
市政排水管道热收缩套连接技术研究
2022-10-29 13:00:00刘梦秋赫俊岭
四川水利 2022年5期
刘梦秋,赫俊岭
(中国水利水电第五工程局有限公司,成都,610066)
0 引言
市政排水管网工程是城市建设的一项基础性工程。市政排水管网施工的关键工序为管道连接,管道接口漏水是市政排水管网工程的质量通病。因此,如何在管道连接施工时快速地达到施工质量要求成为关键。目前HDPE钢带增强聚乙烯螺旋波纹管、DREC双层加肋双色增强复合管等塑料管材接口采用热收缩套连接,接口施工质量控制难度大,经常因闭水试验时管道接口存在渗漏现象,需要多次返工处理[1]。根据以往经验,管道焊接可以分为沟槽上部焊接和沟槽内焊接,在沟槽上部焊接操作时,因为井段长度一般在30m~50m,整体下管非常不便,且下管过程中接头位置极易损坏,所以只能选择沟槽内焊接。根据规范要求沟槽底宽及坡比开挖沟槽,焊接管道时挤塑焊枪和喷火枪操作空间不足,且管底无法进行焊接,很难保证施工质量。如何提高热收缩套焊接质量,是市政排水管道施工中急需解决的问题。
1 工艺原理
管道焊接采用自研的托辊装置确保管口对齐,管口一周焊接均匀。具体分为两种情况:第一种管径DN400及以下钢带增强管质量较轻,在每节管道两端各放置一个托辊,管道焊接时,管道可在托辊上360°旋转,挤塑焊枪焊接管道和喷火枪烘烤热收缩套时,可在上部对管道360°方位均匀、方便地焊接,保证焊接质量[2]。第二种管径在DN400以上钢带增强管、DREC管等重型管道,在每节管道两端各放置一个可升降托辊装置,管道焊接时,可通过调节托辊装置的千斤顶精确调节管口进行对齐,管道可在托辊上360°旋转,挤塑焊枪焊接管道和喷火枪烘烤热收缩套时,可在上部对管道360°均匀、方便地焊接,保证焊接质量[3]。
2 管道接口连接质量控制
2.1 施工准备
管道接口连接前,沟槽已按照设计图纸要求进行开挖,地基承载力检测合格,沟槽经参建五方共同验收合格并在沟槽隐蔽验收记录文件上签章,15cm厚管道砂基础已按照设计图纸铺设,压实度检测合格,平整度等经监理工程师验收合格,同意进入下一工序施工。
2.2 管道接口连接工具选择
为保证管道接口施工质量,前期通过多种方案对不同性能的工具设备进行试验组合,如表1。
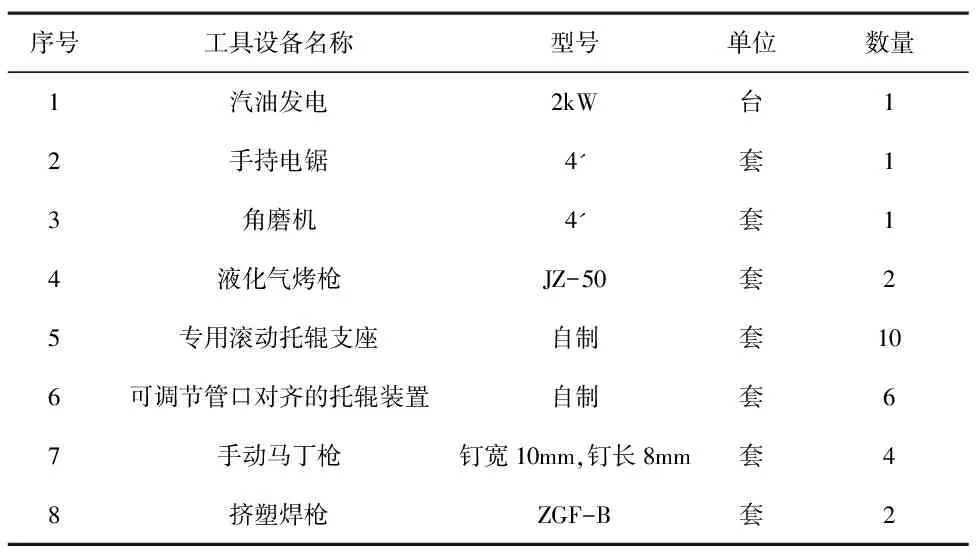
表1 管道连接工具配备
2.3 管道连接施工工艺
2.3.1 管材切割及预处理
根据检查井间距离实际长度,在仓库选取长度适宜的管材组合,并在加工区域完成管材接口切割及预处理工作。具体修正方法为用手提式切割机,在底部固定一块木条控制切割机相对切割位置,具体木块规格尺寸详见图1所示。切割方式沿钢带增强管管壁中部切割修正,待切割到同一轴线后进行横向切割,严禁超切,切割完成效果图详见图2。切割完成后使用角磨机对管道接口1环轮廓范围内打磨,除去管道表面氧化保护层和切割过程中产生的毛面和废渣,以便后期进行管道橡胶连接。
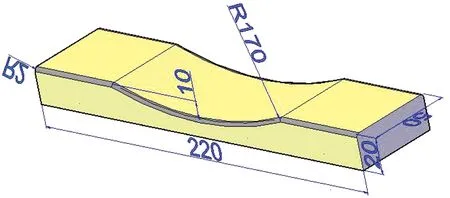
图1 切割机定位专用木块

图2 管道切割完成示意
2.3.2 管道入沟
DN400及以下钢带增强管等轻型管道在沟槽验收合格并铺上粗砂垫层后,先在沟槽内放置管道安装专用滚动支座(如图3),接头处的两条管道的端头各放1个,两条管道的尾部适当位置各放1个(如图4、图5),然后依次放入两条管道,第一个热缩接头做好后,再放入第三条管道,进行第二个热缩接头施工,依此类推,放入,连接第四、第五、第n条管道。
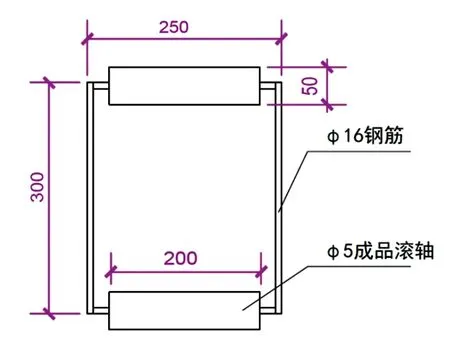

图3 专用滚动托辊支座

图4 专用滚动托辊支座布置示意

图5 专用滚动托辊支座现场布置
DN400以上钢带增强管、DREC管等重型管道,连接方法同HDPE钢带增强聚乙烯螺旋波纹管,由于DREC管道重量较重,区别在于采用自研的一种用于重型管道焊接作业中调节管口对齐的托辊装置(如图6),该装置配有一台千斤顶,可调节管口上下高程精确对齐管口,有效避免管道错口,详见图7。

图6 可调节管口对齐的托辊装置

图7 重型管道对齐连接示意
2.3.3 管头预对接
管道入沟并放到专用滚动支架上以后,采用预对接的方式检查管头对接情况,当两个管头对接后最大间隙≥3mm时,应对托辊基础找平垫高,使管道中心线在同一轴上,调整后重新对接,直至对接间隙≤3mm为合格。
2.3.4 管头对接固定
正式对接前,先将两条管道退开,管口两端热缩套范围内管壁用抹布擦洗干净、干燥,再将热缩套套在任意一端管头上,然后对接,用码钉固定(如图8),码钉间距10mm~20mm,以管头固定牢靠为原则。

图8 管道接口固定示意
2.3.5 挤塑焊枪焊接
焊接前,先将挤塑焊枪连接电源并打开开关进行预热8min左右。如果马达很平顺且喂料后内部声音消失,即是正常。当挤出来的焊条比较稀时请将红色旋钮慢慢往下调至5刻度位置等上数分钟后,再扣动电钻开关(注意:电钻挤出速度的调速器始终保持在5或6档),等挤出来的焊条形状成“大蚯蚓”形状即可焊接[4]。
挤塑焊枪焊接时,枪口紧贴着管道连接缝隙匀速前进,直至完成整个焊缝焊接,焊接完成后,及时对结束部分留取的端头使用工具去除,保持整体焊缝光滑和平整。
2.3.6 热缩套连接
待挤塑焊枪施工完焊条冷却到常温后,使用毛巾将管道接口热收缩套范围内灰尘、泥土等杂物清理干净,再将热收缩套对称放置在管道接口处。烤热收缩套操作时,持枪操作人骑站于管道上并面向热缩套,把液化气烤枪调到适宜的火焰,先从管口连接处(热缩套中腰)开始加热,用喷枪火焰按对口环缝从上部环缝处向左右两侧加温使热缩套收缩,当左右各120°范围烤收缩后,转动管道,边转边烤,边烤边用手(戴手套)持软布压实,直到热缩套中腰基本收缩到位,再均匀地向两侧环向分段对称加热收缩烘烤直至收缩套外侧溢出黑色热熔胶为止。
热收缩套烘烤时,要经常把烤枪向两侧管面和胶面加热,来提高热收缩质量和热收缩套与管道的结合质量,保证热收缩带紧贴管壁,将空气全部排出,热熔胶从热缩套两侧四周全部析出为合格,连接头表面发出油光者为佳。严禁以“之”字走火方式烘烤热缩套。
对于热缩套边沿,烘烤完之后及时用手持软布压实。压实后检查热熔胶溢出情况,若溢出不全,及时用喷枪补修完整。
热缩套施工完成后,待热缩套表面温度冷却到常温后,从边缘侧依次撤除托辊,管道按照设计轴线位置依次安放。
2.4 管道接口连接控制要点
(1)手持电锯加装木块尺寸必须精确,在电锯上安装稳固,位置正确。
(2)管道切割时,必须顺着管道管壁中部稳定切割,切割完成后管口边顺直,并使用角磨机将毛面及接口部分表面保护膜去除,再使用毛巾清理干净。
(3)吊管下沟时必须采用尼龙带捆锁牢靠、捆扎点均匀平衡后慢慢移动下沟一次性找好位置放平摆好管道。
(4)管道口对接焊接前拼接缝隙必须小于3mm,保证接口连接后严密性,同步调整管道和托辊位置,保证连接管道中心在同一轴线上。
(5)挤塑焊枪焊接前,挤出焊条必须达到要求后才能焊接,即挤出焊条胶形状为“大蚯蚓”且外观光滑发亮。
(6)挤塑焊枪焊接完成后及时剔除最后收尾搭接的焊条胶凸块,避免成型后对热收缩带造成挤压破坏。
(7)热收缩套烘烤时,烘烤温度、路线、步骤等严格按照上述要求实施。
(8)热收缩套烘烤过程必须边烘烤,边用手挤压,将热收缩套内空气全部排除,直至烘烤完成后热收缩套与管壁间没有气泡且外侧边缘全部溢出黑色胶。
(9)热收缩套烘烤完成后,管道接口静置10min,直至热收缩套温度降至常温后,方可移除底部托辊。
(10)若热收缩套烘烤过程中出现砂眼或轻微破损现象,直接剔除收缩套并重新布设新的热收缩套进行烘烤。
(11)管道在运输过程中需平起平放,建议在安装处一根一根连接,如施工条件不允许,需保证多根连接管道在搬运和安装过程中在同一水平高度,以免接口处发生断裂。
2.5 质量验收
(1)HDPE钢带增强管、DREC管、热收缩套规格、尺寸、厚度等参数符合设计要求,出厂合格证、出厂报告、送货单、检测报告等齐全。
(2)内外壁光滑、平整,无气泡、无裂纹、无脱皮和严重的冷斑及明显的痕纹、凹陷[3]。
(3)热缩套和管壁连接密实可靠,无翘边,热收缩带两端四周有高熔点粘合剂溢出认定合格。
(4)管道接口连接后,相邻管身接口对接错边量大于管材壁厚的10%,且不大于3mm。
3 管道连接常见问题及应对措施
3.1 管道切割常见问题及应对措施
3.1.1 管道切割常见问题
管道切割常见问题主要为切割位置在管道脊背、切割线条扭曲不顺直、未按照管道螺纹方向切割等。
3.1.2 应对措施
管口切割错误的管道,重新使用手持电锯按螺纹走向沿凹槽纹路中心线切割,切割时一定稳定,切割到同一断面时,再沿平行管道中心轴线方向切割,切割后使用挤塑胶遮盖外露管道管材,防止腐蚀。
3.2 管口对接问题及应对措施
3.2.1 管口对接常见问题
管口对接问题主要集中在管口缝隙过大、连接管道中心线未在同一轴线等。
3.2.2 应对措施
(1)连接管道中心线未在同一轴线应对措施
连接管道中心线未在同一轴线主要原因为下部托辊基础未找平,处理措施为使用细砂等找平托辊基础并夯实。在上部表面放置一块完好平整的木板,上部再放置托辊,托辊放好后放上管道使用水平仪每5m检测一次管道顺直度或使用水准仪检测管道顶部不同位置高程,直至管道顶部线条与流水线平行。
(2)管口缝隙过大
管口缝隙过大原因主要为连接管道中心线未在同一轴线、管道接口未拼接严密。连接管道中心线未在同一轴线处理措施为上述方式;管道接口未拼接严密处理措施为管道拼接时,由2名工人配合将管道旋转至接头紧密搭接并将管道固定,1名工人负责使用码钉枪将接头逐一固定,最后使用挤塑焊枪打上黑色胶。
3.3 挤塑焊枪焊接常见问题及应对措施
3.3.1 挤塑焊枪焊接常见问题
挤塑焊枪焊接常见问题为焊条胶与管道连接性差,焊接结束后未处理收尾焊条胶,导致热收缩套破裂。
3.3.2 应对措施
对挤塑焊枪操作工人进行专项培训和考核,作业期间全程旁站监督,编制挤塑焊枪作业指导书,明确挤塑焊枪每个步骤参数。挤塑焊枪操作前,使用角磨机打磨表面氧化层和管口切割毛面,使用毛巾对焊接区域卫生清洁,挤塑焊枪焊接前预热直至焊条挤出呈“大蚯蚓”状并表面光亮为止,焊接收尾时使用小刀等工具及时剔除收尾凸点。
3.4 热收缩套焊接常见问题及应对措施
3.4.1 热收缩套焊接常见问题
热收缩套烘烤后出现气泡或破损现象,热收缩套与管道连接不紧密,边缘部分未粘接。
3.4.2 应对措施
(1)热收缩套出现气泡,气泡较少且可忽略不计,若情况严重,则重新按照要求烘烤并边烘烤边挤压赶出气泡,如无效果,则将热收缩套剔除处理,清理管道表面卫生,使用新的热收缩套重新烘烤。
(2)热收缩套破裂,建议更换热收缩套或使用长度比原热收缩套长20cm左右的收缩套套在破损收缩套表面,并按照热收缩套烘烤方法重新施工。
(3)热收缩套与管道连接不紧密,边缘部分未粘接采取重新烘烤方式处理,直至热收缩套外侧边缘溢出黑色热熔胶为止。
3.5 焊接完成后常见问题及应对措施
3.5.1 焊接完成后常见问题
焊接完成后热收缩套温度未降至常温就进行托辊等拆除工作,导致热收缩套后期出现松动,连接不紧密且出现漏水现象。
3.5.2 应对措施
针对施工班组具体操作人员进行专项培训交底,明确管道焊接完成后作业间歇时间,若已提前拆除托辊且产生质量问题,建议在热收缩套外侧重新套上比原热收缩套长20cm左右的收缩套包裹且烘烤施工。
4 结语
本文从市政排水管道工程的特点和HDPE钢带增强管、DREC管道接口连接常见问题出发,从机具选择、切割、焊接等方面阐述了管道热收缩套连接的施工工艺和质量控制重点和要点。管道接口连接要把控好每个细节,加强每一个环节的质量控制与管理,才能消除质量隐患,保证管接口连接质量,以及管道整体闭水性能。
猜你喜欢
汽车实用技术(2022年15期)2022-08-19 02:29:58
现代农机(2022年3期)2022-07-11 11:42:12
山东冶金(2022年1期)2022-04-19 13:40:30
装备制造技术(2020年9期)2021-01-26 00:14:42
机械管理开发(2020年11期)2020-04-15 03:23:20
山东冶金(2019年3期)2019-07-10 00:54:06
铜业工程(2018年6期)2019-01-07 07:17:16
商业文化(2016年36期)2016-03-01 09:28:10
焊接(2016年6期)2016-02-27 13:04:57
制造技术与机床(2015年8期)2015-04-24 07:25:38
