表面纳米化对T2紫铜载流摩擦学行为的影响
2022-11-07 07:27:24陈名祥季德慧熊光耀
江西科学 2022年5期
陈名祥,庄 辉,季德慧,熊光耀
(1.江西省科技事务中心,330029,南昌;2. 华东交通大学材料科学与工程学院,330013,南昌)
0 引言
随着我国经济由高速增长阶段转向高质量发展阶段,都市圈和城市群正在成为其发展的主要空间形式[1]。加快高铁铁路的发展将推动区域间“同城化”和资源合理布局,助力区域经济高质量发展。高速铁路发展的三大基础关键技术之一为弓网关系[2],其载流摩擦副的稳定性直接影响高铁的行车安全[3-5]。
纯铜因其高导电性和高电导率,常用作为接触网材料,但因纯铜强度较低、耐磨性较差,影响载流摩擦副的稳定。为加强弓网的载流稳定性,LIU等[6]通过对比Cu、Cu-Cr-Zr、Cu-Mg和Cu-Ag 4种合金接触线载流摩擦试验,发现添加合金元素可以提高磨痕表面质量和耐磨性,其中Cu-Cr-Zr合金接触线具有最优异综合的载流摩擦性。然而,通过添加合金元素,其本质是在材料中引入缺陷,这些缺陷显著增大对电子的散射,从而降低合金材料的导电性能[7]。尤其在高速铁路,接触网具有长距离、大载流等特点,造成能源浪费和导线发热等安全隐患。1999年卢柯等[8]提出表面纳米化概念,加强材料表面性能的同时,表面影响层非常薄,且能保持材料内部本身性能[9]。并通过表面机械磨削处理在纯铜表面制备出厚度约为200 μm梯度结构层,与普通粗晶铜样相比,处理后铜样在干摩擦滑动条件下显示出优异的耐磨性[10]。但梯度结构层上具有不稳定性,在摩擦过程中会因应力、摩擦热等因素引起晶粒再结晶,一定程度减弱材料的耐磨性能[11]。
目前,通过引入严重塑性变形制备的梯度晶粒结构层应用于载流摩擦和载流摩擦副中结构稳定性研究相对较少。本文通过表面机械滚压处理(SMRT)在T2紫铜接触线表面制备梯度结构层,着重研究载流强度对有无SMRT处理接触线摩擦学行为,以及载流强度对梯度结构层载流摩擦副受流性能影响。
1 试验材料及方法
1.1 试验材料与制备
本试验所选用直径12 mm的T2紫铜棒(GB/T 2059—2008)作为SMRT处理试样,SMRT加工设备如图1。采用加工参数主要为主轴转速V1=560 r/min、WC/Co球轴向进给速度V2=0.988 mm/s、电动缸的起始气压0.25 MPa、最大气压1.0 MPa,每次加压0.15 MPa,往复加工6次,制备过程中全程通过5W-40SN级机油对滚压表面进行油液冷却,加工结束后通过丙酮将试样表面清洗干净。其加工前铜棒和加工后铜棒分别记为:CG-Cu和SMRT-Cu。

图1 SMRT加工设备
1.2 试验方法
本试验在搭载载流模块下往复试验机下进行载流摩擦磨损试验[12],载流模块主要由5个部分组成。在室温26 ℃,湿度40%RH的环境下,铜接触线为直径12 mm的T2紫铜棒,采用碳销作为对摩材料,碳销取自高速列车弓网碳滑板,通过控制电流强度进行载流往复摩擦磨损试验,其试验主要参数为接触载荷4 N,位移幅值6 mm,循环次数8 000次,电流大小0 A、5 A、10 A和15 A。试验结束后将样品使用丙酮超洗3 min,然后60 ℃下真空烘干30 min。
采用光学显微镜观察SMRT处理后横截面微观组织变化。通过纳米压痕仪测量SMRT处理后铜接触线截面硬度,测试载荷为10 mN,保载时间为10 s。采用光学轮廓仪测量磨痕的二维形貌以及磨痕深度。采用扫描电镜(SEM)观察磨痕表面微观结构与损伤形貌,并配有能谱仪(EDS)以分析磨痕中元素的分布情况。
2 结果与讨论
2.1 SMRT处理后表面微观结构及硬度的影响
图2(a)为SMRT处理后的T2紫铜接触线横截面的显微金相图。SMRT处理后的接触线截面的晶粒尺寸在一定范围内随着深度的增加而逐渐增大,约320 μm深度处晶粒尺寸达到最大值。在滚压刀头施加的接触应力作用下,铜接触线的表层材料沿着刀头滚压方向,发生了明显的塑性流动,近表层组织被拉长并发生细化现象,晶界被挤压变形。SMRT处理后由于晶界密度较高,导致晶粒在光学显微镜下难以清晰分辨。为清楚观察表面晶粒结构和尺寸,对该区域进行TEM表征(图2(b))。发现此处晶粒结构主要存在微形变孪晶和微等轴晶,平均晶粒尺寸约200~300 nm。通过对比发现微孪晶形态主要有三角形和菱形,其内部含有大量位错、位错墙和位错胞,这与LU等[13]通过激光冲击强化处理工业纯钛,晶粒形态表面分布结果相似。表面细化途径主要存在2种:一是冲击产生平行孪晶片层,多次冲击后平行孪晶被分割成微孪晶片层;二是晶粒内部位错增生、运动和平面化,进一步形成位错胞,转化成微等轴晶。图2(c)为SMRT处理后铜接触线截面硬度分布,通过比较其截面晶粒尺寸分布,发现硬度大小主要受晶粒尺寸的影响,符合经典的Hall-Petch关系。处理后铜接触线表面硬度最高,约1.94 GPa,比基体硬度提高约20%。随着深度的增加,硬度持续下降,距表面约300 μm处达到最低,与SMRT处理后铜接触线截面晶粒影响层厚度基本相似。
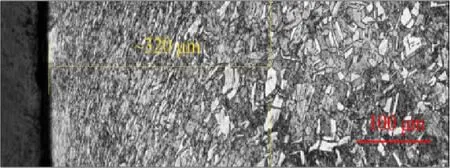
(a)SMRT处理后铜接触线的截面金相
(b) 截面表层TEM图 (c) 截面纳米硬度图2 SMRT处理后铜接触线的截面微观结构及硬度
2.2 载流强度对有无SMRT处理铜接触线的摩擦学性能影响
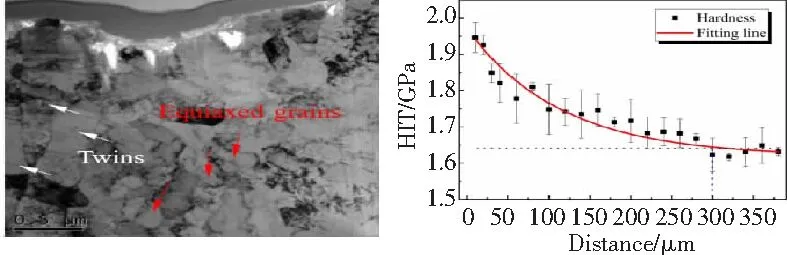
2.2.1 摩擦系数 图3为不同电流下有无SMRT处理的铜接触线试样的摩擦系数。SMRT铜接触线的摩擦系数从0 A下0.19到15 A下0.14,整体呈下降趋势,未处理铜接触线的摩擦系数整体呈线性上升趋势。通过对比相同条件下2种铜棒,发现未载流条件下,SMRT铜接触线的平均摩擦系数略高于粗晶铜接触线的摩擦系数,相比增幅约6%;然而,载流条件下,SMRT铜接触线摩擦系数明显低于粗晶接触线,随电流增加降低幅度越明显,相比同条件下粗晶铜棒降幅分别为10%、32%和41%,表明载流条件下SMRT铜接触线摩擦性能明显优于粗晶铜接触线,电流作用下更能发挥其独特梯度结构的减摩效果,且在10 A和15 A条件下最明显。为更明显体现SMRT加工手段对摩擦系数变化的影响,取0 A和10 A下SMRT与粗晶铜接触线摩擦系数随循环系数变化曲线对比(图3(b))。0 A下SMRT铜接触线的摩擦系数整体大于粗晶铜接触线,在初始循环次数达到最大值后缓慢降低,且在约5 000次循环达到平稳,到达平稳循环次数远大于粗晶铜接触线;对比10 A电流下,SMRT铜接触线的摩擦系数约2 000次循环达到稳定,且摩擦系数远低于粗晶铜接触线,这说明电流条件SMRT处理后的梯度结构层具有优异减摩效果。
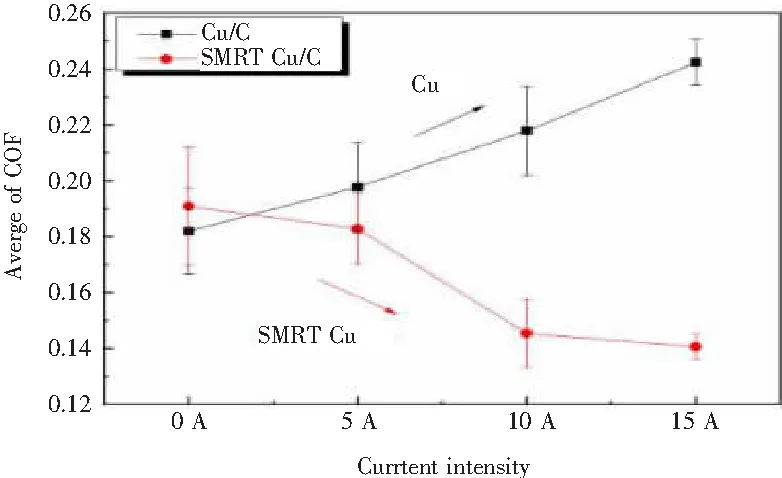
(a)平均摩擦系数
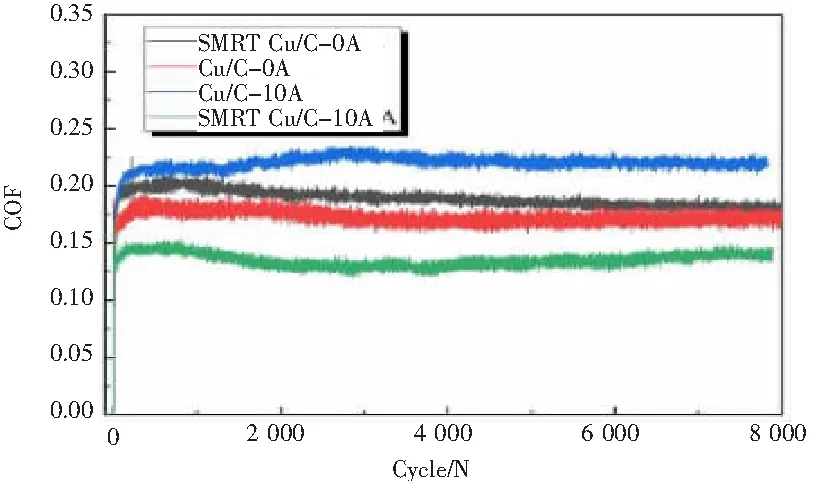
(b)0 A和10 A下实时摩擦系数图3 不同电流强度下有无SMRT处理的铜接触线试样的摩擦系数
2.2.2 接触电阻及接触能量 图4为不同电流强度下有无SMRT处理的铜接触线试样的的平均接触电阻和接触能量。SMRT与粗晶铜棒接触电阻与电流强度增加呈负相关趋势,与此相反,接触点能量随电流强度的增加呈正相关趋势。并且SMRT铜棒的接触电阻变化趋势与其摩擦系数变化趋势一致,在10 A时下降幅度最大,约28%。值得注意的是,10 A时同样接触电阻相差最大。对比有无SMRT处理铜接触线摩擦副接触点能量,SMRT铜棒具有较低的接触能量,即摩擦副之间产生的热量小于粗晶铜棒,减缓摩擦表面热软化效应。
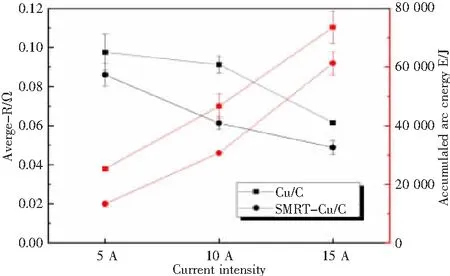
图4 为不同电流强度下有无SMRT处理的铜接触线试样的平均接触电阻和接触能量
2.2.3 SMRT接触线磨痕损伤形貌及机理 图5为0 A和10 A下有无SMRT处理的铜接触线试样磨痕损伤形貌。0 A条件下,未处理接触线磨痕表面较平整,磨痕表面存在轻微犁沟,且垂直于磨痕方向存在黑色纹理。黑色纹理处富集碳元素(图5(a)),这说明未处理铜接触线磨损机理主要为轻微黏着磨损和磨粒磨损。粗晶接触线粗晶铜棒试验前具有大量表面缺陷,试验后摩擦副之间发生材料转移,碳集聚与缺陷处,随着试验进一步进行,在表面压实。石墨因具有良好的润滑性[14],在表面形成完整转移膜过程中,摩擦系数缓慢降低,约在4 000次循环达到稳定(图3(b))。对比SMRT接触线,处理后表面存在大量加工微纹理,其硬度比粗晶硬度提高约20%,表面抗剪切能力较强[15],造成大量碳集聚于纹理处,但由于无法在其表面形成紧密结合层,造成表面黏着层剥落,无法形成有效的润滑膜,从另一角度看,碳销磨痕表面出现大量严重剥落坑,连续性完整磨痕接触区域损伤严重,接触不稳定性加剧黏着层剥落,导致SMRT处理后的铜接触线摩擦系数比未处理的铜接触线较高(图3(a))。10 A条件下,接触点能量增加,摩擦热和焦耳热共同作用导致磨痕表面软化,但由于接触点瞬间能量过高,表面材料发生熔融、溅射,形成点滴状凸起,由于大量溅射颗粒其硬度较高,造成未处理铜接触线犁沟道次和损伤程度相比0 A条件下显著增加,导致摩擦系数系数升高。对比SMRT处理后,接触区能量明显低于未处理铜接触线(图4),其热软化效应导致初始高硬度降低,其表面犁沟明显减轻;磨痕接触区域平整从而接触电阻较低,磨痕表面电气磨损现象较轻,导致其摩擦系数明显降低。与未载流铜棒和载流条件下粗晶铜棒相比,SMRT铜棒具有较好的载流摩擦性能。
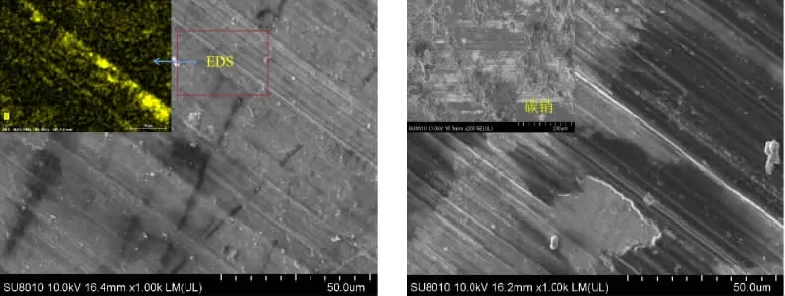
(a)0 A CG-Cu (b) 0 A SMRT-Cu
(b)10 A CG-Cu (d) 10 A SMRT-Cu图5 0 A和10 A下有无SMRT处理的铜接触线试样磨痕损伤形貌
2.3 载流强度对SMRT处理摩擦副受流性能影响
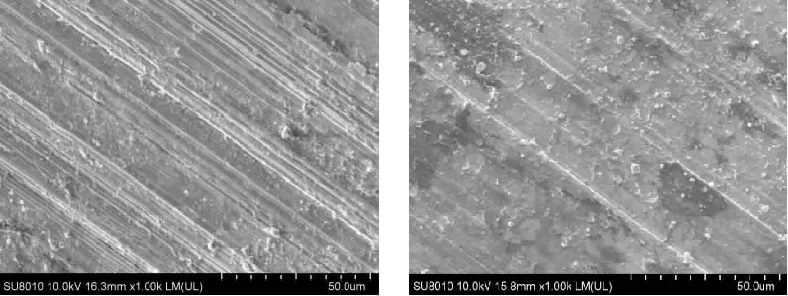
图6为经SMRT处理后铜接触线对磨副碳销不同载流强度下磨痕损伤形貌。5~10 A过程中,表面磨痕平整有效接触区域明显增加,10 A和15 A条件下该接触区域变化并不明显。对比图4中接触电阻与接触能量的变化规律,说明接触电阻变化主要受有效接触区域的影响,呈正相关趋势。不同载流强度下,碳销磨痕表面均出现白色薄雾状黏着物,通过图6(b)中的EDS分析发现,白色黏着物主要以铜和铜的氧化物为主。从5~10 A铜的黏着和氧化物明显增加,而10~15 A黏着和氧化物明显减少。在15 A条件下,表面出现较大的剥落坑,并且摩擦副接触能量达到最大,对摩擦副的软化作用较强,黏着作用较强,最终导致黏着点的剥落,造成磨痕表面含铜白色黏着物减少,以及加剧接触线的剥落(图6(d))。
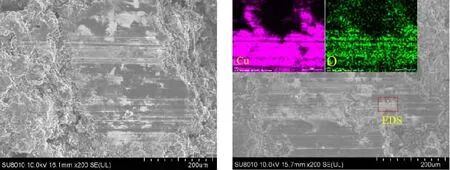
(a)5 A处理组碳棒 (b)10 A处理组碳棒
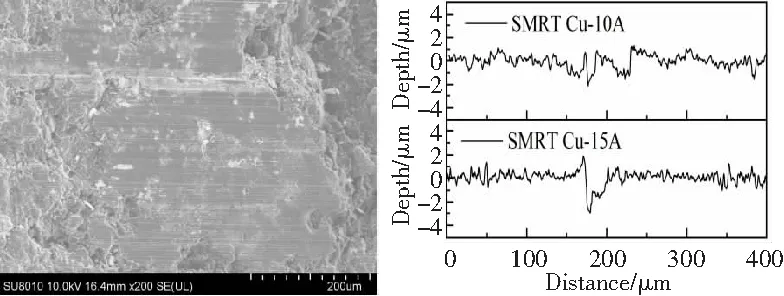
15 A处理组碳棒 (d)SMRT磨痕轮廓图6 经SMRT处理摩擦副不同载流强度下铜接触线的磨痕损伤形貌及接触线磨痕截面轮廓
因此,受流性能与电流强度关系并不是简单线性关系。在一定范围内(5~10 A),增大载流强度能有效减小摩擦副之间的磨损现象,改善接触质量,而降低摩擦副之间的接触电阻,受流性能会得到一定程度上提高。随着载流强度进一步增大,当达到15 A时,接触电阻虽然降低,但接触点能量会继续升高,且升高幅度会大于5~10 A条件下,从而造成摩擦副表面热软化效应增强,加剧磨痕表面剥落,加速载流摩擦副失效,导致受流性能降低。
3 结论
1)经表面机械滚压处理后铜接触线表层晶粒明显细化,晶粒尺寸沿深度方向梯度增加,最表面硬度约1.94 GPa,与基体粗晶组织相比,提高约20%。并且,硬度影响层与晶粒尺寸影响层厚度大致相似,约300 μm。
2)电流的加入会导致摩擦副双方接触界面发生明显的变化。无电流条件下,SMRT处理接触线发生严重黏着和黏着层大块剥落,摩擦系数相比粗晶铜棒升高6%。载流条件下,由严重磨粒和黏着磨损转变为轻微磨粒和黏着磨损,并且摩擦系数较粗晶接触线分别降低约10%、32%和41%。SMRT处理后铜接触线在载流条件具有优异的摩擦学性能。
3)电流强度与SMRT接触线受流性能并不是简单线性关系。低电流强度范围,电流作用下能有效减少摩擦副之间疲劳剥落,改善接触质量,受流性能得到一定提高。但在大电流强度下,摩擦副之间黏着磨损增强,表面剥落坑增加,导致受流性能降低。
猜你喜欢
机械设计与制造(2023年12期)2023-12-26 00:09:00
电工技术学报(2023年17期)2023-09-13 06:36:40
中学课程辅导·教师教育(上、下)(2019年22期)2019-12-24 08:58:03
中国机械工程(2019年8期)2019-05-18 06:05:40
化学教与学(2019年4期)2019-05-14 04:46:40
山东工业技术(2018年13期)2018-08-20 09:53:36
成都信息工程大学学报(2018年6期)2018-03-21 05:46:14
商情(2017年15期)2017-06-15 11:32:31
中华建设科技(2016年6期)2016-08-13 11:41:06
电子测试(2015年23期)2015-03-24 11:58:30