
纺纱空调系统制冷控制策略优化研究
2022-10-13 01:23韩云龙
棉纺织技术 2022年10期
张 磊 韩云龙 纪 杰 陆 彪
(安徽工业大学,安徽马鞍山,243032)
纺纱车间温湿度与纱线性能密切相关,特别是相对湿度对纤维和纱线的回潮率及物理性能等影响较大,直接影响产品质量[1]。为保证稳定的车间温湿度和产品质量,作为工艺性空调,对纺纱厂空调的要求较高[2]。然而传统纺纱空调系统往往存在惯性大、滞后性且非线性等问题[3]。随着空调系统自动控制技术的应用,不但提高了车间温湿度的调节精度,而且有较好的节能效果。目前,空调系统自动控制技术有PID 控制[4]、模糊控制[5]、神经网络控制[6]、遗传算法控制以及多种控制方法相结合等[7-8],在工业生产过程中,基于结构算法简单的PID 控制器,易于维修、使用方便而被广泛应用[9]。
由于夏季高温高湿条件,纺纱车间围护结构与外界换热、车间内纺织设备和照明设备散热以及棉花等散湿,使车间生产处于高温高湿的环境[10]。为了保证生产顺利进行,并给工人创造良好的工作环境,需要通过喷水室处理空气降温除湿,使车间温湿度环境达到工艺要求。目前在舒适性空调系统中常见的冷冻水控制方法有定流量、变流量、定温差和定压差控制等[11],在实际运行中定流量冷水控制方法易出现流量大、温差小的现象,所以变流量冷水控制方法被普遍应用。但纺纱空调系统属于工艺性空调,通常使用喷水室处理空气对车间进行降温除(加)湿,车间温湿度耦合,调控设备多,且纺纱车间为大空间,具有热惯性、系统滞后性等特点,易出现纺纱车间温湿度控制波动大、不稳定现象,很难达到预期的效果[12]。因此,通过建立纺纱空调系统数学模型,基于Python 编程语言对纺纱空调系统制冷季车间环境进行动态仿真,提出了冷水控制策略和车间相对湿度控制策略,结合PID 自动控制空调设备对纺纱车间温湿度进行自动调整,从而实现纺纱车间温湿度的稳定控制。
1 数学模型的建立
依据能量守恒、质量守恒,建立纺纱车间温度、相对湿度数学模型,分别如式(1)和式(2)所示。

式中:ρ为空气密度(kg/m3);C为空气比热容[kJ/(kg·℃)];V为体积(m3);n为墙体温升系数,取值为40;L为风量(m3/s);t为温度(℃);M为含湿量(g/kg);Q为散热量(kW);Mhc为棉纱含水量(g)。角标:F 为车间;W 为围护结构;S 为经喷水室处理后送风;JQ 为纺纱机;d 为地排风;g为工艺排风;gh2 为二次回风。
纺纱车间夏季空调系统为冷却减湿过程,喷水室通用热交换效率(E′)和全热交换效率(E)采用经验公式计算,如式(3)~式(5)所示。

式中:t1、t2为喷淋前后空气温度(℃);ts1、ts2分别为喷淋前后空气湿球温度(℃);tw1、tw2分别为喷淋前后冷水温度(℃);W为喷水量(kg/h);G为喷水室空气质量(kg/h);v为喷水室断面风速(m/s)。
2 车间温湿度控制策略
纺纱车间空调系统可调控的空调设备有冷水阀、风机、水泵和二次回风阀,夏季车间外界温度高,使用喷水室的循环水喷淋降温已不能满足车间环境要求,需要使用冷冻水对车间空气降温除(加)湿。通过调节冷水阀开度控制喷淋水的温度来调节车间温度与相对湿度,冷水控制起主导作用。由车间实时温湿度计算得出车间虚拟露点,由车间设定温湿度计算得到车间设计露点,两者差为露点差;车间实时温度与车间设定温度之差为温度差,比较露点差绝对值和温度差绝对值的大小,选择较大的差值结合PID 算法自动控制冷水阀的开度,改变喷淋水的温度,进而控制车间的温湿度。露点差既控温又控湿,车间虚拟露点和设计露点重合时,由温度差控制冷水阀的开度。
车间相对湿度为纺纱产品的质量提供了重要保障,因此对于纺纱车间温湿度的控制采用相对湿度优先策略。出于空调系统节能考虑,基于“增小减大”的原则,采用风机水泵序列控制法,减湿时,能耗高的空调设备先降频;加湿时,能耗低的空调设备先增频,既可以满足纺纱车间温湿度的环境要求,又可以最大限度提高纺纱厂的经济效益,具体控制策略如图1 所示。
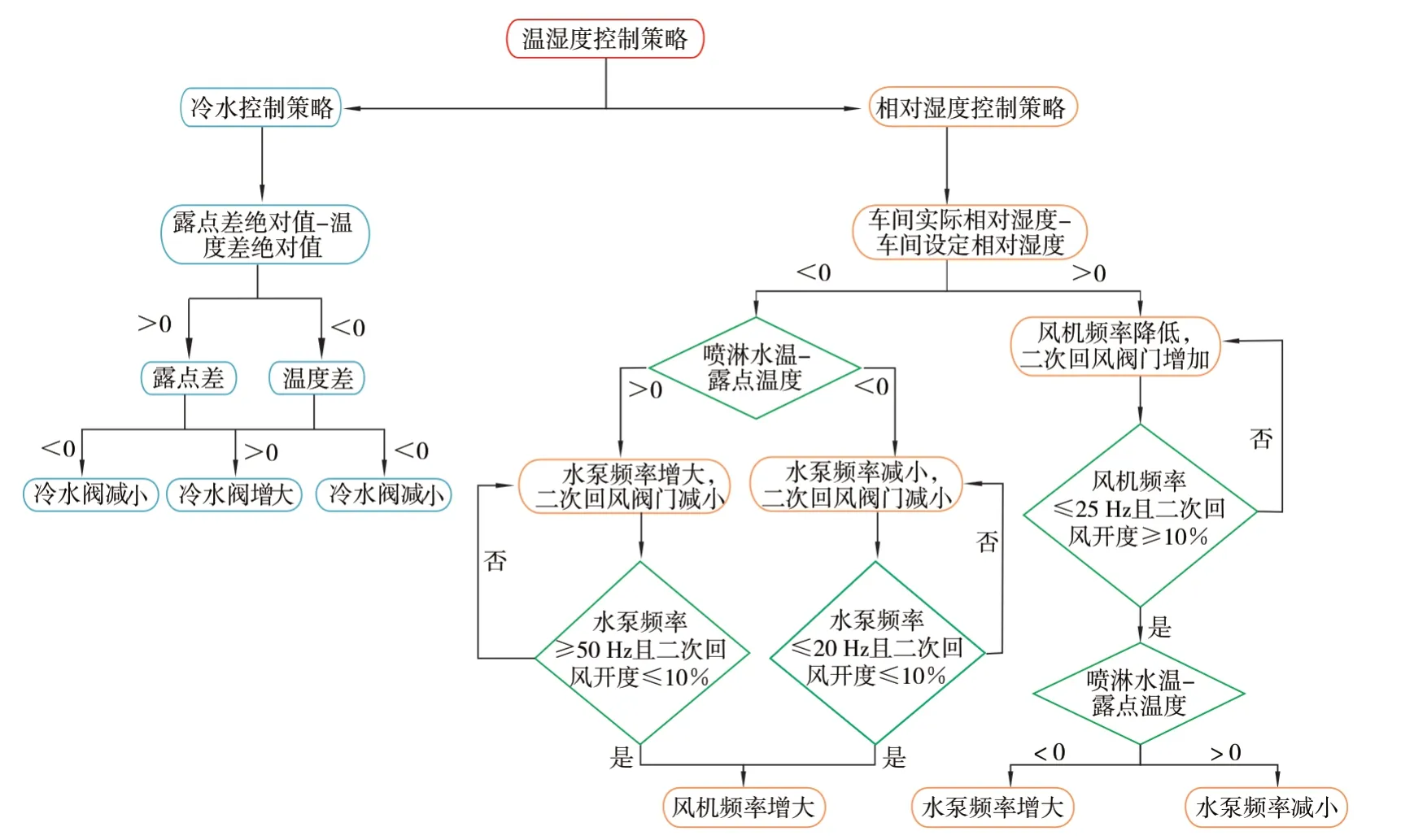
图1 纺纱空调系统制冷季温湿度控制策略
3 PID 自动控制原理
PID 调节器是一种线性调节器,这种调节器是将设定值d(k)与输出值c(k)进行比较,构成控制偏差e(k)=d(k)-c(k),控制偏差e(k)通过线性组合比例(P)、积分(I)、微分(D)构成控制量控制被控对象。PID 控制算法一般分为位置式算法和增量式算法。位置式PID 控制的输出与过去的每个状态相关,使用的是误差累加值;增量式PID控制算法在计算中不需要对误差进行累加,控制增量仅与前3 个时刻的采样值相关。当机器出现故障时,由于执行器本身有记忆功能,采用增量式PID 算法会使影响范围较小,手动/自动切换时冲击小、计算量小。本研究采用增量式PID 控制算法,PI 控制增量Δu(k)的计算如式(6)所示。

式中:Δu(k)为控制增量;kp、ki分别为比例控制参数、积分控制参数。
4 实例应用分析
以江苏某纺纱厂细纱车间空调系统为研究对象并建立边界条件,车间设定温度26 ℃、相对湿度60%,外界温湿度和车间初始温湿度相同,新风阀开度满足最小新风量(开度10%),冷冻水温度8 ℃,喷水室水池水温初始温度20 ℃。当车间初始相对湿度70%,初始温度分别为30 ℃、33 ℃、36 ℃时,3种初始温度不同的工况经过5 000 s左右,车间温度趋于稳定在26 ℃,喷水室后机器露点温度在4 000 s 左右稳定在19 ℃,如图2 所示。

图2 车间温度及喷水室露点温度变化曲线
当车间初始温度33 ℃,初始相对湿度分别为70%、80%、90%时,经过5 000 s 左右车间温度控制在26 ℃,初始相对湿度不同的3 种工况经过4 000 s 左右自控系统的调整,车间相对湿度稳定于60%,如图3 所示。空调系统刚刚启动时存在超调问题,但可以很快调整并平稳运行。由此可见,制定的纺纱空调系统冷水控制策略和相对湿度控制策略,结合PID 控制对于不同工况下的车间环境温湿度都有较好的控制效果,即使是高温高湿的工况,也可以快速地调整到车间设定的温湿度值,并保持稳定。
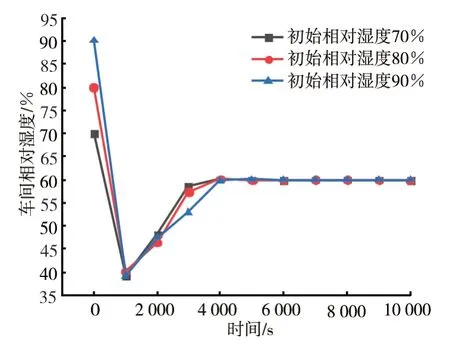
图3 车间相对湿度变化曲线
车间初始温度33 ℃、相对湿度70%,对车间环境进行自控调整时,冷水阀和二次回风阀开度的变化如图4 所示。可以看出,当车间初始温度高于设定温度值时,冷水阀开度迅速增大至80%,以降低喷淋水温来降温除湿,而后冷水阀开度减小,3 000 s 后冷水阀开度调整趋于稳定。由于初始车间相对湿度高于设定相对湿度,出现超调现象使车间相对湿度低于设定值,随后通过加湿过程使车间相对湿度趋于设定值,如图3 所示,处理过程为先减湿后加湿。二次回风阀开度先减小而后逐渐增大并趋于稳定,如图4 所示。
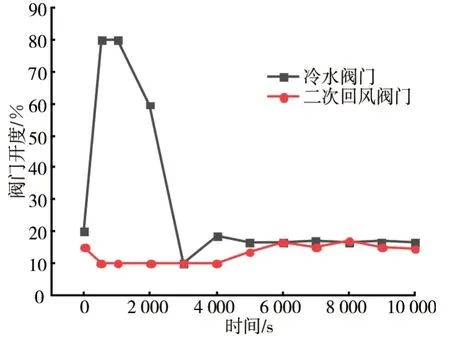
图4 冷水阀和二次回风阀开度的变化曲线
风机和水泵频率自动调整变化曲线如图5 所示。冷水阀开度增大降温的同时也除湿,所以减湿的过程较快而产生一定的超调量,相应减小送风量,即风机频率先降低而后趋于稳定,为保证车间气流组织而设定了风机运行最小频率25 Hz,当风机减频至25 Hz 时,基于序列控制原则,水泵频率降低后,因加湿水泵频率相应又升高,而后逐渐趋于稳定。从图5 也可看出,0 s~1 100 s 为减湿过程,1 101 s~5 000 s 为加湿过程,然后车间相对湿度稳定在设定值。
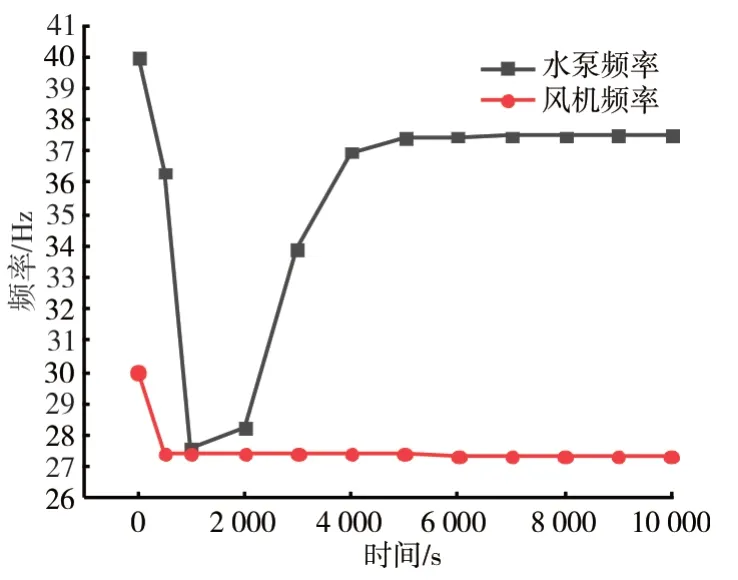
图5 风机和水泵频率变化曲线
5 结束语
在纺纱空调系统数学建模及仿真基础上,针对纺纱车间的温湿度控制要求,提出了纺纱车间制冷季冷水控制策略和相对湿度控制策略,并结合PID 自动调控空调设备,即冷水阀、风机、水泵和二次回风阀等,使车间温湿度快速调整到设定值,以满足生产工艺需求。通过纺纱空调系统多种初始温湿度工况的仿真,制定的纺纱空调系统冷水控制、相对湿度控制相结合的PID 控制策略,可使车间温湿度快速调整至设定值,温度控制精度±0.5 ℃,相对湿度控制精度±0.5%,表明制定的控制策略具有可行性和较高的控制精度。
猜你喜欢
科学与财富(2021年33期)2021-05-10
科学导报·学术(2020年18期)2020-05-25
中国化工贸易·中旬刊(2020年1期)2020-04-29
山东工业技术(2019年9期)2019-05-29
戏剧之家(2018年21期)2018-10-19
魅力中国(2016年31期)2017-06-15
中国纤检(2017年3期)2017-04-06
艺术科技(2017年1期)2017-04-05
纺织导报(2015年6期)2015-12-31
中国纺织(2009年5期)2009-08-12
