
门座起重机新型方便维修铰点的研发
2022-11-05 01:31:08肖利涛于婷婷
起重运输机械 2022年19期
肖利涛 于婷婷
青岛海西重机有限责任公司 青岛 266530
0 引言
对于重型机械来说,旋转铰点轴承损坏是设备故障的常见因素。四杆机构是门座起重机主要的工作部件,其铰点轴承的损坏可导致门座起重机停工。
目前,门座起重机四杆机构铰点的维修方式主要是四杆机构拆卸进行维修,维修费用较高,安全性低,维修周期较长。也可不拆除四杆机构,直接割除轴承安装支座的维修方式,这种方式维修费用较低,但是复原后的轴承安装座精度不能保证,往往后期再出现故障的概率很高。随着港口行业的发展及港口设备日益饱和,设备的利用率越来越高,更安全更简单更快的维修技术是目前港口设备研究的重要方向之一。
针对上述门座起重机铰点维修存在的问题,本文从设备及工艺方面进行技术创新研发,提出1种门座起重机新型方便维修铰点的研发及维修方法,能够实现安全简单快速地完成四杆机构主要铰点的维修,并能保证维修后的铰点质量。
1 门座起重机四连杆铰点系统
如图1所示,门座起重机四连杆包括大拉杆、臂架结构、象鼻梁、立柱结构等,铰点系统包含大拉杆上铰点、大拉杆下饺点、臂架上铰点和臂架下饺点等[1]。其中,大拉杆上下铰点的维修相对简单,但臂架上下铰点的维修较复杂,上下铰点轴承损坏后的维修费用高,安全性低,维修周期较长。
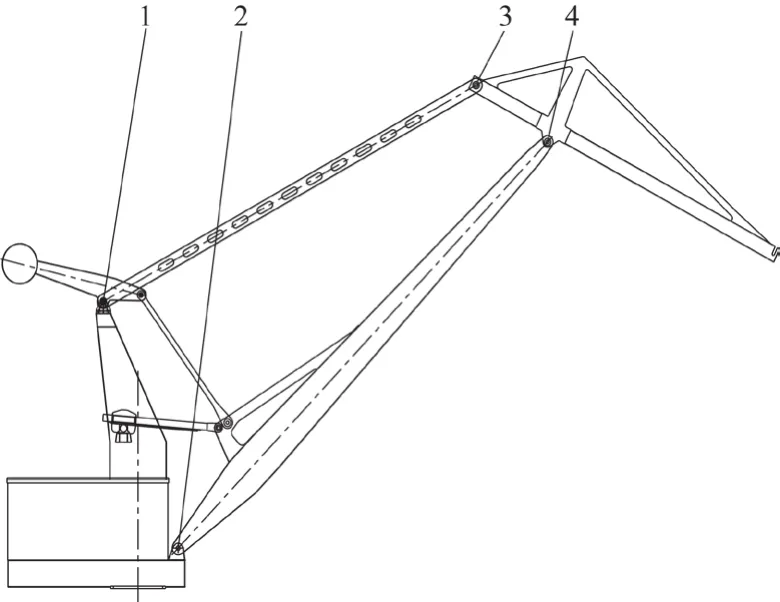
图1 门座起重机四连杆铰点系统
2 常规铰点结构
目前,门座起重机四连杆轴承铰点设计形式基本一致。如图2所示,轴承铰点包括轴承座、轴承端盖、铰点轴、轴端卡板、左侧轴承支座、右侧轴承支座和轴承等。轴承座通过铰点轴与轴承支座连接支撑;轴承通过轴承端盖轴向固定在轴承座内,铰点轴穿过轴承且固定在左侧轴承支座和右侧轴承支座的铰点轴安装孔上,轴端卡板安装于左侧轴承支座和右侧轴承支座上用于轴向固定铰点轴[2]。

图2 常规门座起重机铰点结构形式
门座起重机四连杆轴承铰点往往连接2个重要的工作构件[3]。如果轴承铰点损坏,维修轴承铰点时,很多情况下需要拆除铰点轴,将左侧轴承支座和右侧轴承支座与轴承座完全分离,才能拆下轴承端盖更换轴承。门座起重机臂架系统构件几十吨重,安装高度几十米,拆卸安装过程存在严重的安全隐患,成本巨大,耗时很长[4]。
3 新型方便维修铰点结构
如图3所示,门座起重机新型方便维修铰点的结构主要由轴承座、轴承端盖、铰点轴、轴端卡板、左侧轴承支座、右侧轴承支座、轴承、支撑套、备用轴承支座及备用轴承座等组成。其中,左右侧轴承支座与备用轴承支座固定在第一结构件上,轴承座与备用轴承座固定在第二结构件上,第一、第二结构件通过轴承完成铰接。左右侧轴承支座、备用轴承支座、轴承座及备用轴承座均设置有安装孔,且各安装孔为同心设计。左侧轴承支座包括左侧轴承支座底座和安装在左侧轴承支座底座上的方便拆卸的支撑套,左侧轴承支座底座设置有用于安装支撑套的圆孔,圆孔直径大于轴承端盖的外径,保证轴承端盖能从圆孔取出;支撑套通过螺栓固定在左侧轴承支座底座的圆孔上,支撑套上设置有安装孔,铰点轴穿过支撑套上的安装孔。

图3 新型方便维修铰点结构形式
由于备用轴承支座和备用轴承座在工作状态与铰轴不连接,只作为维修时的连接铰点,故备用轴承支座内部不需安装轴承。位于备用轴承支座上和位于备用轴承座上的安装孔的直径均与铰点轴直径一致,备用轴承支座置于右侧轴承支座右侧,备用轴承座置于轴承座右侧,即右侧轴承支座和备用轴承支座之间。
铰点轴的左侧有伸出左侧轴承支座的延长段,延长段的长度与右侧轴承支座和备用轴承支座之间的距离相当。延长段的长度应满足铰点轴穿过备用轴承座安装孔与备用轴承支座安装孔时,铰点轴末端开始或还未与支撑套脱离。
当轴承铰点正常工作时,铰点轴的延长段位于轴承铰点的左侧位置,轴承座通过轴承将力传递到铰点轴上,铰点轴左侧与支撑套配合,支撑套外径与圆孔配合;铰点轴的右侧与右侧轴承支座安装孔配合;轴端卡板将铰点轴径向固定住。此时,左侧轴承支座和右侧轴承支座为轴承座的支撑。
如图4所示,当轴承铰点需要维修,轴承需要更换时,将轴端卡板拆除,用千斤顶将铰点轴往备用轴承支座方向顶入,铰点轴完全穿过备用轴承座和备用轴承支座即停止顶入。此时,轴承座不受力,备用轴承座开始受力,右侧轴承支座和备用轴承支座为备用轴承座的支撑。将支撑套拆除,轴承端盖从左侧轴承支座底座的圆孔中取出,进行轴承的更换。
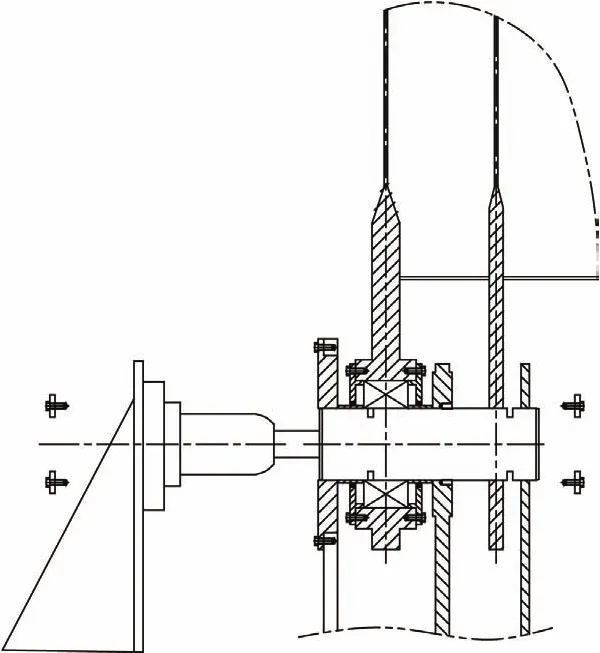
图4 新型方便维修铰点维修时状态图
基于门座起重机新型方便维修铰点。轴承铰点维修时的拆装工序步骤如下:
1)将用于铰点轴轴向定位的轴端卡板拆除;
2)使用千斤顶将铰点轴往备用轴承支座侧顶入,当铰点轴完全穿过备用轴承座和备用轴承支座即停止顶入;
3)将支撑套和轴承端盖拆除,更换轴承;
4)安装支撑套和轴承端盖,用千斤顶从铰点内侧将铰点轴顶出到原来的位置,安装轴端卡板。
4 主要零部件分析
本项目研发的门座起重机方便维修的铰点具有设计成本低、维修简单、维修成本低、安全性高等特点,其主要的零部件修改为:
1)如图5所示,与常规铰点轴支座的形式(见图6)相比,铰点轴支座一侧安装孔要做大,圆孔直径大于轴承端盖的外径,保证轴承端盖能够从圆孔取出。
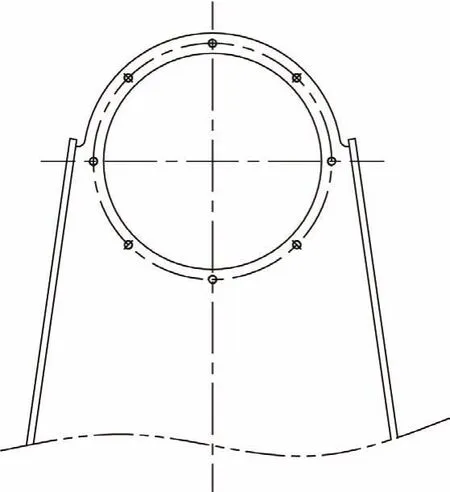
图5 一侧铰点轴安装座形式
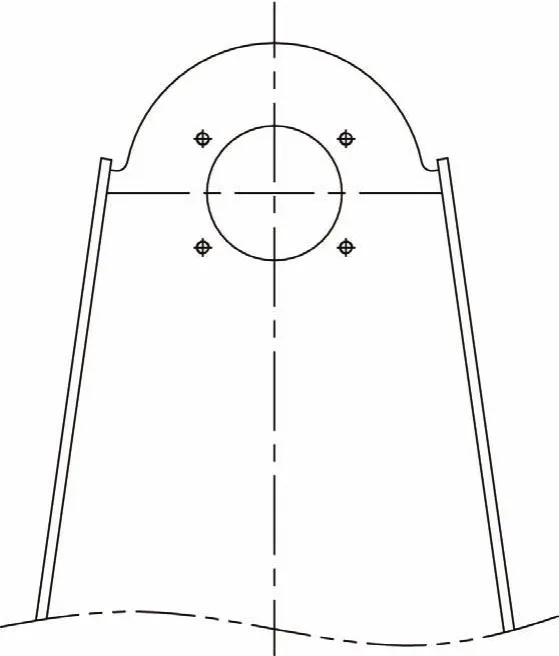
图6 另一侧铰点轴安装座形式
2)如图7所示,在安装孔较大的一侧需要安装铰点轴的支撑套,支撑套通过螺栓固定在左侧轴承支座底座的圆孔上,支撑套上设置有安装孔,铰点轴穿过支撑套上的安装孔。
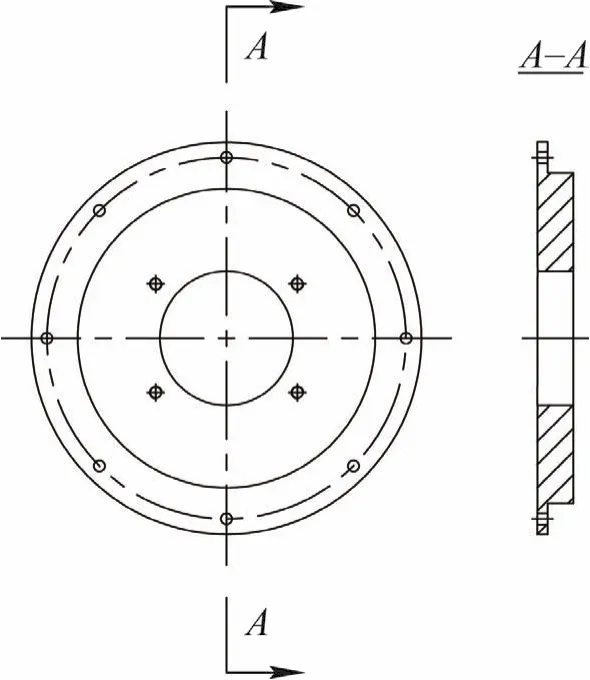
图7 新型方便维修铰点结构形式
3)在常规的铰点侧面增设一个铰点轴的安装支座,当更换轴承时,既能用于固定铰点,又能保证轴在新的位置与原位置均为同心。
5 新型铰点经济型分析
门座起重机方便维修的铰点单铰点设计成本增加包括:铰点轴支座增加1 000元,轴套500元,螺栓200元,侧边支座板1 000元。采用常规铰点的门座起重机,当铰点轴承损坏时,臂架上铰点维修时需要利用吊机起吊象鼻梁结构,维修费用十几万。维修臂架下饺点如需拆卸四连杆机构,成本和工作量能达到数十万,如果采用割除臂架铰点轴承的方式,安装质量不能保证,轴承后期再次损坏的概率较大。
采用门座起重机方便维修的铰点,多个铰点总设计成本仅1万余元,维修一次铰点人工费用约0.5万元,维修成本大大降低,安全成本无法估计。
6 结论
随着设备利用率的提高,人工劳动力成本的不断上升,重型设备的可靠性,维修的方便性,将会是衡量设备优劣的一个重要指标[5]。对比现有的门座起重机常规的铰点,本课题研发的铰点形式,设计成本低,安全性高,维修成本低,维修周期短是门座起重机铰点系统的升级产品。
猜你喜欢
四川水泥(2023年8期)2023-08-18 01:21:00
中国特种设备安全(2022年4期)2022-07-08 02:42:40
中国设备工程(2021年16期)2021-09-10 02:58:08
内燃机与配件(2020年14期)2020-09-10 07:22:44
轨道交通装备与技术(2020年1期)2020-05-22 03:16:44
现代机械(2018年1期)2018-04-17 07:29:44
质量技术监督研究(2018年1期)2018-03-26 08:04:32
质量技术监督研究(2017年4期)2017-05-07 13:32:06
电子技术与软件工程(2017年3期)2017-03-22 08:31:30
铝加工(2017年6期)2017-03-06 13:07:32
