
复合型耐疲劳整体吊弦技术改进方案探讨
2022-11-01 06:26李军
电气化铁道 2022年5期
李 军
0 引言
接触网整体吊弦作为电气化铁路承力索与接触线间连接的重要部件,在接触网的结构中起到了机械负荷传递和载流的作用。我国于2002 年接触网载流整体吊弦的技术标准颁布后开始对整体吊弦推广运用,2005 年在京沪、沪杭铁路提速改造中广泛使用,2008 年在京津城际350 km/h 客运专线开始使用不可调式整体吊弦。目前,接触网载流整体吊弦已被广泛运用,环节吊弦逐步被淘汰。整体吊弦技术标准也进行了2 次修订,当前最新为2020 版[1~3]。
1 运行现状
原TB/T 2075.7—2010 标准中规定吊弦线夹本体及吊环材质为CuNi2Si 铜镍硅合金,心形护环材质为12Cr18Ni9 奥式体不锈钢,压接端子和钳压管材质为T2 铜,吊弦线采用型号为JTMH10 铜镁合金绞线。近年来,整体吊弦在运行过程中特别是高速铁路上频繁发生局部磨损、断丝、断股、鼓包甚至整体断裂等问题,是当前高铁接触网发生故障最频繁的部件之一,给高铁运行带来极大安全隐患。笔者统计分析了管辖区内2014 年开通运行以来时速200 km 及以上部分高速铁路接触网整体吊弦出现的问题,累计发生各类问题3 477 个,其中断股1 587 个、占比46%,鼓包594 个、占比17%,吊线断裂390 个、占比11%,线夹破裂等57 个、占比2%,其他类问题849 个、占比24%。
下文对问题吊弦的运行及试验情况进行分析。
1.1 大数据分析情况
从运行时间看,整体吊弦上网运行时间为3~8 年,均未达到《普速铁路接触网运行维修规则》中可参照的10~12 年寿命周期,上网时间最短的只有3 年左右。从运行线路看,200 km/h 的客货混跑线路发现的问题吊弦较多,占比较大,250~300 km/h 的客专高铁线路吊弦问题零星持续发生。从吊弦类型看,可调式整体吊弦问题占比非常大,不可调式整体吊弦发生问题相对较少。从发生部位看,整体吊弦的吊弦线夹、调整螺栓、压接管、心形护环、导流环及吊弦本线等各部位均有问题发生。从产品结构看,吊弦线与零部件间存在生产压接工艺问题、吊弦线耐疲劳问题和吊环设计不尽合理等容易导致吊弦线断丝、断股或全断。
1.2 疲劳试验情况
抽取断裂整体吊弦、未断裂整体吊弦(与断裂整体吊弦同型号、同批次、同区段、同安装上网时间)进行疲劳试验。
(1)针对已断裂吊弦,在外观无损伤处按安装标准(紧固力矩20 N)进行整条吊弦安装紧固试验,第1 次紧固后整体吊弦绞线单根无损伤,第2 次紧固后整条吊弦绞线单丝断1 根伤2 根,第3次紧固后整体吊弦绞线单丝断2 根伤2 根。
(2)针对已断裂吊弦,在外观无损伤处按安装标准(紧固力矩20 N)进行整条吊弦安装紧固试验,松动开口螺栓后,对开口螺栓安装处进行手动疲劳试验(重复弯曲),在进行至第22 次手动疲劳试验时,开口螺栓处整体吊弦绞线单丝断3 根。
接触网整体吊弦频繁发生的问题已危及到电气化铁路特别是高速铁路的安全运行,尤其是速度等级较高线路,研究如何提高整体吊弦的产品质量和延缓寿命是从业者迫在眉睫的任务。
2 原因分析
通过对整体吊弦存在问题的梳理,从整体吊弦的产品结构、材料、工艺、周边环境以及安装位置等方面进行全面分析。整体吊弦发生断股、鼓包、断裂等现象是一系列因素叠加的结果。
2.1 吊弦线材质不足
吊弦线采用镁铜合金材质,生产过程可通过铜材性能影响未来吊弦疲劳寿命,其中丝成股、股成线的工艺会影响丝与丝、股与股间的预应力,进而影响每根丝内部残余应力,以及在变形状态下的相互错动过程,从而影响单丝的疲劳寿命,导致出现鼓包、断裂等情况。此外,吊弦线韧性较差,导致整体吊弦在长期频繁振动过程中易从压接处断裂。
另外,整体吊弦除承受机械载荷外,在正常使用过程中还起到电气连接的作用,当电流通过吊弦线时,吊弦线温度升高,会降低吊弦线疲劳强度。
2.2 零部件材质强度不足
心形护环和U 形吊环本体材料选型厚度不足,反复弯曲的疲劳性能低,在长期振动过程中部分容易出现断裂。
2.3 压接工艺不合理
(1)原标准中吊弦的压接管采用犬牙齿形压接工艺,在压接处形成“点接触”且应力集中,压接点处的吊弦线受到挤压应力发生变化甚至造成线索损伤,同时压接模具放置不正确也会导致吊弦受力不均,加快压接处鼓包、断裂情况的发生。此外,压接管两端头处未进行圆弧处理,吊弦线在频繁振动时与压接管端头有切割,也会造成压接处吊弦断股现象,如图1 所示。

图1 压接管处断股
(2)压接管与心形护环距离大于3 mm,导致心形护环与吊弦线不密贴,处于松弛状态,长期受振动或抬升运行后心形护环发生位置偏移,进而摩擦或切割吊弦线,如图2 所示。

图2 心形护环与绞线不密贴
2.4 吊弦结构存在缺陷
(1)U 形吊环与心形护环不匹配。心形护环在吊弦线夹固定螺栓过渡处没有镂空,固定螺栓紧固后,心形护环处吊弦线被绷紧,由于心形护环采用12Cr18Ni9 不锈钢材质,吊弦线为铜镁合金,膨胀系数不一致(不锈钢15×10-6,铜17×10-5),造成温度变化时吊弦线在该处的应力不能释放而折断,如图3 和图4 所示。

图3 心形护环与固定螺栓

图4 心形护环镂空处理
其次,U 形吊环和心形护环尺寸不匹配,U 形吊环过短或心形护环过大都会在受电弓抬升情况下致使心形护环及顶端吊线与吊弦线夹碰撞磨擦,长时间就会造成心形护环弧端处的吊弦线发生断丝、断股现象,如图5 所示。(2)调整螺栓处缺陷明显。早期的B 型可调整体吊弦的调节固定螺栓开口处未进行圆弧处理或加垫片,遇紧固力矩过大造成整体吊弦绞线压伤,长期振动使其断裂。调节固定螺栓未顶紧心形护环安装(安装标准未明确安装位置),机车受电弓抬升使心形护环脱落,导致整体吊弦绞线与吊环磨损断裂,如图6 所示。

图5 心形护环顶端处断股

图6 调节固定螺栓处断裂
(3)接线端子结构、管壁厚度压接方式不统一,存在平角和仰角(30°)现象,致使导流环挤压心形护环造成偏磨或整体吊弦的偏转。
2.5 振动频率和振幅的影响
原TB/T 2073—2010规定吊弦适应振幅为±35 mm,振动次数为200 万次运行条件,但是实际行车振幅和振动次数远大于此数据。在列车受电弓通过的瞬间,接触线被抬高,吊弦发生松弛,受电弓通过后,接触线瞬间落回原位,此时吊弦因限制接触线下落而被瞬间拉直,从而承受巨大瞬时拉力。在长期运行过程中,该瞬间大拉力循环出现,构成了吊弦疲劳断裂的主要交变应力源,如图7 所示。

图7 受电弓通过时吊弦振动曲线
受电弓高速通过吊弦后,接触线瞬间被受电弓抬升,吊弦线在重力作用下突然下落而拉紧,吊弦上下振摆达20 余次,此时吊弦发生非等幅振动(振幅为-5~+50 mm),同时吊弦线在水平方向产生振动,造成吊弦线在钳压管根部出现反复弯曲,该过程随着振动长期存在。目前采用的标准吊弦线韧性较差,反复弯曲次数较低,加之三点犬牙式压接点应力较大。在钳压管处韧性较差的吊弦既要承受较大压接应力,又受到反复弯曲、相互间的摩擦等作用,因此易在压接处出现断丝、断股。发生断股后,吊弦线有效截面减小,拉应力进一步增大,当剩余截面拉应力达到吊弦线临界破坏值时,吊弦线将发生突然断裂。
2.6 恶劣运行环境影响
当接触网运行于酸雨、盐碱、重污染、大风和风沙等恶劣环境时,吊弦腐蚀老化程度加速,寿命周期缩短,甚至发生零部件故障。
2.7 安装不当
新建或改建铁路接触网施工时,施工单位需提前测量、计算和预制吊弦,由于各环节误差的存在,部分不可调式吊弦参数可能与现场实际存在轻微偏差,施工人员安装时通过对吊弦线扭转和偏移达到微量调整目的,经过后期的长时间、高频次振动运行后,导致吊弦线在应力集中处出现鼓包现象,严重时发生吊弦线断股,进而造成整体断裂的风险,如图8 所示。

图8 吊弦线鼓包
3 优化措施
针对接触网整体吊弦发生的各类问题或缺陷,从产品结构、材质选择、工艺制造等方面提出对整体吊弦优化、改进的技术方案和措施。
3.1 结构改进
以C 型吊弦为例,该型由吊弦线、冲压型承力索吊弦线夹、冲压型接触线吊弦线夹、心形护环、钳压管及吊弦线等部件组成,为长度不可调结构,通过改进U 形吊环和心形护环结构尺寸,满足吊弦抬升时吊线本体不与线夹碰撞,避免磨损心形护环端部吊弦线,如图9 所示。

图9 C 型整体吊弦结构
3.2 吊弦线改进
吊弦线采用复合型7×7 缠绕结构,单股绞线采用6+7 缠绕结构(图10 中中间红色7 股为不锈钢丝,采用022Cr17Ni12Mo2 奥式体不锈钢),铜线单丝及不锈钢丝(绞线)直径为0.5 mm。铜镁合金线为JTMH10,镁含量占比宜采用0.2%~0.4%,其性能满足TB/T 3111—2017 标准要求。结构和实物如图10 所示。
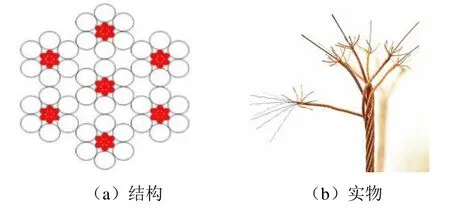
图10 改进后吊弦线
3.3 零配件改进
钳压管、压接端子均按GB/T 5231—2001 要求,采用牌号为T2 的加工铜,其机械性能应符合GB/T 2040—2002 中M 状态的规定。选用钳压管端头外扩圆弧,长度不小于30 mm。增加心形护环和吊环壁厚度强度,心形护环端部镂空处理,压接管端头圆弧过渡处理,避免切割吊弦线,如图11 所示。

图11 改进后的零部件
3.4 压接工艺改进
压接方式由齿形压接改为椭圆环形两段或三段椭圆形对称压接,有效减小压接应力,压接后钳压管的两端呈“喇叭口”状,减小了钳压管口部棱角与吊弦线之间的摩擦,有效预防钳压管锐口切割吊弦线而形成疲劳源。压接端子弯折处增加过渡圆弧,减少压痕。结构如图12 所示。

图12 压接方式改进
3.5 防松措施改进
在传统止动防松措施的基础上,探索吊弦线夹处采用止动垫圈及齿面碟簧防松垫圈双重防松措施,线夹安装到位后再涂抹厌氧型螺纹锁固胶,或在承力索端吊弦线夹的螺杆上加开口销,确保整体吊弦承力索线夹螺母不松动,即便松动也不会掉落,有效避免吊弦承力索端掉落低于导线高度而刮碰受电弓进而引发弓网故障或更大事故。该防松改进措施如图13 所示。

图13 承力索吊弦线夹防松改进
4 改进优化后的效果
若该压接方式适配韧性好、弯曲次数高的耐疲劳吊弦线,可减少目前吊弦断丝、断股问题的发生。
(2)采用椭圆压接方式,压接的有效接触面积增大,摩擦力增大,应力分散在压接处形成一个椭圆形的缩颈,吊弦线相互有序排列,单丝单股受损小,减少压接对吊弦线的损伤。若该压接方式适配韧性好、弯曲次数高的耐疲劳吊弦线,亦可有效减少目前线路中吊弦断丝、断股问题的发生。改进前后试验对比见表2。

表2 压接改进前后试验对比 kN
4.1 吊弦线材的改进效果
通过对吊弦线材材质以及不同生产工艺对吊弦线的晶粒组织结构、机械性能、电气性能和耐反复弯曲疲劳性能的影响研究,完成了吊弦线线材以及生产工艺的优化,生产出复合型7×7 缠绕结构的铜镁合金耐疲劳整体吊弦线,大幅提高了吊弦线的反复弯曲性能,增强了整体吊弦的可靠性和使用寿命。
4.1.1 复合型吊弦线性能指标
复合型吊弦线采用JTMH10 型绞线,其主要性能指标如表1 所示[4]。

表1 JTMH10 复合型绞线主要技术指标
4.1.2 耐疲劳吊弦线工艺
通过对吊弦母材工艺的改善,消除坯料的铸态组织缺陷,改善晶粒结构组织,为后续吊弦线材加工提供更好的抗变形条件,提高材料机械性能。
4.1.3 增加单线消除应力工艺
消除单丝加工有害残余应力,降低变形抗力,恢复塑性,保证吊弦线的延伸性能;对晶粒组织进行控制,防止晶粒粗化,确保坯料的组织和性能。
4.2 压接工艺的改进效果
(1)椭圆环状压接可有效改善原有齿形压接对线索的压接损伤,压接后的吊弦线整股压缩密实;压接后吊弦线呈波浪状,轴向阻力增大,不易滑移。
4.3 整体性能指标
引用TB/T 2075—2020、TB/T 3111—2017[5]相关标准,以原标准中C 型整体吊弦进行试验,通过对压接方式、吊弦线和吊弦结构等优化后进行系列检测试验,论证各项性能指标均优于普通吊弦,试验数据对比如表3。

表3 吊弦整体改进试验对比 kN
4.4 试挂及抽检试验情况
2018 年,将全面改进后的复合型耐疲劳整体吊弦在200 km/h 线路上安装试挂,运行至今未发生任何问题。对其中运行3 年的吊弦抽样检查并送检试验,从振动试验、疲劳试验、滑动荷重、破坏荷重等几项重要指标试验结果来看,证明复合型耐疲劳整体吊弦的各项性能指标依然较好,综合性能远优于普通整体吊弦。
5 结语
对接触网载流整体吊弦在产品结构、材质选择、工艺制造等方面进行优化改进,并在运营线路中实践运用,运行状态较好,3 年多未发生任何异常情况。中国电气化铁路发展60 余年来,接触网大量新工艺和标准的改进都是在不断探索和大胆尝试后得到广泛认可和推广的,复合型耐疲劳整体吊弦的成功经验可推广到行业内其他类似产品中并加以应用。
猜你喜欢
电气化铁道(2022年6期)2023-01-11
电线电缆(2022年4期)2022-09-01
铁道运营技术(2021年2期)2021-04-01
小资CHIC!ELEGANCE(2020年28期)2020-09-17
理化检验(物理分册)(2020年6期)2020-06-20
探索科学(学术版)(2020年12期)2020-03-27
意林(儿童绘本)(2019年2期)2019-03-12
科技风(2018年17期)2018-10-21
小学生优秀作文(低年级)(2018年6期)2018-05-19
通信电源技术(2016年4期)2016-04-04
