
ZJ17卷接机组水松纸长短自动检测系统
2022-11-11 09:35:58徐新宇
电子测试 2022年19期
徐新宇
(江苏中烟工业有限责任公司淮阴卷烟厂, 江苏淮安, 223299)
0 引言
ZJ17卷接机组,是引进德国虹霓公司设计制造的Protos70技术后,由常德烟草机械有限公司生产制造的高速卷烟机,是国产烟机的主流机型。该机型在生产过程中,会因为水松纸拼接、水松纸输送路径中进入异物、机械故障、材料质量问题等原因,造成水松纸在输送过程中出现跑偏,从而导致烟支出现水松纸长短[1][2]。水松纸长短严重时会出现附带的烟支漏气、滤嘴脱落等更严重的质量问题[3][4]。操作人员如未能及时发现此问题,将会导致不合格烟支进入包装工序或流入市场,从而引起返工浪费和不良市场反馈等一系列严重问题。
目前对于此类高速移动物体识别场景,工业上一般采用CCD工业相机与高性能工控机组成系统,利用CCD工业相机进行连续拍照后,利用相关图像处理算法对图片进行处理后,输出信号到相应的执行系统[5]。此种系统造价高昂,且系统较为复杂,需要根据待处理图像特征,设计图像处理算法,系统实施周期较长且通用性较差,对于粉尘震动较大影响成像的场景,应用效果不佳。本文提出了一种水松纸长短自动检测系统,通过在机器上加装相关检测装置,当烟支出现水松纸长短时进行及时检测预警,提醒操作人员及时调整,当水松纸长短严重时对机器进行停机。实际运行表明,自动检测系统投入使用后大大降低了产品的不良率,且系统成本低、改造周期短。
1 检测系统组成
该自动检测系统由检测部分、信号处理部分、报警执行部分组成。检测部分核心部件为可以识别多种颜色的色标传感器,负责对机器生产出的烟支进行检测,发现水松纸长短烟支时,输出相应的信号给信号处理部分。信号处理部分为一单片机电路板可以和设备触摸屏通信。基于编写好的程序单片机可以对输入的信号进行处理,根据情况输出两路信号,一路为驱动报警灯信号一路为停机信号,这两路信号都输入到报警执行部分。如图1为检测系统电气模块结构图。该系统与视觉检测方法相比,实现成本较低、开发周期短、相应速度快,

图1 检测系统电气模块结构图
1.1 检测部分
检测部分选用光电色标传感器,该型传感器可以根据使用者需求,对事先设定好的几种颜色进行识别。选用该型传感器,对生产出的烟支进行实时检测。色标传感器的安装位置为机器出烟轮上方,此处有较大空间便于安装且不会影响设备的正常运行。在此位置安装时色标传感器处于被测烟支的正上方,有利于色标传感器检测角度的调整,能使检测更加准确。如图2所示红色箭头指示处为传感器在烟支上的检测位置,此处为烟支卷烟纸上靠近水松纸边缘处,因为某些原因如水松纸拼接、水松纸翻边、机械故障等使烟支出现水松纸长短时,光电色标传感器就会在检测位置检测到水松纸的红色或蓝色,进而将检出信号传输给单片机处理。
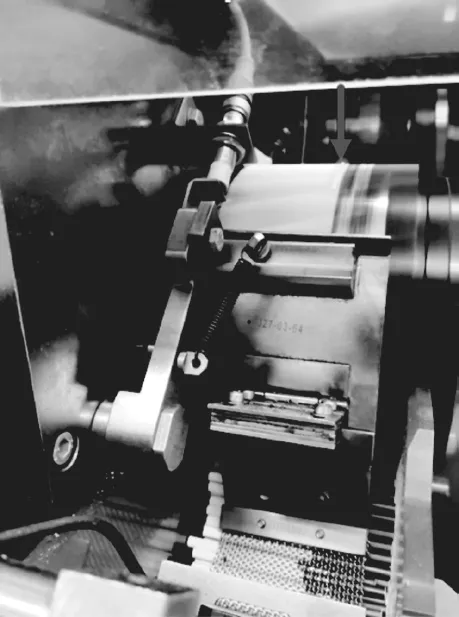
图2 检测位置示意图
目前市场上的光电色标传感器种类型号较多,为满足系统的实际需要选择时应注意以下方面。首先色标传感器的响应时间应小于生产一支烟所用的时间,生产每支烟所需时间的计算公式为:生产一支烟所需的时间=单位时间÷单位时间内所生产的烟支数目。我厂ZJ17卷接机组的设定车速为6200支/分,将数值带入公式经计算生产一支烟用时9677微秒,因此实际选用时应选择响应时间低于9677微秒的光电色标传感器。在实际测试中发现机器在实际生产中还会产生振动,振动容易使光电色标传感器在检测中产生误动作,影响检测的准确度。因此应该选择带有对外界环境产生的振动有抑制功能的光电色标传感器,此外还要能够检测至少两种以上的颜色。综合上述要求本项目选择SICK KT8L型色标传感器,其响应时间为30微秒并具有双振幅3.0mm的耐振动性,可以满足项目设计的需要。
1.2 信号处理部分
信号处理部分采用STM32F105为核心处理单元,图3所示,图中接口P3连接色标传感器SICK KT8L,并通过光电隔离器件PS2801将输入信号调理为3.3V,光电隔离后的信号送入核心处理元件U1的PA5引脚,PA5配置为外部中断模式,当外部信号变化后处理器立即响应,实现高速信号处理。串行通讯接口P1将处理好的数据送至上位机显示。当达到预设条件后可触发报警部分执行。
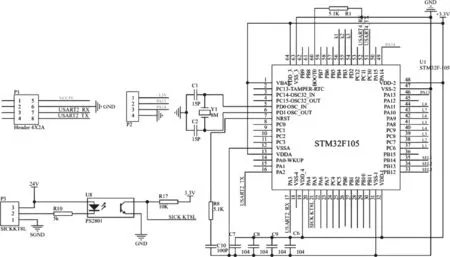
图3 核心处理单元
核心处理单元若在规定时间内单片机收到设定数量的红色检出信号时,说明此时烟支已经出现水松纸长短但还可以调整,单片机就输出信号到报警执行部分驱动报警信号灯闪烁提醒操作人员及时调整;如果经过设定的时间单片机电路板仍能收到红色检出信号,就发出信号给报警执行部分使机器停机。若在规定时间内,单片机收到设定数量的蓝色检出信号,说明此时烟支水松纸长短已经很严重,单片机就输出信号到报警执行部分使机器立即停机。
在实际测试中偶尔还会出现误检现象,为了增加检测的准确性。对程序进行了进一步完善要求程序在一定时间内检测出若干数量的设定颜色才能判断为水松纸长短,这种设计在一定程度上也抑制了外界的干扰,防止了振动等因素造成的误检,经过测试后系统运行正常误检基本消除。此程序设计思路中的时间、烟支根数等参数,都可以根据实际情况在程序中进行修改,增加了程序的适用性与灵活性。如果设备需要换产其他牌号烟支,只需重新设置色标传感器的检测颜色,在根据情况对上述参数微调即可。控制系统流程图4所示。
1.3 报警执行部分
报警执行部分仅需要接收来自信号处理部分的两种信号,结构较为简单,只需要报警指示灯和固态继电器即可满足控制执行需要。当收到来自信号处理部分发出的报警信号时,此信号直接送到报警指示灯,驱动报警指示灯闪烁提醒操作工及时调整水松纸长短。报警指示灯直接安装于机器外部醒目位置处,只受报警信号控制。当收到来自信号处理部分发出的停机信号时,此信号被送到固态继电器的线圈使线圈得电,固态继电器的常开触点和机器手动停机按钮并联,固态继电器线圈得电时常开触点闭合触发设备停机。图4为手动停机按钮电路图。
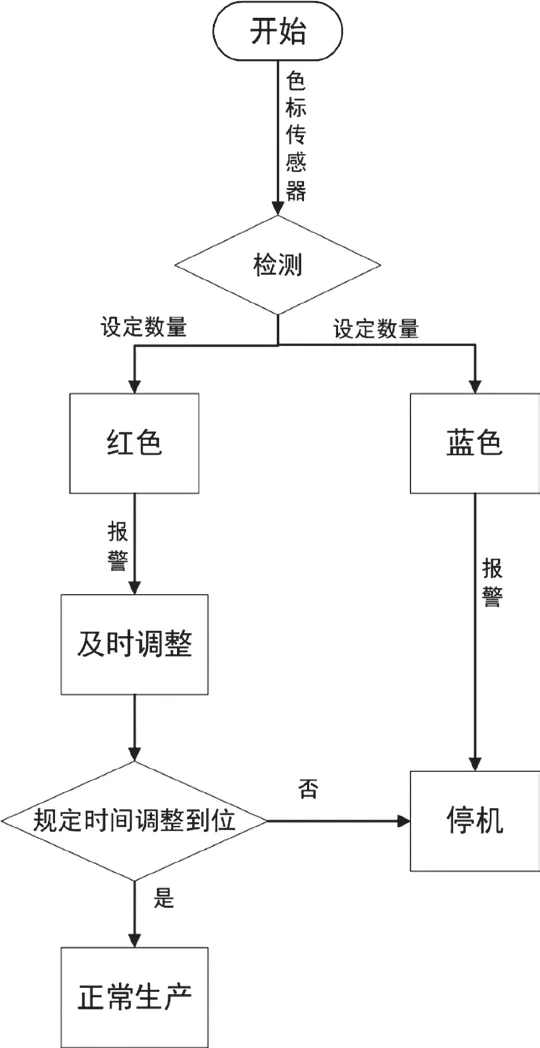
图4 控制系统流程图

图5 手动停机按钮电路图
1.4 技术创新
本系统从生产实际出发,根据所生产产品的特性,利用色标传感器对产品不同部位的颜色进行识别,以此达到快速识别被检部位长度的目的。本系统所选用的色标传感器相比于CCD工业相机具有体积小,适用于卷接机内狭小空间的安装。当卷接机高速运行时会产生振动与粉尘,由于色标传感器只对两种差别明显的颜色进行检测,因此受环境影响较小且检测准确率高。而CCD工业相机由于要对产品进行拍照成像,因此对环境光线、振动、粉尘等因素较为敏感,对于卷接机类型的生产场景适用性较差。
在检测速率方面本系统的检测速率要明显快于CCD工业相机与工控机相组合的图像处理系统。本系统所选用的色标传感器反应迅速,响应时间一般可在45微秒以内,而CCD工业相机的拍摄帧率一般在12FPS到114FPS之间,其工作一秒只可拍摄12到114张照片。而卷接机生产一支香烟速度为9677微秒,CCD工业相机的拍摄速率通常落后于卷接机生产速度,不能满足生产检测的需求。
在数据处理与方面,本系统处理的数据为色标传感器检测后输出的高低电平信号,而CCD工业相机与工控机相组合的系统,需要处理从CCD相机传输来的大量图片数据,数据处理速度相对较慢。本系统所需处理数据简单,编程简单灵活。
将CCD工业相机与工控机相组合的图像处理系统与本文所设计的系统进行综合比较,如表1所示。比较结果表明在成本、处理数据对象、检测速率、生产环境适应性、系统程序这几个方面,本文所设计的系统相比CCD工业相机与工控机相组合的图像处理系统具有明显的优势。
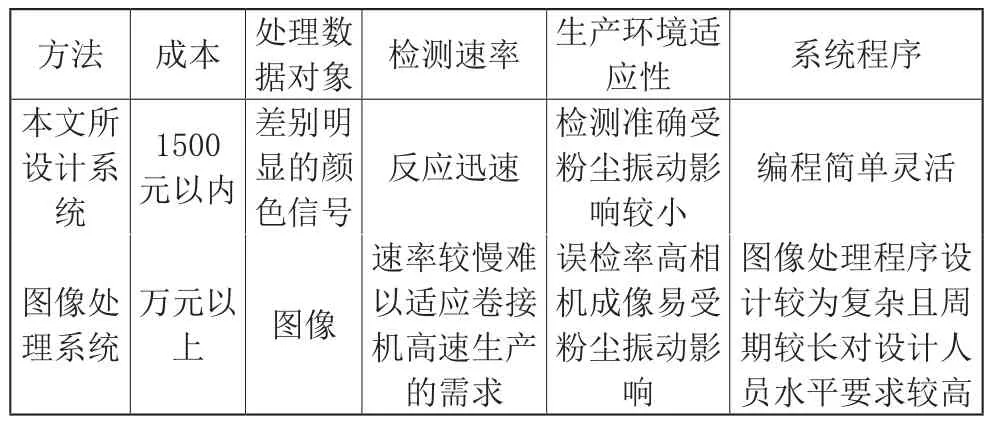
表1 本文所设计系统与图像处理系统综合对比
2 结束语
针对ZJ17卷接机组会出现烟支水松纸长短不符合质量要求从而导致产品不良率较高的缺陷,开发了水松纸长短自动检测系统。与视觉检测系统相比,该系统结构简单、实现简便、安装体积小、成本低、可靠性高。实际应用表明,该系统大大降低了产品的不良率,提高了生产率。
猜你喜欢
中国新技术新产品(2022年24期)2022-03-24 03:07:32
装备制造技术(2021年12期)2021-04-23 01:41:14
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25 00:42:08
设备管理与维修(2019年4期)2019-05-16 03:16:48
商品与质量(2018年44期)2018-04-16 03:01:02
西南农业学报(2016年4期)2016-05-17 05:42:15
时代农机(2016年11期)2016-04-05 05:08:50
中国工程咨询(2016年7期)2016-02-13 03:00:18
解放军医院管理杂志(2015年2期)2015-03-20 09:32:16
机械工程师(2015年10期)2015-02-02 01:14:27
