3 种椅旁CAD/CAM修复材料耐磨性能和粘接强度的体外研究
2022-09-28 13:46:34袁珊珊王月秋孙汪心悦张志豪敦芷悦刘梅
实用口腔医学杂志 2022年5期
袁珊珊 王月秋 孙汪心悦 张志豪 敦芷悦 刘梅
目前,用于椅旁CAD/CAM修复的材料可分为玻璃基陶瓷和复合树脂陶瓷两大类[1]。作为玻璃基陶瓷的代表,IPS e.max CAD(二硅酸锂陶瓷)自2006 年问世以来就在临床上得到了广泛应用。由于其优越的外观和良好的力学性能,IPS e.max CAD可用于贴面、嵌体、全冠等多种修复方式[2]。然而,IPS e.max CAD质地较脆且容易磨耗对颌牙[3]。Vita Enamic是一种树脂渗透陶瓷材料,它以玻璃陶瓷(86%,主要为长石质陶瓷)为基础,与树脂网络(14%)相互嵌合成双网络结构[4],这种结构组合不仅提升了材料的强度,且使其弹性模量与牙本质的十分接近,令咀嚼时修复体的载荷分布更加均匀[5]。与Vita Enamic不同,Lava Ultimate是以复合树脂为基质,将陶瓷颗粒(80%)通过纳米化和硅烷化技术包裹在高度交联的树脂基体中[6];这种特殊的结构使得材料的弹性模量接近天然牙本质,减少了修复体对对颌牙釉质的磨耗[7]。
然而,口腔内环境极其复杂,修复体的长期使用效果受到温度、湿度、咀嚼力和咀嚼习惯等外部因素的影响。此外,材料的成分、表面处理方式、粘接剂质量和疲劳等因素会影响材料的粘接性能。粘接性能差将导致修复体脱落,无法满足临床长期使用的要求。目前,分析修复材料磨耗行为的方法主要分为体内实验和体外实验,由于体内实验耗时长且难以控制变量,研究较为困难,故常采用磨损实验机进行体外实验,从而更高效地模拟口内咀嚼磨耗的过程。
本研究旨在体外探究椅旁3 种CAD/CAM修复材料(IPS e.max CAD、Vita Enamic和Lava Ultimate)的耐磨性能和粘接性能的差异,并对3 种材料的表面结构和成分进行了表征和比较,为临床修复材料的选择提供理论参考。
1 材料与方法
1.1 材料
本研究使用的3 种材料见表1。
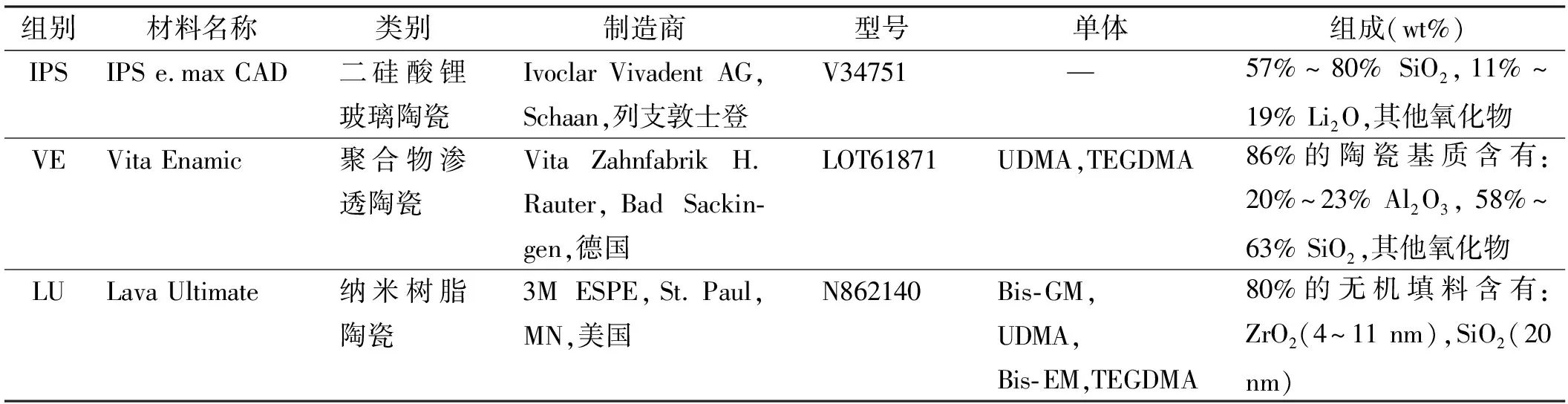
表1 本研究使用的3 种椅旁CAD/CAM修复材料
1.2 方法
1.2.1 试件制备与预处理 利用慢速切割机(Isomet,Buehler公司,美国)将3 种椅旁CAD/CAM即刻修复材料(IPS e.max CAD、Vita Enamic和Lava Ultimate)切割成4 mm×5 mm×4 mm的试件和10 mm×10 mm×2 mm的试件各48 个。然后利用600#、800#、1200#3 种目数的砂纸依次对试件进行抛光。IPS组按照材料使用说明的要求回火烧结。用超声波清洗机(KQ-500B,昆山超声仪器公司)清洗所有试件以去除表面杂质,清洗10 min后自然干燥待用。
1.2.2 表面硬度实验 将试件放置在维氏硬度计(Foundrax VX,英国)上,负载10 kg,停留20 s,每个试件随机做5 个压痕。压痕的值通过数字处理软件(In2View HT,Mitutoyo Corp,日本)获得。
1.2.3 磨耗实验 磨耗实验前,将所有试件在人工唾液中浸泡24 h。使用咀嚼模拟器进行体外双轴磨耗实验。试件安装在CFT-I型往复摩擦磨损试验机(兰州中科凯华科技发展有限公司)上,利用第三体介质(人工唾液)进行磨耗,选择直径3 mm的滑石球作为磨耗尖。试件承受机械加载的具体参数为:10 N载荷,2 Hz频率,14 400 次循环。加载后将试件取出,用水冲洗,自然干燥。
在磨耗实验中,通过计算机控制并记录不同周期的表面摩擦和位移的变化,得到摩擦系数曲线。用共聚焦激光扫描显微镜(LEXT-OLS 4000,Olympus,日本)测量磨耗实验前后的平均表面粗糙度。每个样品的痕迹用数字CCD显微镜在100倍放大下测量5 次,测量值作为材料的平均表面粗糙度。使用CCD显微镜软件计算出磨耗痕迹的整体体积损失,取各组16 个试件的平均磨耗量作为材料的磨耗量。
1.2.4 剪切粘接强度测定
1.2.4.1 试件的表面预处理 本研究根据修复体临床粘接之前的表面预处理程序,IPS组和VE组采用酸蚀法,LU组采用喷砂法。用9.5%氢氟酸酸蚀IPS组和VE组的试件30 s,用水冲洗1 min。在0.2 MPa的压力下用50 μm氧化铝颗粒喷砂处理LU组的试件10 s。最后用95%酒精超声清洗所有的试件15 min,自然干燥待用。
制备48 个直径6 mm、高2 mm的光固化复合树脂柱(Light-CoreTM,BISCO,美国)。在表面粗化处理后的3 种材料的试件上涂布硅烷偶联剂(Bisco-Silane,BISCO,美国)并挥发30 s,自然干燥。涂布瓷粘接剂(porcelain bonding resin,BISCO,美国),自由挥发30 s,自然干燥。在试件粘接面涂上一薄层光固化复合树脂水门汀(ChoiceTM2 Veneer Cement,BISCO,美国)。在1 kg的恒定载荷下将复合树脂棒与试件粘接,持续10 s。沿试件边缘将多余的树脂水门汀去除,在粘接平面周围平均选择4 个点,用光固化灯(EliparTMS10,3M,美国)分别进行光固化(光强:1 470 mW/cm2),最后在试件上方对整个粘接面进行光固化,每次固化20 s。
1.2.4.2 冷热循环实验 将试件在水浴箱(上海秋作科学仪器有限公司hy-1型)中放置24 h,然后随机选取每组试件的一半进行5 000 次冷热循环(5 ℃和55 ℃)(XODC-800-II,南京贤瓯仪器制造有限公司),冷槽和热槽中各放置30 s。最后,采用自固化聚甲基丙烯酸甲酯(PMMA)树脂(上海二医张江生物材料有限公司)对所有试件进行嵌固,安装在万能试验机的夹具上。
1.2.4.3 剪切粘接强度测定 使用万能试验机(Instron Model 3365,美国)测试剪切粘接强度。调整加载头和剪切刃使其平行于粘接面,以恒定的速度(1 mm/min)施加载荷。记录每个树脂棒脱落所需要的最大载荷(N),并使用以下公式计算剪切粘接强度:

1.2.5 体视显微镜 采用立体显微镜(SMZ1000,尼康,日本)在1.5×放大倍数下观察试件断裂表面并记录破坏模式。破坏模式按如下3 种类型分类:(1)粘接破坏:破坏发生在材料/树脂界面,粘接剂的残余面积小于粘接面的33%;(2)内聚破坏:材料表面检测到的残余粘接剂面积超过66%;(3)混合破坏:两种破坏模式同时存在。超过33%、小于66%粘接面面积的粘接剂残留在材料表面。
1.2.6 SEM观察和EDS检测 对试件进行金箔溅射处理。在扫描电镜(SEM,S-400N II,日立,日本)下分别观察进行表面粗化处理前、后的试件和磨耗试验后试件的表面形貌特征的变化,加速电压20.0 kV,工作距离10.7 mm,在1 000~10 000 倍下观察。
采用EDS(S-3400N II,日立,日本)对3 种材料的试件进行元素分布的检测。
1.2.7 FTIR 利用FTIR(iS50,Nicolet,美国)对3 种材料涂布硅烷偶联剂前、后的试件分析其特征性官能团(500~4 000 cm-1光谱范围内)。
1.3 统计学分析
采用SPSS 21.0软件进行数据分析。单因素方差分析(ANOVA)和双因素方差分析法(Two-way ANOVA)对3 种材料的性能数据进行分析。所有数据均采用LSD检验进行组间比较。P<0.05有统计学意义。
2 结 果
2.1 表面硬度
IPS的维氏硬度值明显高于另外两组,有统计学差异(P<0.05),而VE和LU两组的硬度值无统计学差异(P>0.05)(表2)。

表2 3 种修复材料的维氏硬度值
2.2 磨耗实验
2.2.1 摩擦系数 3 组材料摩擦系数由大到小依次为LU、VE和IPS(图1)。
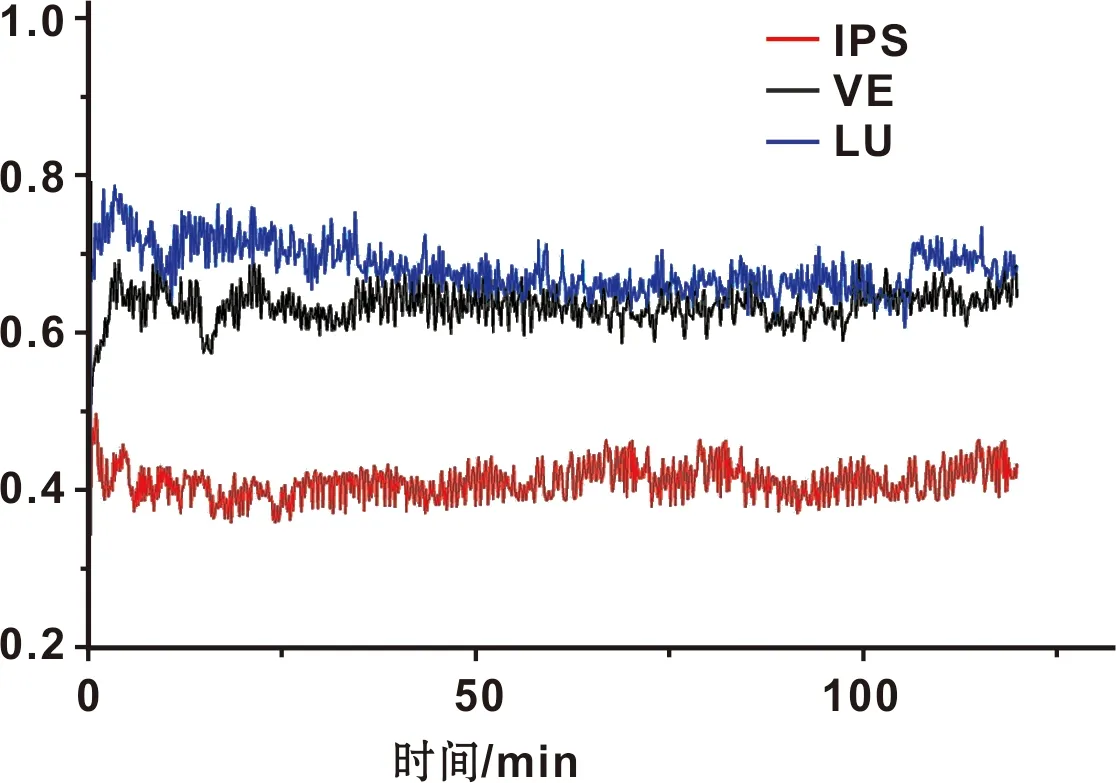
图1 3 种材料的摩擦系数
2.2.2 表面粗糙度和磨耗量 表面粗糙度是指材料加工表面具有的较小间距和微小峰谷的不平度,其两波峰或两波谷之间的距离(波距)在1 mm以下,属于微观几何形状误差。表面粗糙度越小,则表面越光滑。由表3可知,磨耗前IPS的表面平均粗糙度值最低,有统计学差异(P<0.05)。
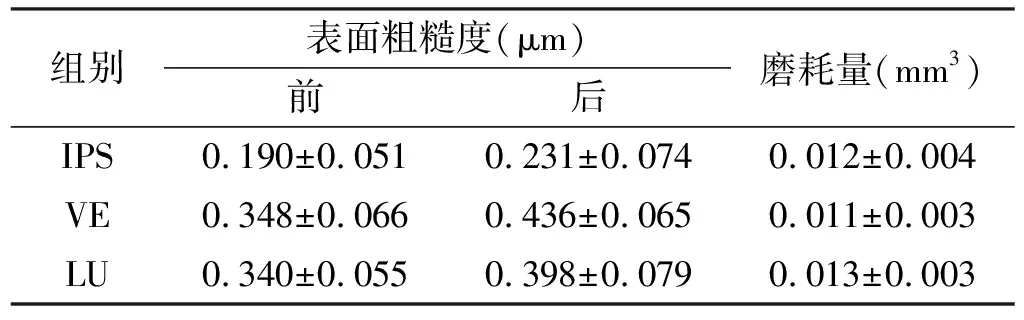
表3 3 种材料的表面粗糙度和磨耗量结果
2.3 剪切粘接强度测定
实验结果如表4。老化以后,3 种材料的粘接强度显著下降,LU粘接强度虽然是三者中下降是最大的,但其粘接强度仍然是三者中最大的(13.92±0.50)MPa(P< 0.05)。

表4 3 种材料在水热循环处理前后的粘接强度结果
2.4 破坏模式分析
在实际应用中,内聚破坏和混合破坏是有利于材料粘接效果的破坏模式,而粘接破坏通常与材料粘接强度较低有关。
由表5可知,老化前LU内聚破坏占比最多,IPS其次,VE无内聚破坏,与测得的三者剪切强度结果趋势一致;老化后,LU内聚破坏占比依然最多,IPS粘接破坏占比少于VE,IPS和VE均无内聚破坏,与测得的三者剪切强度结果趋势一致;老化过程使得LU的内聚破坏占比下降,IPS粘接破坏占比增加,代表材料剪切强度下降,与实验数据一致,并说明老化会对材料的剪切强度产生影响。

表5 3 种材料老化前后破坏模式
2.5 表面结构和成分
2.5.1 SEM结果 IPS酸蚀前(图2)表面光滑、平坦、均一,酸蚀后(图2)表面出现大量纺锤状晶体,排列方向各异。VE酸蚀前(图2)表面不均匀有孔隙,酸蚀后出现大量孔隙,呈现松散的网状结构。LU喷砂前(图2)表面均匀带有一些微孔,喷砂后呈现高低不平的裂孔和凹陷,表面有大小不等的颗粒,结合EDS结果(图3),可能是LU的增强颗粒或喷砂残留的氧化铝颗粒。磨耗试验后,IPS表面(图2)呈现出犁沟状划痕,以及一些细密的条纹、洞坑和散在的磨损小碎片。VE表面(图2)则出现短划痕和大量突出的圆形颗粒,可见凹陷。LU表面(图2)出现了一些沟壑和突出散在的圆形颗粒,有些颗粒镶嵌在圆形孔隙中。3 种材料中,IPS的表面划痕更为纤细,散在的颗粒状物也更少。

图2 不同表面扫描电镜结果及磨耗实验后磨耗面的扫描电镜结果
2.5.2 EDS结果 EDS结果显示(图3),IPS中的元素主要为O,Si,Zr,C等,其中Si元素含量最多。VE中O,C元素含量较多,此外还有一定量的Si,Al,Na和K元素。在LU中含有较多的O,C元素和一定量的Si,Zr元素。
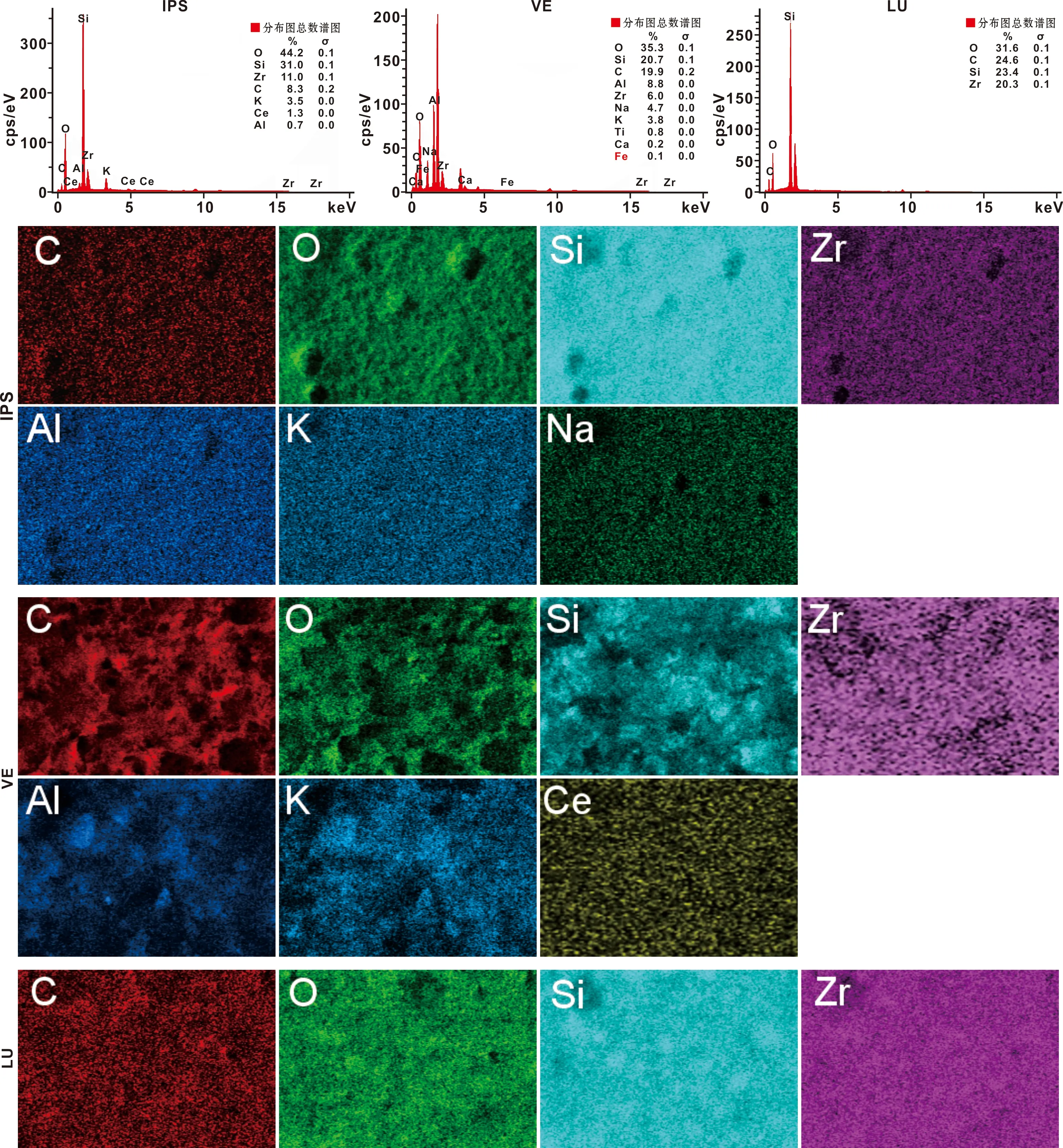
图3 3 种材料的能谱分析结果

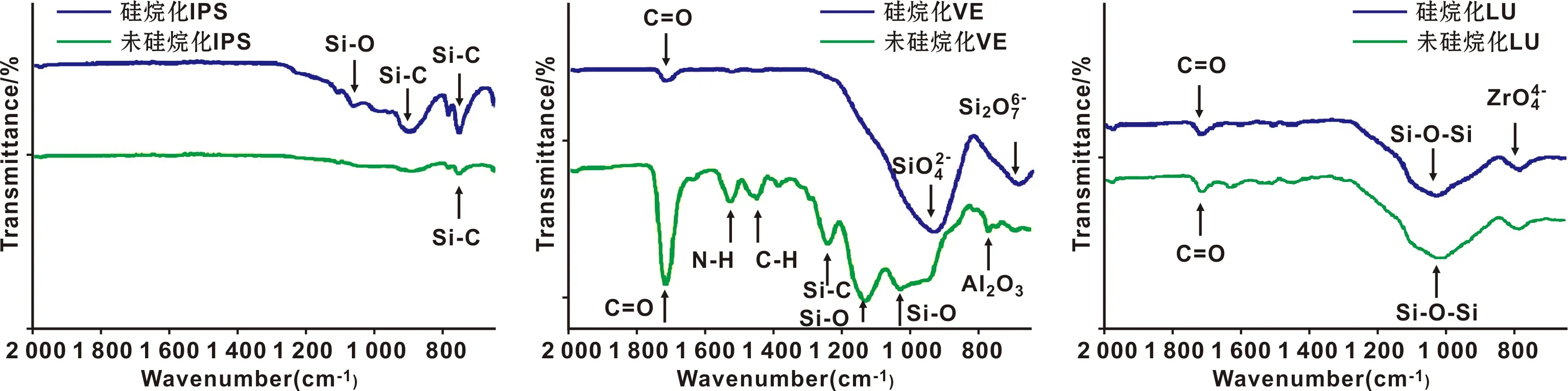
图4 3 种材料涂布硅烷偶联剂前后的FTIR光谱
3 讨 论
有研究表明,IPS的硬度高于天然牙釉质,VE和LU的硬度小于牙釉质[3,8]。本研究结果也表明IPS的硬度明显高于VE和LU,而后两者硬度无统计学差异。故针对有夜磨牙症和高咬合力的病例,选择对对颌牙磨损更小的VE和LU更合适;且有研究显示,LU在抗折强度及断裂模式方面也表现出突出的性能[9]。此外,VE和LU表面硬度低意味着在椅旁更易于切削,切削时间短、效率高,长期使用可以更好地保护设备,降低加工成本[10-11]。
Stawarczyk等[12]和Figueiredo-pina等[13]的研究发现,修复材料表面粗糙度、摩擦系数与耐磨性能之间的关系并不明显。本研究的磨耗试验结果证实,3 种材料的磨耗量并无统计学差异,均有较好的耐磨性能,且材料的表面粗糙度、摩擦系数与磨耗量之间并没有明显的线性关系。
通过观察材料磨耗前、后的SEM结果发现,磨耗使3 种材料的表面都呈现出粗糙形貌。材料的粗糙表面可以提供粘接时的微机械嵌合,有利于粘接。相比之下,IPS磨耗后的划痕更为纤细,散在的颗粒状物也较少,因此在表面粗糙度和摩擦系数都最低。
修复体的粘接强度也是影响其在口内长期存留的重要因素,Vásquez等[14]和Druck等[15]的研究发现,反复冷热循环会破坏树脂基质与材料之间的界面结合,引起材料变性。同时界面上的硅烷偶联剂水解也会导致材料粘接强度的降低。硅烷化反应在材料粘接过程中发挥着重要作用,是不可缺少的中间环节。
有研究显示,LU本身就含有一定的硅烷偶联剂,用于增强树脂基质与包裹在其中的无机陶瓷颗粒的稳定性[16]。本研究中的FTIR结果显示,IPS与VE在涂布硅烷偶联剂后均发生了硅烷化反应,而LU在硅烷化前后官能团变化不大。在剪切粘接强度测定中,LU老化前后的粘接强度都是最大的,同时也是老化粘接强度下降最多的,这可能与其含有更多的树脂成分有关,树脂成分越多,受到老化冷热循环的影响就越大。
此外,破坏模式分析结果显示,老化前、后LU的内聚破坏占比都是最多的,说明LU的粘接强度在3 种材料中最好,在临床中更适用于主要靠粘接固位、对粘接强度要求较高的嵌体、贴面等修复形式。老化过程使得LU和IPS的内聚破坏占比下降、粘接破坏占比增加,说明冷热循环会降低材料的粘接强度,多次累积会导致材料结构的疲劳。
本研究的EDS结果显示,IPS中含有较多的Si元素,这是来自材料中的二硅酸锂(Li2Si2O5)成分,用氢氟酸将玻璃相溶解后可在电镜下观察到特征性的针状、纺锤状结构。本研究中IPS的酸蚀后SEM结果(图2A)也证实了这一点。此外,IPS中含有的Zr、K、Al元素可能分别来自于IPS中的少量ZrO2、K2CO3和Al2O3成分,这些成分在制造工艺中可以起到细化晶体结构、促进晶体生长、增强材料稳定性等作用,最终提升材料的强度[17]。与IPS和VE不同,LU中含有一定量的Si,Zr元素是因为其80%的陶瓷成分以二氧化硅(SiO2)、ZrO2增强相纳米颗粒的形态存在,包裹在20%的有机树脂基质中[6]。本研究结果表明,IPS硬度远大于VE和LU,同时EDS结果证实IPS中Si、Zr元素的含量百分比高于VE和LU,VE和LU含有较多的有机成分,从另一个角度解释了IPS硬度更大的原因,与之前的研究结果相符。
综上所述,IPS、VE、LU 3 种材料都具备良好的耐磨性,但IPS的硬度最大,更容易损伤对颌天然牙,因此不建议在夜磨牙、高咬合力等病例中使用。LU的粘接性能最好,更适用于嵌体这类主要依靠粘接力固位的修复方式。
猜你喜欢
保健医苑(2023年2期)2023-03-15 09:03:36
陶瓷学报(2020年5期)2020-11-09 09:22:48
纺织科学与工程学报(2020年1期)2020-06-12 09:14:42
甘肃科技(2020年20期)2020-04-13 00:30:18
模具制造(2019年4期)2019-06-24 03:36:48
电子制作(2018年10期)2018-08-04 03:24:30
制造技术与机床(2017年12期)2017-02-02 07:05:05
材料科学与工程学报(2016年2期)2017-01-15 13:34:40
Coco薇(2016年2期)2016-03-22 02:40:06
上海塑料(2015年3期)2015-02-28 14:52:05