预制装配式技术在桥梁工程中的应用研究
2022-11-02 08:07:22俞海鹏
运输经理世界 2022年12期
俞海鹏
(江西省公路工程有限责任公司,江西 南昌 330000)
0 引言
预制装配式技术凭借其节能环保优势在建筑行业中得到普遍应用,并逐步被应用到桥梁工程施工中。预制装配式技术的应用实现了桥梁混凝土构件的集中预制,减少了施工现场浇筑工作量,有效规避了粉尘污染、噪声污染问题,生态效益显著,因此现阶段在桥梁工程中备受关注。
1 预制装配式桥梁结构分析
1.1 整体结构
在桥梁工程中应用预制装配式技术时,主要从上部、下部结构两个角度划分桥梁构件,其中上部结构涉及钢-混组合梁、钢箱梁、预制节段箱梁、预制小箱梁等结构,下部结构涉及预制盖梁、预制桥墩等,具体结构详见图1。在整个桥梁结构中,除栏杆、主梁、横梁、桥墩等预制装配式构件外,还存在其他非预制构件,如桩基、承台、桥面铺装等。

图1 预制装配式桥梁结构
1.2 上部结构
在设计确定桥梁工程的预制装配式上部结构时,需根据道路平曲线形、桥梁跨径明确预制上部构件的适用范围,具体见表1。若超出该适用范围,则不可采用预制装配式技术进行施工。
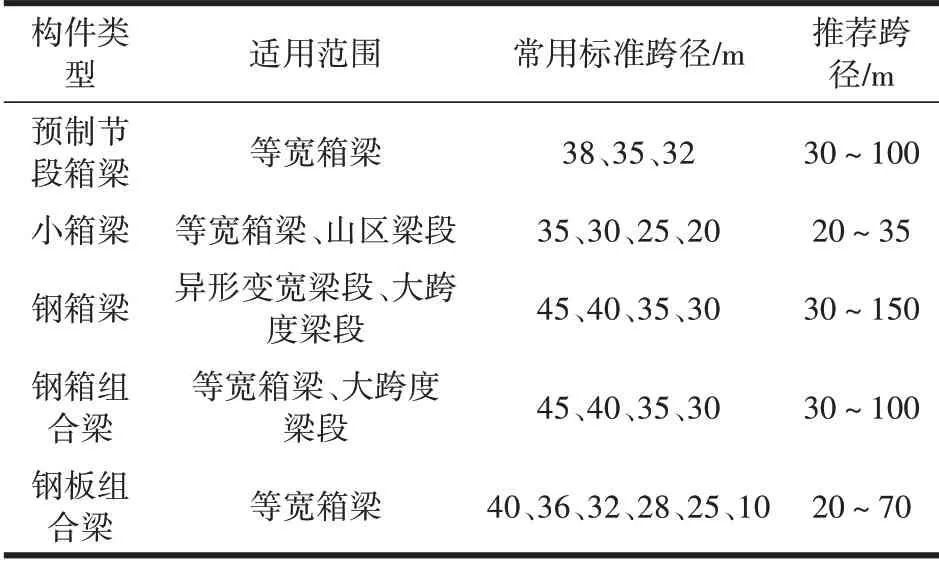
表1 桥梁工程上部结构预制适用范围
1.3 下部结构
桥梁工程确定下部预制装配式构件时,应综合考量其结构位置、节段重量、长度。具体情况见表2。
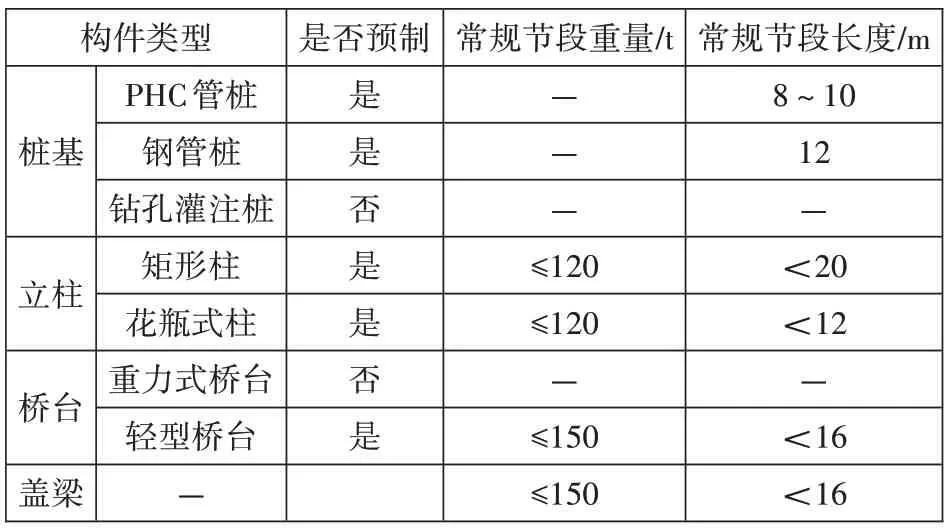
表2 桥梁工程下部结构构件情况
2 桥梁工程中预制装配式技术应用实例分析
2.1 工程概况
为增强技术研究实效,选取某市政桥梁工程为实例展开分析研究。案例桥梁全长4.2km,标准跨、最大跨、标准桥宽分别为30m、60m、25m,为降低桥梁工程对城市交通运行的影响,减少工程施工污染程度,并未选用传统原位现浇法进行施工,而是以预制装配式技术为手段展开施工作业。
2.2 施工工艺
2.2.1 结构方案
案例桥梁项目与上述提到的预制装配式桥梁结构一致,均采用集中预制方式进行上、下部结构施工,使预制构件在特定预制场内完成生产制作,减少工程施工现场工作量。预制构件生产完毕且质检通过后,将其运输至施工现场进行装配拼装,而各预制构件之间则运用插槽、湿接缝、灌浆波纹管、灌浆套筒的形式进行衔接,将预制构件衔接为整体(见图2),以此保障桥梁结构质量。
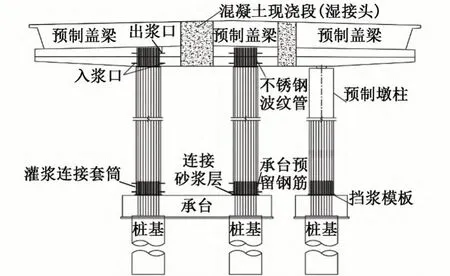
图2 案例桥梁工程预制构件连接形式
2.2.2 构件预制
对于预制装配式桥梁结构而言,预制构件生产制作质量精度直接影响其装配拼接效果,继而决定桥梁结构性能,因此在预制装配式桥梁工程施工中,构件预制属于关键施工环节。除此之外,预制构件供应是否稳定可影响整体工程施工节奏,决定工程工期。由此可见,将预制装配式技术应用到桥梁工程施工中时,不仅需严格控制预制构件生产质量,还需做好预制场选址工作。案例桥梁工程所在地具有预制加工场,对施工场地与预制加工场间的运输距离、运输线路、地形条件、原材料供给便捷性进行分析,在此基础上了解预制加工场产能,发现当地现有预制加工场可满足案例桥梁工程构件供应需求,故直接选用该加工场作为预制场。
为保障预制场运行效果,按照生产流水线形式对预制加工场内部生产布局进行调整,采用平行式多行布局形式进行布局设计,并按照预制构件实际生产流程规划场地。以墩柱盖梁为例,该预制构件加工区域共分为8 大部分,分别用于墩柱存储、墩柱生产、墩柱钢筋绑扎、墩柱钢筋加工、盖梁钢筋绑扎、盖梁模板贮存、盖梁生产、盖梁存储。以上8 个部分围绕钢筋加工区域向外延伸,从盖梁、墩柱两个角度设置了两条预制生产线,墩柱与盖梁预制构件存放于加工场两侧区域,完成生产制造后按照桥梁工程建设施工标准组织质检工作,检查构件强度是否达标,确认墩柱、盖梁预制构件强度达标且无质量问题后,将其从存放区域两侧运出,以此完成桥梁预制构件流水线生产加工,极大提高了桥梁工程预制构件生产加工效率,实现了预制装配式构件的稳定供给。在预制构件生产加工期间,需严格控制构件精度,在案例桥梁工程项目中,为保障构件精度而选用胎架法展开模块化施工。以钢筋笼加工为例,运用形变较小的钢模对钢筋定型,运用定位板、定位销、挂片、移动横梁、底座、支架构建专用胎架,其中支架主要用于固定位置,避免误差产生,以此保障预埋套筒、预留钢筋定位精准度。胎架法的应用提高了钢筋笼生产加工精度,案例桥梁工程应用该方法加工预制构件钢筋笼时,将结构精度误差控制在±2mm 以内。
2.2.3 构件运输
桥梁预制构件完成生产加工并通过质量检测后,需从预制加工场运输至施工现场,结合以往工程施工经验来看,若忽视构件运输重要性而导致预制构件运输期间出现固定不稳或结构布置不当现象,则有可能损坏预制构件结构,使预制构件不再满足桥梁工程装配施工要求,以此产生额外成本,并造成资源浪费。因此,运用预制装配式技术进行桥梁工程施工时,需加强对预制构件运输环节的重视。桥梁工程中所应用的预制构件结构吨位较大,运输该类大吨位构件结构时,通常采用直接运送法、吊移法、滑移法,对上述三种运输方法综合分析,案例桥梁工程中的盖梁、墩柱预制构件借助吊移法完成移运工作,移运机械设备选用轮胎式运梁车、轮轨式门式起重机,通过上述两种机械设备的相互配合完成预制构件的运输工作,其中轮轨式门式起重机主要用于大吨位预制构件的装卸环节及场内转移环节,运用轮胎式运梁车将预制构件结构从预制加工场运输至桥梁工程装配吊装施工现场。为便于大吨位预制构件的移运工作,案例桥梁精细化设置了构件吊点,并优化设计了构件翻转装置。案例工程将光圆钢筋吊点调整为钢绞线,将原有的翻转台座更换为柔性缓冲支垫材料,如帆布卷、橡胶圈、沙坑等,减少了外部结构对桥梁预制构件的威胁,确保桥梁预制构件结构能够无损伤移运翻转。经过案例桥梁工程应用来看,该吊点、翻转装置优化方式效果较好,且优化工艺简单易操作,具有较强实用性,可适用于各类预制装配式桥梁构件运输作业中。
2.2.4 构件拼装
在桥梁工程预制装配式技术使用过程中,构件拼装是重要环节,其拼装效率、精准程度与桥梁项目进度、质量安全、成本之间具有直接影响关系,选择合适的构件吊装方案,同时控制构件拼装精度是预制装配式桥梁工程开展期间必须思考的重要课题。开展构件拼装作业前,应对工程经济效益、技术因素、具体施工条件等进行综合考虑,尽可能在保证既有交通条件下,快捷高效、安全经济地完成此项作业。目前,运用较为普遍的施工思路是以门式起重机为主,汽车式起重机为辅,通过采用局部封闭和分段施工相结合的作业方法,能够基于门式起重机变跨、变向技术,实现跨内横向吊装纵向行走、大跨度盖梁跨湿接缝吊装及大跨度箱梁变跨吊装方法。此项技术的工艺流程及拼装进度控制方法具体如下:
第一,对钻孔灌注桩和承台浇筑作业进行强度检测,确保其符合现行标准规范和工程施工要求后,对承台顶部预留伸出的钢筋和立柱底部预埋套筒型号尺寸进行核验,对比分析相关参数,确认无误后以墩柱纵横桥向中心轴线为方向进行刻度条和水准标志的张贴;复测放样承台拼接面4 个脚点标高、位置,以前期复测数据为基础合理布置挡浆模板及喇叭口限位板,科学调整垫块。
第二,启动起重机开展试吊作业,规范坚持墩柱高程、平面位置和垂直度,检测时运用2 台经纬仪和1台水准仪,其中经纬仪设置在墩柱垂直方向。根据监测数据调整垂直度时,为保证安全质量与后续施工质量,通过固定在墩柱四边的牛腿及千斤顶即可,而高程调整则依托于中心垫块厚度的调节。
第三,复核相关施工参数,确认无误后锁定千斤顶,将墩柱调离,之后开展拼接面坐浆作业。为保证整体质量,选用高强无收缩砂浆,合理搅拌后将其浇筑于挡浆模板内,然后刮平、止浆。开展压浆作业前,应提前检查、清洗套筒和浆管,确保其内部无杂物和脏污,避免给后续施工作业质量造成不良影响。之后按步骤开展出浆试验,判断所得结果,通过出浆试验、排除空气,保证后续压浆作业可以连续展开,不出现不良间断情况。对灌浆密实度进行科学检测,确认无误后开展承台基坑的回填作业,然后在各方面均符合工程要求后于硬化场地进行盖梁拼装临时支撑搭设,选用门式起重机和专门设计的配套吊具开展盖梁就位安装作业,其中起重机数量需要两台,规格均为150t。完成该工序后,按部就班地开展坐浆、灌浆和精度调整作业,其原理与墩柱安装类似,具体工艺流程为:试吊—校核高程等参数—坐浆作业—就位后灌浆—架设临时支撑—吊装盖梁—湿接缝施工。
2.3 施工效果
第一,案例桥梁工程项目根据场地布局优化设计了吊具结构及行走轨迹,在轮胎式运梁车、轮轨式门式起重机的协同作用下,确保了构件运输效率,行走平稳、效益优异、安全性强,且不会阻碍城市交通,极大保障了案例桥梁工程施工进程。第二,案例桥梁工程为最大限度发挥出预制装配式技术的优势,引入了3D 打印技术、BIM 技术、二维码技术,构建了桥梁工程信息化管理平台,在划分桥梁预制构件结构时,按照工程要求标准搭建桥梁模型,根据结构位置、受力情况科学划分结构,防止因构件划分不适宜而埋下安全质量隐患。此外,完成预制构件精细化划分工作后,能够单独设置各预制构件独立模型,对桥梁预制构件参数进行详细确定。集成多种先进技术的信息化管理平台能够实现数据共享传递,桥梁工程不同专业均可基于三维模型进行参数优化,强化了工程专业间的合作,在保障工程施工精度的同时对管理成本进行了强力管控。第三,相较于传统施工技术,预制装配式技术存在额外成本支出项,如构件运输、构件拼装、预制加工场建设等,仅从造价成本角度来看,高于传统技术造价约10%,但预制装配式技术绿色环保效益显著,且大幅降低了桥梁工程对城市交通的影响。由此可见,虽然其成本造价较高,但综合效益更具优势。
3 结语
综上所述,混凝土构件预制质量直接决定桥梁工程施工效果,因此在应用预制装配式技术前,应明确预制装配式桥梁结构特征,了解桥梁上部结构、下部结构中适宜预制装配的结构类型,以此保障桥梁工程具体施工效果。在实际施工期间,应根据桥梁工程施工现场环境明确预制装配式结构,制定结构方案,并严格依据结构方案完成预制、运输、拼装等工作。
猜你喜欢
建筑与装饰(2022年19期)2022-10-14 02:09:04
西部交通科技(2022年2期)2022-04-27 23:12:50
建材发展导向(2021年11期)2021-07-28 06:57:52
建材发展导向(2021年6期)2021-06-09 05:57:38
山东交通科技(2020年1期)2020-07-24 08:28:58
铁道建筑技术(2020年11期)2020-05-22 06:26:42
中华建设(2019年7期)2019-08-27 00:50:36
智能城市(2018年8期)2018-07-06 01:12:48
中华建设(2017年3期)2017-06-08 05:49:29
上海建材(2016年2期)2016-09-26 08:50:02