]. Energy Conversion and Management, 2018, 171: 38-47.
[4] Lorenci W A, Dalmas N C J, Porto D S V L, et al. Lignocellulosic biomass: Acid and alkaline pretreatments and their effects on biomass recalcitrance-conventional processing and recent advances[J]. Bioresource Technology, 2020, 304: 122848.
[5] Bak J S, Ko J K, Han Y H, et al. Improved enzymatic hydrolysis yield of rice straw using electron beam irradiation pretreatment[J]. Bioresource Technology, 2009, 100(3): 1285-1290.
[6] Perona A, Hoyos P, Farrán Á, et al. Current challenges and future perspectives in sustainable mechanochemical transformations of carbohydrates[J]. Green chemistry: An International Journal and Green Chemistry Resource: GC, 2020, 22(17): 5559-5583.
[7] Wu S K M. Mechanochemistry of cellulose[J]. Cellulose, 2019, 26(1): 215-225.
[8] Qu T J, Zhang X M, Gu X W, et al. Ball milling for biomass fractionation and pretreatment with aqueous hydroxide solutions[J]. ACS Sustainable Chemistry & Engineering, 2017, 5(9): 7733-7742.
[9] Liu H, Pang B, Zhao Y D, et al. Comparative study of two different alkali-mechanical pretreatments of corn stover for bioethanol production[J]. Fuel, 2018, 221: 21-27.
[10] Lin Z X, Huang He, Zhang H M, et al. Ball milling pretreatment of corn stover for enhancing the efficiency of enzymatic hydrolysis[J]. Applied Biochemistry and Biotechnology, 2010, 162(7): 1872-1880.
[11] 李骏宝. 不同预处理对玉米秸秆酶解效果的增强作用及机理研究[D]. 北京:中国农业大学,2020.
Li Junbao. Enhancing Effects and Mechanisms of Different Pretreatments on Enzymatic Hydrolysis of Corn Stover[D]. Beijing: China Agricultural University, 2020.
[12] Yang J, Gao C F, Yang X Q, et al. Effect of combined wet alkaline mechanical pretreatment on enzymatic hydrolysis of corn stover and its mechanism[J]. Biotechnology for Biofuels and Bioproducts, 2022, 15(1): 31.
[13] Ji G Y, Gao C F, Xiao W H, et al. Mechanical fragmentation of corncob at different plant scales: Impact and mechanism on microstructure features and enzymatic hydrolysis[J]. Bioresource Technology, 2016, 205: 159-165.
[14] Gao C F, Yang J, Han L J. Systematic comparison for effects of different scale mechanical-NaOH coupling treatments on lignocellulosic components, micromorphology and cellulose crystal structure of wheat straw[J]. Bioresource Technology, 2021, 326: 124786.
[15] Lee J W, Kim J Y, Jang H M, et al. Sequential dilute acid and alkali pretreatment of corn stover: Sugar recovery efficiency and structural characterization[J]. Bioresource Technology, 2015, 182: 296-301.
[16] Gao C F, Yang J, Zhang H H, et al. Quantitative and qualitative characterization of dual scale mechanical enhancement on cellulosic and crystalline-structural variation of NaOH treated wheat straw[J]. Bioresource Technology, 2020, 312: 123535.
[17] Zhang Y J, Huang M, Su J M, et al. Overcoming biomass recalcitrance by synergistic pretreatment of mechanical activation and metal salt for enhancing enzymatic conversion of lignocellulose[J]. Biotechnology for Biofuels, 2019, 12(1): 12.
[18] NREL/TP-510-42618, Determination of structural carbohydrates and lignin in biomass[S].
[19] NREL/TP-510-42628, Measurement of cellulase activities[S].
[20] NREL/TP-510-42629, Enzymatic Saccharification of Lignocellulosic Biomass[S].
[21] Barakat A, Monlau F, Solhy A, et al. Mechanical dissociation and fragmentation of lignocellulosic biomass: Effect of initial moisture, biochemical and structural proprieties on energy requirement[J]. Applied Energy, 2015, 142: 240-246.
[22] Chuetor S, Champreda V, Laosiripojana N. Evaluation of combined semi-humid chemo-mechanical pretreatment of lignocellulosic biomass in energy efficiency and waste generation[J]. Bioresource Technology, 2019, 292: 121966.
[23] Agbor V B, Cicek N, Sparling R, et al. Biomass pretreatment: Fundamentals toward application[J]. Biotechnology Advances, 2011, 29(6): 675-685.
[24] Li J B, Zhang H Y, Lu M S, et al. Comparison and intrinsic correlation analysis based on composition, microstructure and enzymatic hydrolysis of corn stover after different types of pretreatments[J]. Bioresource Technology, 2019, 293: 122016.
[25] Kim J S, Lee Y Y, Kim T H. A review on alkaline pretreatment technology for bioconversion of lignocellulosic biomass[J]. Bioresource Technology, 2016, 199: 42-48.
[26] Gao C F, Xiao W H, Ji G Y, et al. Regularity and mechanism of wheat straw properties change in ball milling process at cellular scale[J]. Bioresource Technology, 2017, 241: 214-219.
[27] Huang J W, Zhu Y K, Liu T Y, et al. A novel wet-mechanochemical pretreatment for the efficient enzymatic saccharification of lignocelluloses: Small dosage dilute alkali assisted ball milling[J]. Energy Conversion and Management, 2019, 194: 46-54.
[28] Zhang Y H, Ding S Y, Mielenz J R, et al. Fractionating recalcitrant lignocellulose at modest reaction conditions[J]. Biotechnology and Bioengineering, 2007, 97(2): 214-223.
[29] Loustau-Cazalet C, Sambusiti C, Buche P, et al. Innovative deconstruction of biomass induced by dry chemo-mechanical activation: Impact on enzymatic hydrolysis and energy efficiency[J]. ACS Sustainable Chemistry & Engineering, 2016, 4(5): 2689-2697.
[30] Yang B, Wyman C E. Effect of xylan and lignin removal by batch and flowthrough pretreatment on the enzymatic digestibility of corn stover cellulose[J]. Biotechnology and Bioengineering, 2004, 86(1): 88-95.
[31] Alvira P, Tomás-Pejó E, Ballesteros M, et al. Pretreatment technologies for an efficient bioethanol production process based on enzymatic hydrolysis: A review[J]. Bioresource Technology, 2010, 101(13): 4851-4861.
[32] Mussatto S I, Fernandes Marcela, Milagres A M F, et al. Effect of hemicellulose and lignin on enzymatic hydrolysis of cellulose from brewer's spent grain[J]. Enzyme and Microbial Technology, 2008, 43(2): 124-129.
[33] Taherzadeh M, Karimi K. Pretreatment of lignocellulosic wastes to improve ethanol and biogas production: A review[J]. International Journal of Molecular Sciences, 2008, 9(9): 1621-1651.
[34] Raud M, Kikas T, Sippula O, et al. Potentials and challenges in lignocellulosic biofuel production technology[J]. Renewable and Sustainable Energy Reviews, 2019, 111: 44-56.
[35] Barakat A, de V H, Rouau X. Dry fractionation process as an important step in current and future lignocellulose biorefineries: A review[J]. Bioresource Technology, 2013, 134: 362-373.
[36] Sambusiti C, Licari A, Solhy A, et al. One-pot dry chemo-mechanical deconstruction for bioethanol production from sugarcane bagasse[J]. Bioresource Technology, 2015, 181: 200-206.
Effects of different NaOH/ball milling combined pretreatments on the enzymatic hydrolysis of corn stalks
Yang Jie, Yang Xueqi, Han Lujia※
(,,100083,)
The bioconversion technique is one of the important methods for producing environmentally friendly bioenergy from lignocellulosic biomass. The objective of this study is to explore the effect of different mechanochemical combined pretreatments on the enzymatic hydrolysis of corn stalks at room temperature. In this study, corn stalk was used as biomass material, lower load of NaOH with mass fractions 0, 1%, 2%, and 3% was used in the groups of NaOH pretreatment alone, the dry NaOH/ball milling combined pretreatment and the wet NaOH/ball milling combined pretreatment, respectively. The following 72 h enzymatic hydrolysis experiments for different pretreated corn stalks were carried out by using the enzyme CellicCtec2 (Novozymes, Denmark). The particle size, crystallinity, surface micromorphology, lignocellulosic composition, and the functional group changes of the pretreated corn stalk samples were systematically characterized. The effects of the different NaOH/ball milling combined pretreatments on samples’ physicochemical properties on enzymatic hydrolysis yield and their correlations were further investigated and discussed in detail. The results showed that both dry and wet NaOH/ball milling combined pretreatment significantly improved the corn stalk glucose yield compared with NaOH pretreatment (<0.01). And with the increase of NaOH mass fraction (from 1% to 3%), the glucose yield of corn stalk with dry and wet NaOH/ball milling combined pretreatment increased clear (<0.01). When the mass fraction of NaOH was 3%, the glucose yield of the dry and wet NaOH/ball milling combined pretreatment reached 71.0% and 73.1%, respectively. The dry NaOH/ball milling combined pretreatment effectively reduced the particle size and crystallinity of the corn stalk, compared with the NaOH pretreatment. Once the NaOH mass fraction was 0, the particle size and crystallinity of the corn stalk treated by the dry NaOH/ball milling were the lowest, 15.8m and 25.9%, respectively. But, the particle size and crystallinity of the corn stalk pretreated by the wet NaOH/ball milling were higher than those of the dry NaOH/ball milling combined pretreated samples. The cellulose mass fraction of different combined pretreatment samples gradually increased, with the increase of NaOH mass fraction. There was no significant difference in the cellulose mass fraction between the two pretreatment samples under the same NaOH loading conditions. The cellulose mass fraction was up to 48.5% in the wet NaOH/ball milling combined with pretreated samples, when the NaOH mass fraction was 3%. The lignin mass fraction decreased significantly with the increase of NaOH mass fraction (<0.01). The lignin mass fraction of corn stalk with the wet NaOH/ball milling combined pretreatment was lower than that of dry ones. Once the NaOH mass fraction was 3%, the lignin mass fraction of the wet NaOH/ball milling combined pretreatment was the lowest at 14.9%. Regardless of the dry and wet NaOH/ball milling combined pretreatment, the enzymatic glucose yields were significantly positively correlated with cellulose mass fraction and average particle size50(<0.01), and significantly negatively correlated with lignin mass fraction (<0.01). The dry NaOH/ball milling combined pretreatment significantly reduced the crystallinity of the corn stalk, thereby enhancing the yield of enzymatic hydrolysis of the corn stalk to a certain extent (<0.05). This study provides data support to help further reveal the mechanism of biomass mechanochemical combined pretreatment behind.
corn; stalk; NaOH/ball milling; combined pretreatment; enzymatic hydrolysis; physical and chemical properties; correlation
10.11975/j.issn.1002-6819.2022.15.024
S216.2
A
1002-6819(2022)-15-0226-08
杨洁,杨雪琦,韩鲁佳. 不同NaOH/球磨复合预处理对玉米秸秆酶解效果的影响[J]. 农业工程学报,2022,38(15):226-233.doi:10.11975/j.issn.1002-6819.2022.15.024 http://www.tcsae.org
Yang Jie, Yang Xueqi, Han Lujia. Effects of different NaOH/ball milling combined pretreatments on the enzymatic hydrolysis of corn stalks[J]. Transactions of the Chinese Society of Agricultural Engineering (Transactions of the CSAE), 2022, 38(15): 226-233. (in Chinese with English abstract) doi:10.11975/j.issn.1002-6819.2022.15.024 http://www.tcsae.org
2022-06-18
2022-07-30
教育部“创新团队发展计划”(IRT1293)和国家奶牛产业技术体系(CARS-36)
杨洁,研究方向为木质纤维类生物质预处理酶解。Email:yjie@cau.edu.cn
韩鲁佳,教授,博士生导师,研究方向为农业生物质资源利用。Email:hanlj@cau.edu.cn
猜你喜欢
纺织科技进展(2021年3期)2021-06-09
陶瓷学报(2021年1期)2021-04-13
云南化工(2020年11期)2021-01-14
应用化工(2020年9期)2020-09-29
上海包装(2019年8期)2019-11-11
天津造纸(2016年1期)2017-01-15
中国造纸学报(2015年1期)2015-12-16
中国塑料(2014年4期)2014-10-17
应用化工(2014年11期)2014-08-16
中南民族大学学报(自然科学版)(2014年4期)2014-08-06