激光打印字迹与书写字迹形成时序研究
2022-10-21 06:51:00王长亮
辽宁警察学院学报 2022年5期
吴 晓,王长亮
(1.广东南天司法鉴定所,广东 深圳 518000;2.上海市刑事科学技术研究院,上海 200000)
随着激光打印机成为人们日常办公机具,激光打印文件成为当前文件的主要存在形式,办案机关在工作中越来越多地遇到涉及伪造、变造文件的案件,对文件各部分内容形成时序的判定有助于确认该份材料是否存在伪造、变造事实,其中书写字迹与激光打印字迹形成时序的判定一直是困扰鉴定人的技术难点,因为一份合同文件中签名字迹往往由黑色签字笔书写,其墨迹颜色与激光打印字迹均为黑色,对鉴定产生一定的视觉干扰[1]。因此,本文运用反射变换成像技术(以下简称“RTI 技术”)对激光打印字迹与书写字迹形成时序问题进行研究,用不同粗细黑色签字笔以较轻和较重的笔压分别与激光打印字迹进行笔画交叉实验,分析交叉部位的特征,为涉案文件中两种字迹交叉时序的检验提供分析依据。
一、反射变换成像技术原理和优势
RTI 技术是计算摄影方法中的一种,它基于数字摄影和表面反射成像模型,通过记录和处理被摄物体的颜色信息和表面纹理信息,获得比单张摄影图像信息更丰富的影像。RTI 组成设备由一组可 360 度旋转的穹顶光源及一部高倍微距摄像机组成,记录不同光照方向下形成的影像图片,一般为36 张或48 张,拍摄环境为暗场条件。拍摄完成后,产生了一组由不同高光和阴影交错组成的同一物体的图像[2-3]。将上述原始图片导入RTI builder 软件,并对物体的入射光线和反射光线信息加以算法合成,生成关于物体表面每一像素的算法模型,即法向量反射函数,然后通过对被摄物重新进行交互式布光,最终实现多组影像再现。将采集到的物体表面多个反射方向上的光信号进行编码,计算图像中每个像素上反射光的反射函数,进而计算出反射函数的系数,最后得到整个物体表面的3D 信息。
1.对被拍摄物体的尺寸适用范围广,且为无损检验。RTI 技术对于被拍摄物体的尺寸适用范围较广,能够实现目前大多数3D 扫描仪无法达到的采样密度和精度。
2.多种视图模式,细节显现清晰。RTI 技术中的法线可视化模式(RTI viewer 软件中重要的一个功能)可以完美排除掉颜色(黑色)的干扰,更清晰地显现激光打印字迹与书写字迹交叉部位的细节特征。
3.补充文检在证据方面的不足,为鉴定人出庭提供有力的技术支持。文件检验中常用的一些检验手段和方法主要依靠检验人员的经验判断,缺乏量化性和科学性,RTI 技术在一定程度上解决了上述难题,为鉴定人出庭提供科学的技术支持和客观、直观的可视化证据。
二、实验部分
(一)材料与设备
1.材料:0.38 mm、0.5 mm、1.0 mm 笔尖晨光牌中性笔、Double A 复印纸(80 g)。
2.硬件:Canon EOS 6D 相机、SIGMA 微距镜头(105 mm F2.8)、文件翻拍架、RTI 设备主机、遥控器、快门连接线、压纸板、14 cm 穹顶灯臂(LED 光源)、直径2 mm 黑色陶瓷珠、DT V3.1 RTI 智能成像系统、笔记本电脑、佳能(Canon)激光打印机。
3.软件:Adobe Photoshop CS6、RTI builder、RTI viewer。
(二)实验方法
1.制作每组实验需要的实验样本。在载有激光打印字迹的纸张上用不同粗细的黑色签字笔分别以较轻和较重两种笔压书写字迹,并且书写字迹与激光打印字迹存在交叉部位。在空白纸张上先用不同粗细的黑色签字笔分别以较轻和较重两种笔压书写上字迹,然后经过激光打印机打印,且打印字迹与书写字迹之间存在交叉部位。
2.将实验样本置于 RTI 主机设备拍照区间内,用DTV3.1 RTI 智能成像系统及高倍微距镜头进行拍摄,将待观察部分位于镜头中央并对焦,均只对两组实验样本中的交叉部位进行拍摄,拍摄张数为36 张,获得照片组后将其导入RTI builder 软件进行RTI 图像处理,将处理后得到的图片通过RTI viewer 软件进行观察。
3.提取放大RTI 图像,以便观察交叉部位细节特征,对不同形成时序下细节特征进行总结,分析影响因素及各因素对细节特征的影响程度。
4.分析每组实验结论,对呈现出的细节特征进行描述刻画,通过比对不同时序下交叉部位细节特征的差异,总结RTI 技术能否有效的运用在此类文检鉴定中。
三、实验结果与讨论
(一)激光打印字迹与书写字迹形成时序的检验
RTI 法向量模式可以计算出每一像素的表面法向量数据,并进行伪彩色渲染,创建一幅描绘表面三维形态的影像。RTI 镜面反射增强模式可以通过调节反光强度、饱和度以及反射光斑大小来增强图像镜面反射光效果。经过RTI 软件去色处理和法向量计算后的图像,排除了黑色和光线的干扰,更加突出激光打印字迹与书写字迹交叉部位的细节特征。
1.先打印后书写的情况下,交叉部位打印字迹的表观特征表现为笔画连贯性被破坏,墨粉颗粒存在被笔尖划破、刮蹭、碾压的痕迹(图1)。

图1 先打印后书写情况下交叉部位表观特征
当笔尖经过打印字迹时会对其施加作用力,这个力既有垂直也有平行于纸面方向的,表现效果即为碾压、刮蹭、划破墨粉颗粒。但是,当笔压较轻时,墨粉颗粒被碾压、刮蹭、划破的效果远不如笔压大时明显,甚至可能仅有轻微的碾压痕迹而无明显刮蹭、划破的痕迹,表现为书写墨迹覆盖于打印字迹之上。由此可以看出,笔压对交叉部位的特征反映及观测效果有重要的影响。2.先书写后打印的情况下,交叉部位打印字迹的表观特征表现为笔画连贯性完整,无“断裂”现象,墨粉颗粒平整地覆盖在笔痕凹陷处。将交叉部位与未交叉部位的墨粉颗粒进行对比,观察到墨粉颗粒的形态并无明显差异,但高度差明显不同(图 2)。笔迹凹痕先于打印字迹形成于纸张表面,后形成的打印字迹无笔尖的外力破坏,因此其笔画连贯性保持完好,经热定影吸附在笔痕凹陷处与纸张空白处的墨粉颗粒不在同一个水平面上,视觉上可观察到二者的高度差。

图2 先书写后打印情况下交叉部位表观特征
(二)笔尖粗细对检验交叉部位形成时序的影响
本次实验选取市面上常用的三种不同粗细笔尖的签字笔进行实验,即0.38 mm、0.5 mm、1.0 mm。笔尖粗细程度对交叉部位的表观特征以及观察效果有一定影响,主要表现为笔尖越细对墨粉颗粒、纸张纤维的破坏力越强,笔痕边缘越锋利[4]。
1.先打印后书写的情况下(图 3),笔尖越细笔痕边缘纸张纤维断裂的情况越明显,笔痕边缘越锐利、鲜明、界限感强。相同笔压下,较细笔尖对墨粉颗粒的刮蹭、划破痕迹更明显,即打印字迹笔画断裂、连贯性被破坏得更明显,而较粗笔尖制造的笔痕宽度虽然更宽,与打印字迹交叠的面积更大,但笔痕边缘不如较细笔尖的锐利,甚至当笔尖过粗时,较难观察到明显的刮蹭或划破痕迹,笔痕边缘处墨粉颗粒有类似于被切割的痕迹(图 4),被碾压后的墨粉颗粒其光泽度、立体感都远不如未被碾压的墨粉颗粒。

图3 先打印后书写情况下不同粗细笔尖笔痕处墨粉颗粒形态对比图

图4 较粗笔尖笔痕与打印字迹交叉部位表观特征
笔尖粗细不同对墨粉颗粒造成的摩擦力性质及大小不同[5]。笔尖越粗则笔尖内部滚珠越大、出墨量越大,书写时笔尖对墨粉颗粒的摩擦力就越小,此时滚动摩擦多于滑动摩擦,因此对打印字迹的破坏力较弱,笔尖越细则反之。
2.在先书写后打印的情况下(图 5),较粗笔尖形成的笔痕凹陷处观察到墨粉颗粒平整、完好地堆叠在其上,表现出较强的立体感,并且交叉部位与未交叉部位的墨粉颗粒形态、色泽、光泽均无明显差异,此时交叉部位打印字迹笔画在笔痕边缘与笔痕凹陷处的过渡自然、连贯性完好;而较细笔尖形成的笔痕凹陷处可观测到的墨粉颗粒堆叠面积较小,不便于观察。
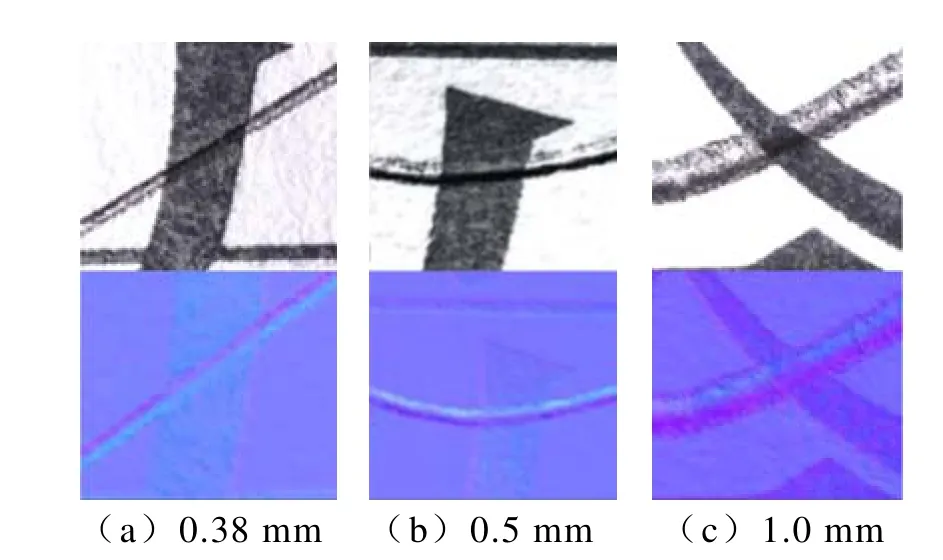
图5 先书写后打印情况下不同粗细笔尖笔痕处墨粉颗粒形态对比图
笔尖越粗制造的笔痕宽度越大,交叉部位笔痕凹陷处可观察到的墨粉颗粒平铺面积越大,越便于观察和对结果的判断。但是,即使是较细笔尖形成的笔痕,通过对比,还是可以发现,在不同形成时序下交叉部位的表观特征依旧存在明显差异(图6),仍可通过调节RTI 图像找到这些差异点并判断出形成时序。
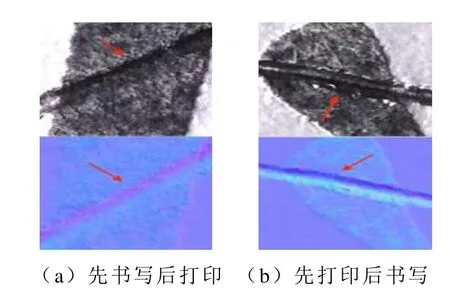
图6 不同时序下交叉部位较细笔尖笔痕特征对比图
(三)笔压轻重对检验交叉部位形成时序的影响
本次实验使用较轻和较重两种力度的笔压来进行实验。笔压轻重对交叉部位的表观特征以及观察效果有一定的影响,主要表现为笔压越重对墨粉颗粒以及对纸张纤维破坏力越强、笔痕边缘越锋利,同等粗细笔尖书写的情况下,笔压越重交叉部位的表观特征越明显、观测效果越好。
1.在先打印后书写的情况下(图 7),笔压越重对墨粉颗粒的破坏程度越大,墨粉颗粒被碾压、刮蹭的效果越明显,交叉部位打印字迹笔画断裂情况越明显,较小笔压则反之。虽然较小笔压对墨粉颗粒的破坏力不如较重笔压强,但是通过RTI 法向量图像(图8)对比可以看出,不同形成时序下,不同笔压形成的笔痕与打印字迹交叉部位的墨粉颗粒表观特征依旧存在明显差异,因此,笔压较轻不影响对形成时序结果的判断。
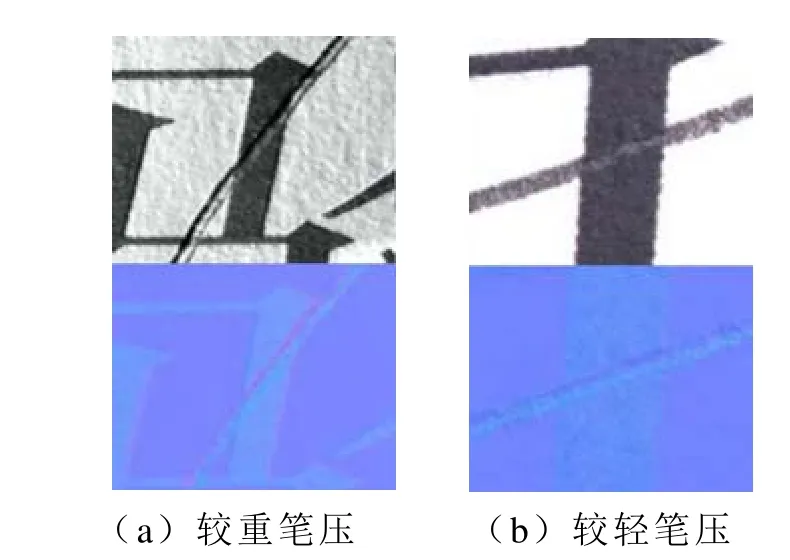
图7 先打印后书写情况下不同笔压笔痕处墨粉颗粒形态对比图
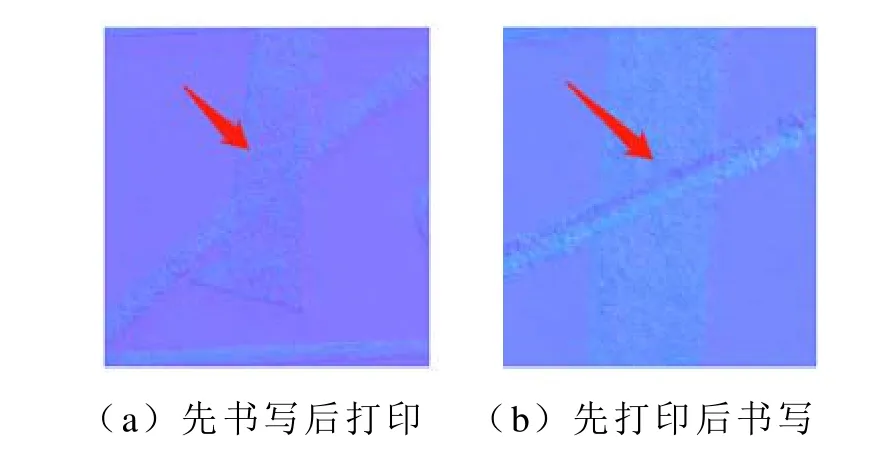
图8 不同时序下交叉部位较轻笔压笔痕处墨粉颗粒形态对比图
2.在先书写后打印的情况下(图 9),笔压越重制造的笔痕越深、笔痕宽度在一定范围内越大,此时在交叉部位笔痕凹陷处可以明显观察到平整堆叠的墨粉颗粒,且墨粉颗粒立体感、层次感强,便于观察。

图9 先书写后打印情况下不同笔压笔痕处墨粉颗粒形态对比图
当笔压较轻时,笔痕较浅,此时交叉部位与未交叉部位的墨粉颗粒的高度差不明显,不便于观察到墨粉颗粒在书写油墨之上这一特征。但是通过对比图10 可以看出,即使是较轻笔压书写的情况下,仍可以通过墨粉颗粒是否存在被刮蹭、破坏的痕迹这一特征来判断形成时序。
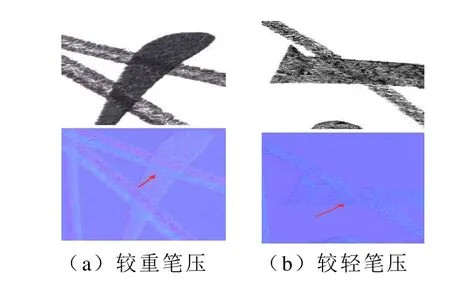
图10 不同笔压形成的笔痕与打印字迹的交叉部位对比图
实验研究表明,通过RTI 技术可以判断激光打印字迹与书写字迹的形成时序,观察效果清晰立体。鉴定人在检验过程中,不同情况下通过选用不同特征、不同观察模式,可以有效排除笔尖粗细和笔压轻重对观测效果的影响,得到特征反映最好的RTI 图像,为解决此类激光打印字迹与书写字迹的时序检验问题提供直观、科学依据。
猜你喜欢
南方周末(2021-06-10)2021-06-10 11:17:45
小学生学习指导(高年级)(2021年4期)2021-04-29 02:17:04
天津化工(2021年2期)2021-04-10 01:56:48
学生天地(2020年19期)2020-06-01 02:11:34
天津化工(2018年1期)2018-04-02 06:56:10
快乐语文(2017年33期)2017-12-06 09:21:01
作文通讯·高中版(2017年12期)2017-02-06 05:56:51
小猕猴智力画刊(2015年5期)2015-05-26 23:48:57
作文周刊·小学一年级版(2014年48期)2014-07-06 17:05:57
计算机与网络(2014年2期)2014-05-25 00:28:31