
建筑结构用690 MPa级低屈强比焊条J807GD的研制
2022-10-09 05:24:12张学刚陈振业吝章国胡鹏亮
电焊机 2022年9期
张学刚,陈振业,陈 燕,吝章国,胡鹏亮,陈 波
1.哈尔滨威尔焊接有限责任公司,黑龙江 哈尔滨 150060
2.河钢股份有限公司,河北 石家庄 050023
0 前言
近年来为了满足现代建筑高层化、结构大跨化的发展要求,建筑结构用钢板正逐步向系列化方向发展,不仅可以减轻结构质量,降低建造成本,还能提高结构的可靠性。国外的建筑结构用钢板的强度级别从主流的490 MPa、590 MPa级发展至更高级别的690 MPa级,如德国柏林索尼中心大楼的屋架结构采用了S460和S690钢材,澳大利亚悉尼的星城饭店部分结构也采用了650 MPa和690 MPa钢材[1]。在国内,建筑结构用钢板仍以Q345为主,近年来Q390GJ、Q460GJ系列钢越来越被建筑设计者青睐,在建筑工程中得到了一定的应用[2-3],如广州新电视塔、天津津塔、鸟巢、中央电视台新台址主楼等,各钢铁企业及高校都在积极进行建筑工程用Q690GJ钢板的研制和开发[4-5]。同时为了提高建筑结构的抗震能力,对建筑结构用钢板提出了一些特殊要求,如具有足够高的抗拉强度及屈服强度、较高的塑韧性以及较低的屈强比等[6]。
目前690 MPa级建筑结构用钢板的焊接大多采用国外进口焊条[7],实现配套焊条国产化是现在亟待解决的问题。张庆素[8]采用自行研发的焊丝和焊剂对Q690钢进行埋弧焊熔敷金属性能研究,随着热输入增大,熔敷金属拉伸性能总体呈下降趋势,在恰当的工艺参数下,熔敷金属抗拉强度、屈服强度、-40℃冲击功满足目标要求。690 MPa级高强钢焊接时主要存在两个问题,一是焊接的冷裂纹敏感性问题,二是焊缝的强度和韧性。冷裂纹的敏感性通过选择超低氢焊材,进行正确的预热,控制层间温度及采用合理的焊接参数即可解决;而焊缝的强韧性匹配则与焊接材料和焊接工艺的优化有关。
1 试验材料及方法
1.1 试件制备
焊接材料为自主研发的φ4.0 mm J807GD焊条,熔敷金属力学性能对接试板为Q235钢板,尺寸为300 mm×300 mm×20 mm,坡口形式为20°V形,焊机采用松下YD-630AT。先在坡口堆焊厚度为5 mm的过渡层,根部间隙为16 mm,垫板尺寸为300 mm×30 mm×10 mm。
综合考虑对焊条的工艺性和熔敷金属强韧性的技术要求,研制的J807GD焊条采用H04E焊芯,选用CaO-CaF2-SiO2碱性渣系,该渣系含有较多的大理石、萤石和铁合金,从而降低了焊缝中氢和氧的含量,碱性渣系有利于提高熔敷金属的冲击韧性,其药皮的主要化学成分如表1所示。同时,焊条采用Mn-Ni-Cr-Mo作为合金体系,并针对各合金元素的相互关系进行了系统的成分调整。

表1 药皮的主要成分(质量分数,%)Table 1 Main chemical composition of coating of electrode(wt.%)
1.2 试验方法
采用焊条电弧焊,平焊和立焊位置焊接工艺参数如表2所示。焊后分别按照GB/T2652—2008《焊缝及熔敷金属拉伸试验方法》、GB/T2650—2008《焊接接头冲击试验方法》要求,进行熔敷金属拉伸试验及-40℃冲击试验;按照GB/T3965—2012《熔敷金属中扩散氢测定方法》要求进行熔敷金属扩散氢含量测试。采用奥林巴斯GX53F光学显微镜观察J807GD焊条熔敷金属的显微组织。

表2 φ4.0 mm焊条平、立焊推荐工艺参数Table 2 Recommended parameters of flat and vertical position of welding forφ4.0 mm electrode
建筑用高强钢焊缝金属的强韧性匹配及屈强比控制是J807GD焊条研制过程中亟待解决的问题。文中在平焊工艺参数条件下,通过改变焊接电流和道间温度研究其对熔敷金属抗拉强度和低温冲击性能的影响。
2 试验结果与分析
2.1 焊条的工艺性能
J807GD焊条焊接过程中不易产生发红和气孔等问题,平焊、立焊的工艺性优良。平焊时,电弧稳定,再引弧容易,飞溅较小,焊道表面波纹细密,易脱渣;立焊时,药皮熔化均匀,熔池清晰,细熔滴过渡,焊缝金属不下淌。图1分别为平焊脱渣前、后及立焊脱渣后的宏观形貌。

图1 宏观形貌Fig.1 Marco appearance of electrode welding
2.2 熔敷金属力学性能
平焊及立焊时的熔敷金属室温拉伸及-40℃低温冲击试验结果分别如图2、图3及表3所示,屈强比≤0.92,屈服强度≥720 MPa,平焊和立焊时-40 ℃低温冲击吸收能量的平均值分别为79 J和60 J,均满足技术要求。

图2 拉伸试验后形貌(平焊)Fig.2 Appearance after tensile test(flat position of welding)

图3 拉伸试验后形貌(立焊)Fig.3 Appearance after tensile test(vertical position of welding)
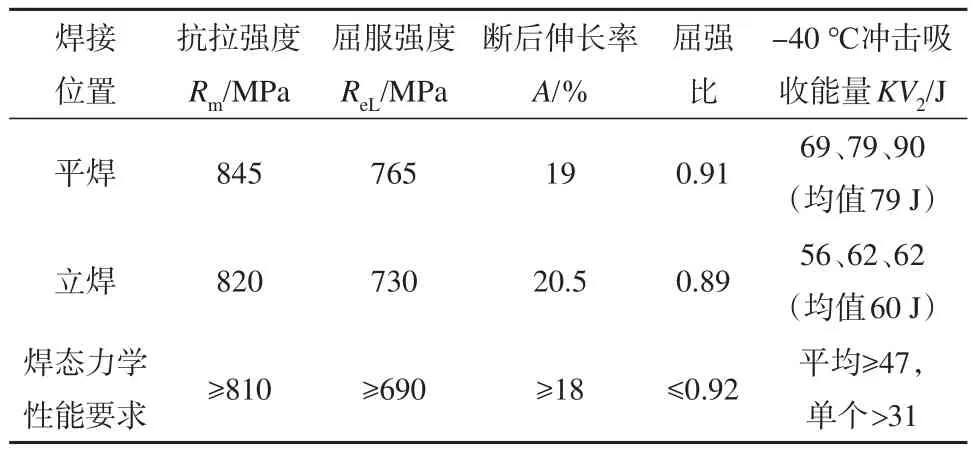
表3 熔敷金属力学性能试验结果Table 3 Test results of mechanical properties of deposited metal
2.3 显微组织
图4为J807GD焊条熔敷金属的显微组织,典型组织为贝氏体+针状铁素体,组织中针状铁素体的存在有利于提高焊缝的冲击韧性。

图4 熔敷金属显微组织Fig.4 Microstructure of deposited metal
2.4 扩散氢含量
水银法扩散氢试验要求为:熔敷金属扩散氢含量HD≤5 mL/100 g。试验结果为3.1 mL/100 g,满足技术要求。
2.5 合金元素对屈强比的影响
2.5.1 Mn含量对屈强比的影响
在其他主要成分不变的情况下,不同Mn含量(1.0%~2.0%)对熔敷金属屈强比的影响如图5所示。熔敷金属中适量的Mn既能提高焊缝冲击韧性也可提高焊缝强度,但含量过高时会导致屈强比>0.92,因此应将Mn含量控制在中限值。Mn元素是奥氏体化元素,能够扩大稳定奥氏体相区,推迟二次相变温度,同时还具有一定的细化二次组织的作用。当Mn含量继续增加时,熔敷金属强度明显提高,冲击吸收能量降低。
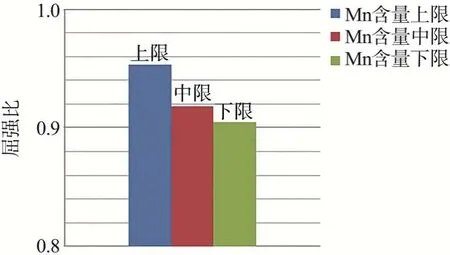
图5 Mn含量对屈强比的影响Fig.5 Effect of Mn content on yield ratio
2.5.2 Cr含量对屈强比的影响
不同Cr含量(≤0.50%)对熔敷金属屈强比的影响如图6所示。结果表明,在焊缝中添加适量的Cr可以提高焊缝的韧性,但含量过高时会导致屈强比>0.92,因此应将Cr含量控制在中限值。
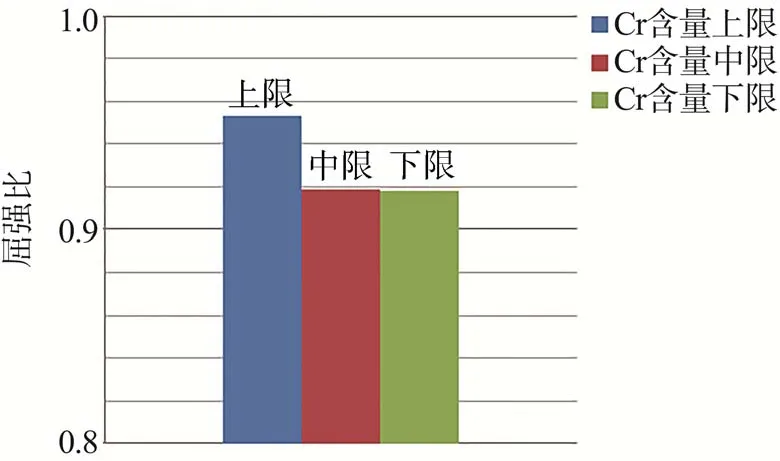
图6 Cr含量对屈强比的影响Fig.6 Effect of Cr content on yield ratio
2.5.3 Cu含量对屈强比的影响
不同Cu含量(0.1%~1.0%)对熔敷金属屈强比的影响如图7所示。结果表明,随着Cu含量的增加,显著提高了焊缝的抗拉强度和屈服强度,导致屈强比>0.92,因此应将Cu含量控制在下限值。
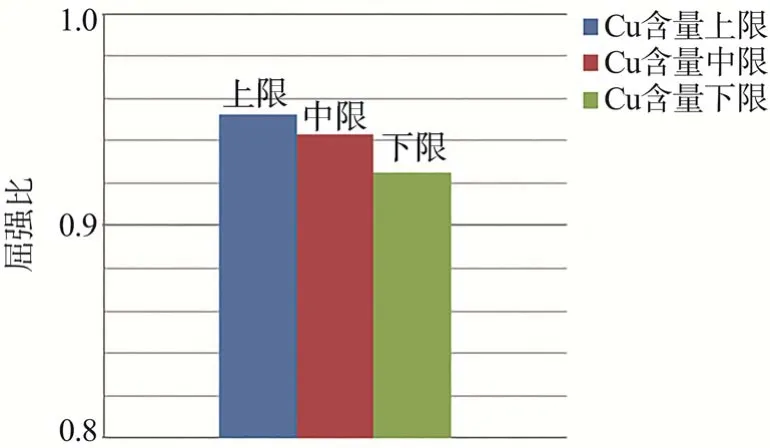
图7 Cu含量对屈强比的影响Fig.7 Effect of Cu content on yield ratio
2.6 工艺参数对力学性能的影响
在平焊工艺参数条件下,通过改变焊接电流大小研究其对熔敷金属抗拉强度和低温冲击性能的影响,如图8所示。结果表明,焊接电流在160~190A时,熔敷金属力学性能均满足技术要求,且随着焊接电流的增加,熔敷金属的抗拉强度变化较小,在大电流190A时,熔敷金属冲击性能略好一些。
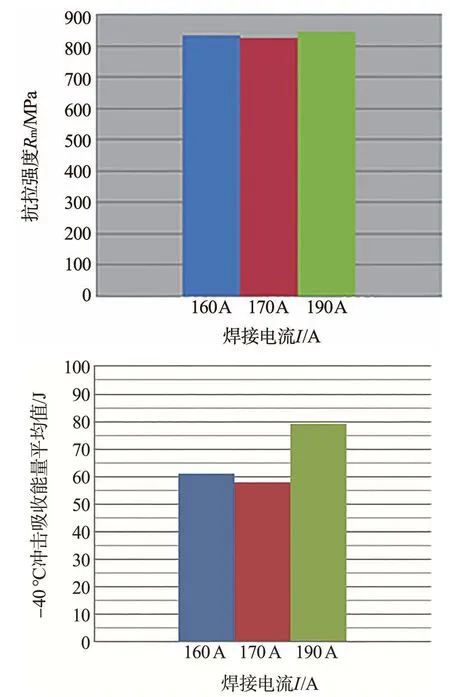
图8 焊接电流对力学性能的影响Fig.8 Effect of welding current on mechanical properties
在平焊工艺参数条件下,通过改变道间温度研究其对熔敷金属低温冲击性能及屈强比的影响,如图9所示。结果表明,当焊接电流为160 A,道间温度在80~200℃时,熔敷金属力学性能均满足技术要求,道间温度对熔敷金属低温冲击性能及屈强比的影响较小。
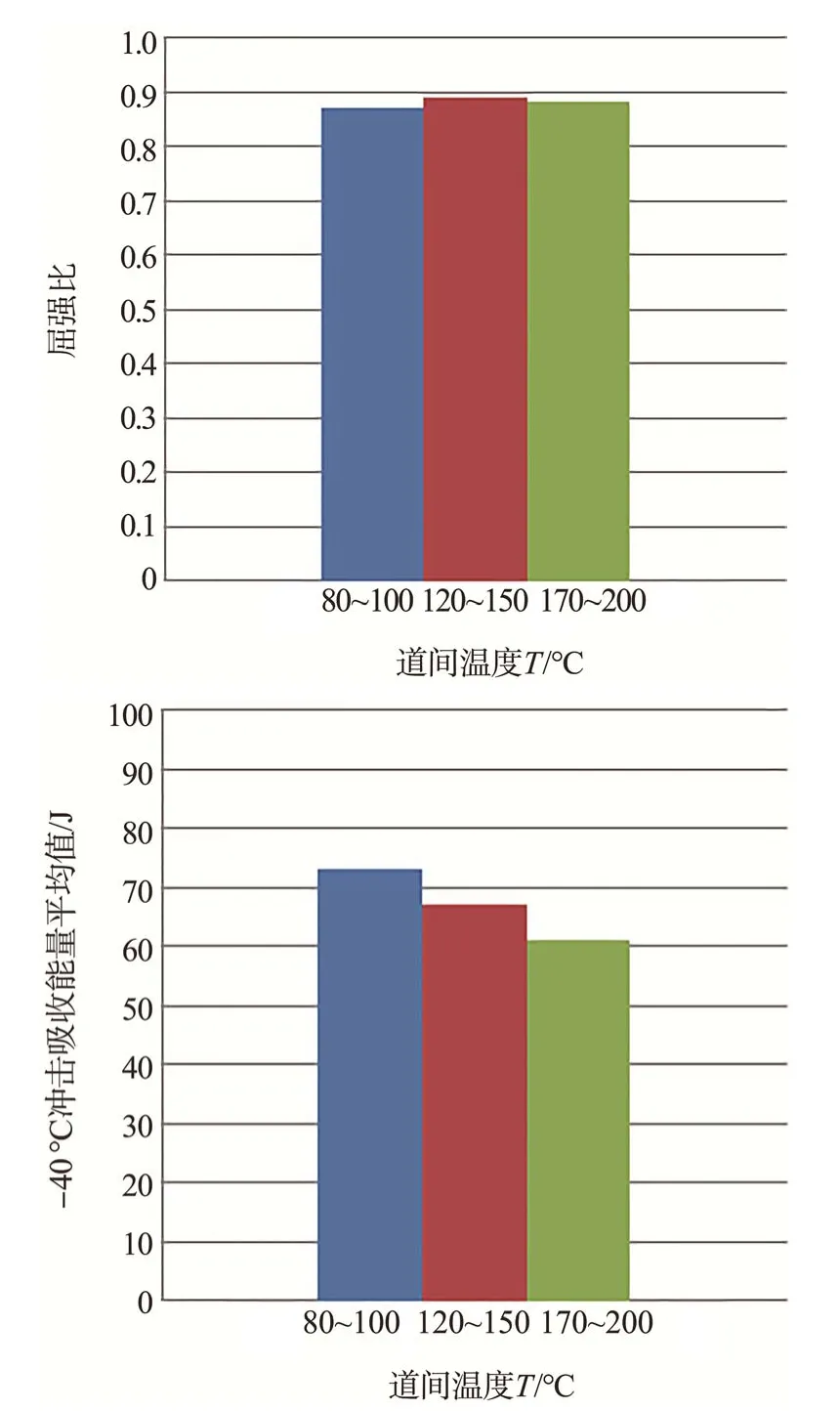
图9 道间温度对力学性能的影响Fig.9 Effect of interpass temperature on mechanical properties
3 讨论
690 MPa级建筑结构用钢配套焊条的研制难点主要有四点:一是焊条全位置焊接工艺性的优化;二是熔敷金属扩散氢含量的降低;三是强韧性匹配问题,四是屈强比的控制。
J807GD焊条采用CaO-CaF2-SiO2碱性渣系。首先,必须严格控制大理石与氟化物的比例,一定量的大理石分解产生的大量CO2气体,可以加强保护电弧的作用,阻止熔池和熔滴与氢的直接接触,但过量的大理石也会影响熔渣的流动性及焊缝成形;氟化物具有很强的去氢作用,但过量的氟化物也会影响电弧的稳定性。同时,在药皮中按比例添加不同种类的氟化物,调整熔渣黏度,从而改善焊条立焊及仰焊的工艺性。另外,在药皮中添加少量氧化物,能够起到细化熔滴、稳定电弧的作用,从而改善焊条的立焊焊接工艺性。其次,对药皮中某些带有结晶水的粉料进行了预烘焙,进一步降低焊缝的扩散氢含量。同时通过设计适当的焊条外径,得到长短适宜的套筒,进一步改善焊条平焊及立焊的焊接工艺性。
建筑用高强钢焊缝金属的强韧性匹配及屈强比控制是J807GD焊条研制过程中亟待解决的问题。首先,在保证高抗拉强度的前提下,通过合理控制焊缝中合金元素的含量及比例,将Mn、Cr含量控制在中限,将Cu含量控制在下限,并采用适宜的焊接工艺[10],可以有效地改善焊缝金属的显微组织,提高焊缝金属的韧性,降低焊缝的屈强比。其中添加适量的Mn可以促进针状铁素体的形成[11],Mn也是优良的脱硫剂、脱氧剂,能够同时提高焊缝金属强度及韧性;添加适量的Cr、Cu也可以提高焊缝的韧性[12-13],Cr、Cu也有利于针状铁素体的形成。其次,为了提高熔敷金属的低温冲击韧性,应严格控制熔敷金属的Mn/Si比;同时在药皮中添加微量的稀土,与焊缝中的氧反应,在焊缝中可以起到脱氧及净化晶界的作用[14];另外,添加多种铁合金,既可以作为脱氧剂也可以兼有过渡合金的作用,从而改善焊缝的冲击性能。
4 结论
(1)研制的J807GD焊条,其平焊、立焊工艺性能优良,力学性能满足技术要求,适用于690 MPa级建筑结构用钢的焊接。
(2)研制的J807GD焊条通过严格控制熔敷金属的合金元素含量,屈强比≤0.92。
(3)研制的J807GD焊条焊接工艺参数适用范围较宽,在推荐参数下力学性能均能满足工程技术要求。
猜你喜欢
今日农业(2022年16期)2022-09-22 05:37:46
云南化工(2021年11期)2022-01-12 06:06:14
山东冶金(2019年3期)2019-07-10 00:54:00
中国外汇(2019年22期)2019-05-21 03:15:08
中华家教(2018年11期)2018-12-03 08:08:20
特别文摘(2016年15期)2016-08-15 22:04:26
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年8期)2016-02-27 13:05:11
焊接(2015年11期)2015-07-18 11:12:46
焊接(2015年9期)2015-07-18 11:03:53
