
铝型材高速挤压模具的优化
2022-09-27 13:58:50李剑
轻合金加工技术 2022年7期
李 剑
(广东兴发铝业(江西)有限公司,江西 宜春 336000)
我国是铝生产和消费大国。铝是一种可回收金属,自然界储量丰富。铝型材具有加工成本和回收成本低等优势。铝型材普遍应用在太阳能光伏、建筑、汽车、轨道交通、电子电器、机械以及其他日常耐用消费等领域。据统计,截至2019年,我国铝材产量已经超过5 000万t。挤压模具作为铝型材挤压的关键工具,对铝材加工产品质量、生产效率与成本起到决定性作用。当前国内型材生产企业受到模具设计水平、加工装备技术等方面的限制,型材挤出速度一般仅为20 m/min~30 m/min。而国外型材挤出速度已实现50 m/min~100 m/min。提高型材挤压速度,对提高型材生产效率,降低生产成本具有重要意义。对模具的设计、制造与维护等方面持续进行调整和优化,以实现铝合金型材快速挤压。
1 模具设计优化
挤压速度与坯料温度之间的关系如图1所示。图中的设备挤压力极限曲线表示设备能力的最大挤压力曲线,合金极限曲线代表铝合金开始开裂的冶金学极限,两条曲线之间的阴影部分表示铝合金挤压可以选择的加工工艺参数范围,交点处表示最大挤压速度vmax和对应的最佳出口温度。因为每种牌号的铝合金都有确定的固相线温度,当出口温度接近合金的固相线温度时,型材表面将开始出现粗纹乃至拉裂的缺陷。如果希望不断提高挤压速度,只能通过降低挤压力与减少挤压过程中产生的温升来优化模具设计。
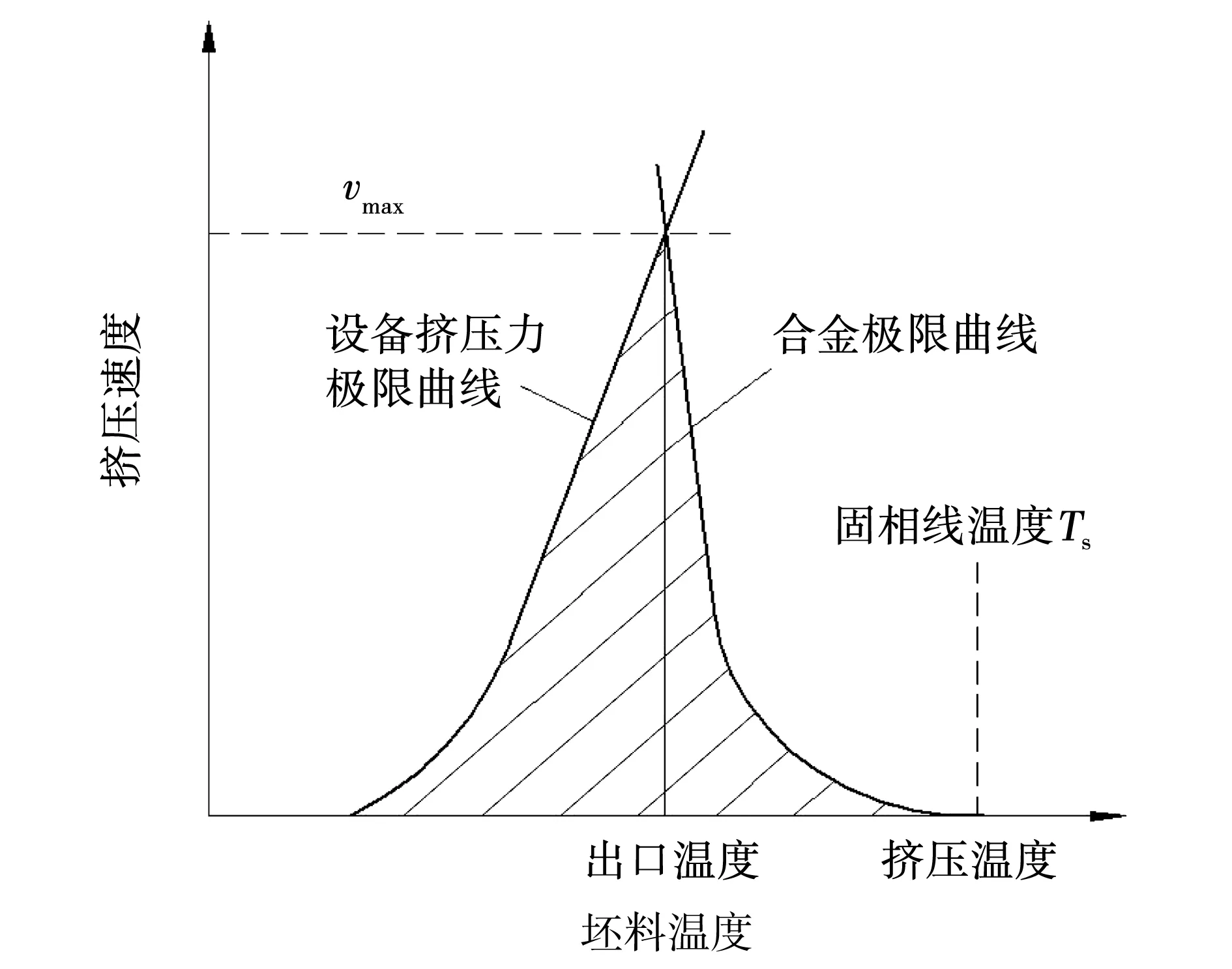
图1 铝合金挤压速度与坯料温度的关系[1]Fig.1 Extrusion speed and stock temperature of the aluminum alloy
1.1 扩大入料面积
根据分流比K计算公式
(1)
式中:
F锭—铸锭面积,mm2;
F分—分流孔面积,mm2;
F焊—焊合室面积,mm2;
F型—型材断面积,mm2。
分流比K值的大小直接影响挤压力的大小:分流比越大,越有利于金属的流动焊合,所需要的挤压力越小;反之分流比越小,则所需要挤压力越大[3]。而加大分流比,减少挤压系数,最有效的途径就是增加分流孔的总面积ΣF分,降低挤压入料压力。
优化前的模具设计方案如图2a、b所示。模具分流孔总面积较小,铝合金通过分流孔时挤压力较大。通过大幅度扩大分流孔入口的总面积,优化后的模具见图2c、d。优化后的模具入料分流孔总面积较优化前的增大65%。优化后的模具挤压时产生的挤压力大幅降低,挤压速度得到明显提高(见表1)。
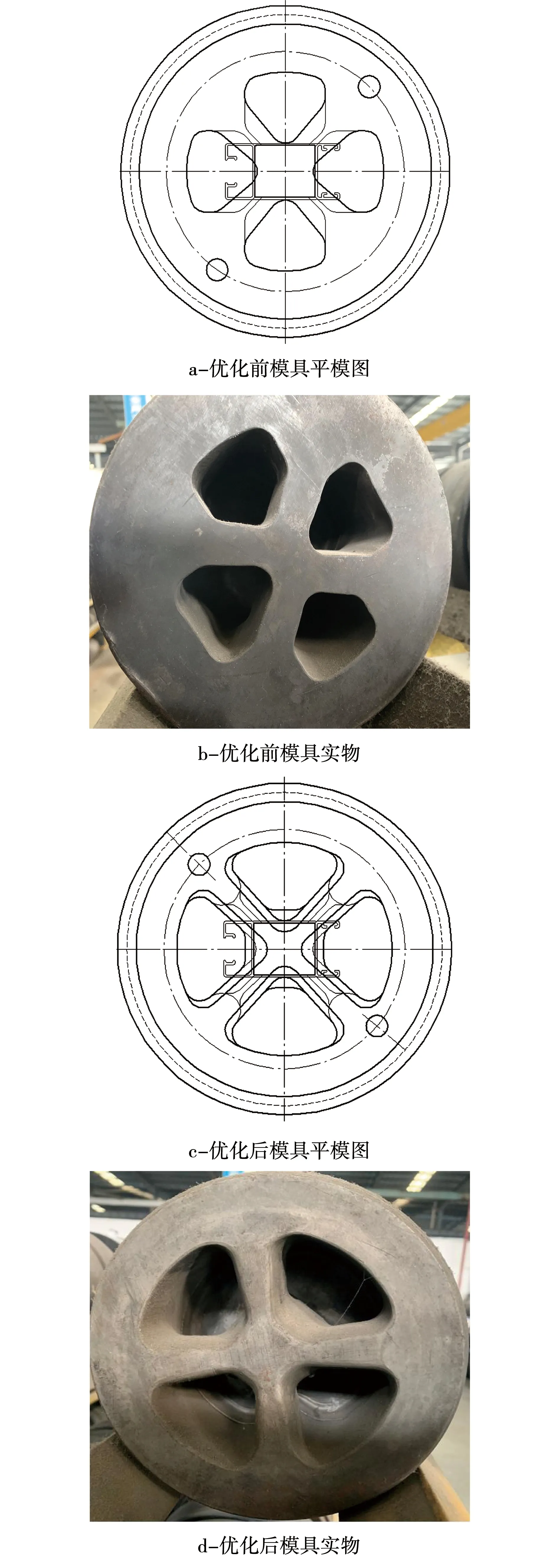
图2 增大入料总面积实例Fig.2 Example of increasing total feed area
1.2 减少分流孔数
分流孔数量尽可能减少,增大分流孔总面积,使铝合金流经分流孔时产生的摩擦阻力减少,可降低挤压时由摩擦力带来的温升。如图3所示为“一模双孔”结构。优化前的设计方案如图3a、b所示:7个

表1 增大入料总面积后模具挤压速度对比Table 1 Comparison of die extrusion speed after increasing total feed area
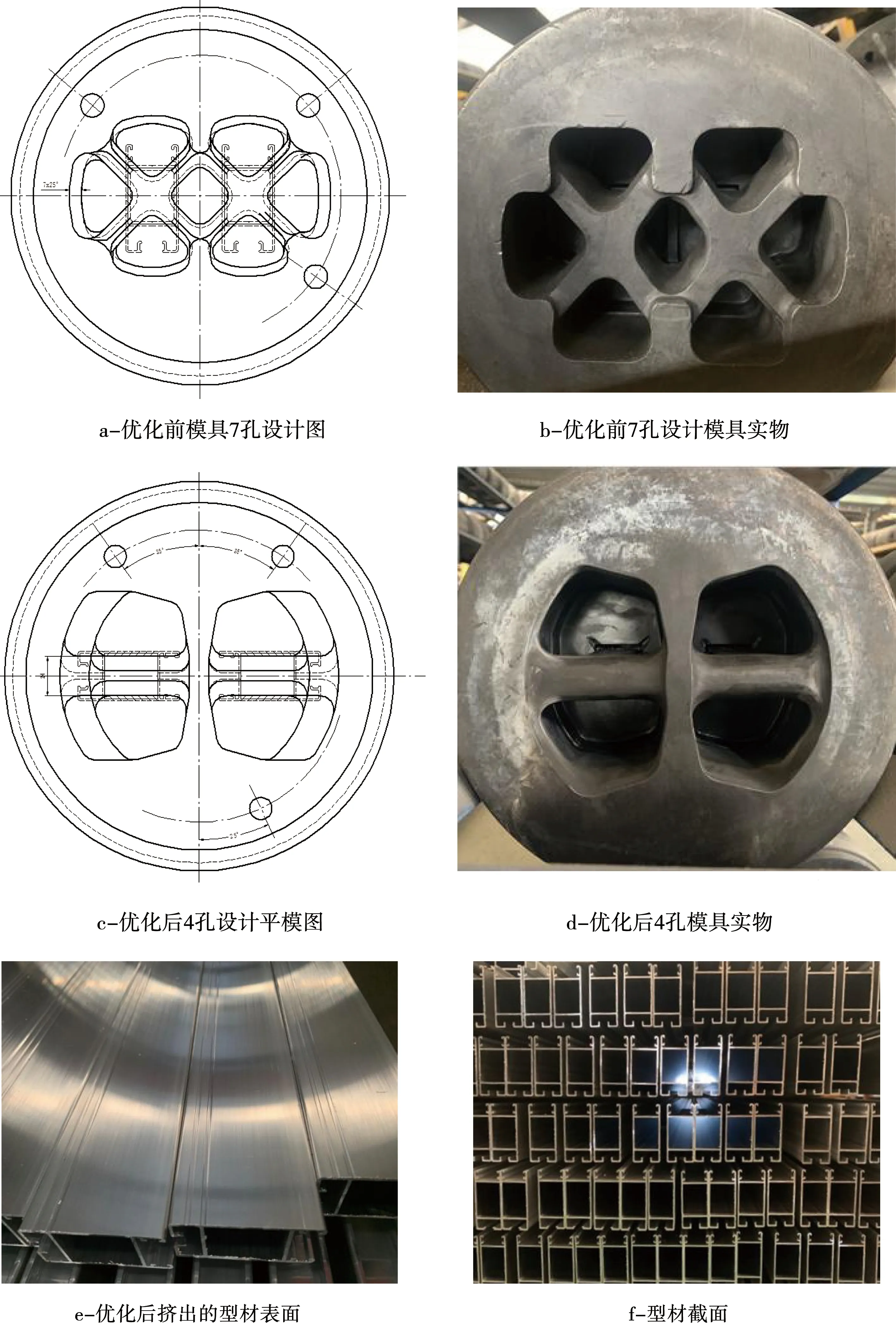
图3 模具减少分流孔数量优化实例Fig.3 An example of die optimization for reducing the number of shunt holes
分流孔布局的各个分流孔能够对型材各个部位均匀供料,挤出平稳。由于该方案分流孔数量多,摩擦总面积大,铝合金通过模腔时会产生大量摩擦热,使出口型材温度迅速提升。如果进一步提高挤压速度,将因温度过高而导致型材拖烂。经过优化后的方案见图3c、d所示。优化后分流孔总周长减少17.9%,使铝合金与模腔内的摩擦表面积大幅度减小,型材挤压速度明显提高。经过优化后的模具挤压的型材制品表面光泽度好,无毛刺,见图3e、f。优化前后的挤压速度对比见表2。

表2 优化前后的模具挤压速度对比Table 2 Comparison of die extrusion speeds before and after optimization
1.3 缩短工作带
挤压时铝合金通过模具工作带表面需要克服的摩擦力是挤压力的重要组成部分。根据摩擦力计算公式,摩擦力大小与工作带长度成正比。故设计工作带时应在满足工作带本身强度的同时,尽可能缩短工作带长度,以减少摩擦力。同时工作带尽量不要有过渡或减少过渡,充分体现工作带是“定径带”的作用,尽量避免设计工作中常见的采用工作带调整流速的思路。
图4a、b所示为优化前的工作带方案,根据型材各个部位壁厚、到模具中心位置距离,采用不同长度的工作带对型材各部位的流速进行调整,以达到均衡流出的效果。模具工作带长度一般为2 mm~8 mm,最长可达20 mm。经过优化后采用图4c、d所示的“等定径带”方案:工作带全部设定为等长,长度取值根据型材大小壁厚在2.5 mm~3.5 mm范围内取一个值,通过前置的不等长流速调节腔,代替传统的工作带进行流速调节,极大减少了挤压摩擦力,大幅提高了型材挤出速度。
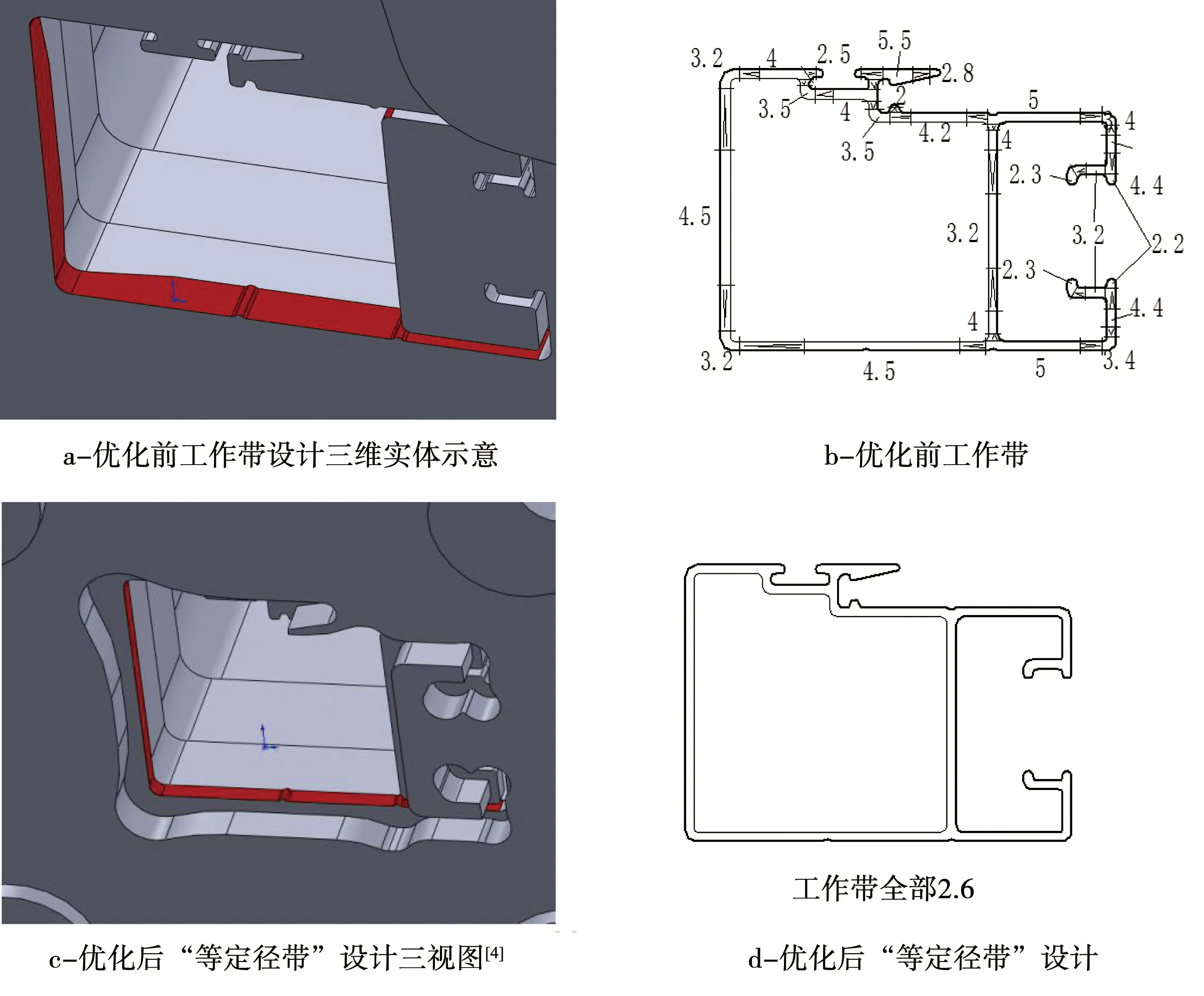
图4 工作带缩短实例Fig.4 An example for shortening the worlcing band
1.4 减薄上模厚度
根据模桥高度弯曲应力校核公式以及抗剪应力校核公式得知,模具的强度与模具厚度、模桥宽度成正比,模具越厚,模具强度越高。但增加模具厚度,会造成铝合金流过模腔的路径变长,将导致挤压力与摩擦温升急剧升高。通过合理减薄上模厚度,减薄模桥宽度,进而减少挤压力。而挤压力的减少,也为减薄上模厚度留下了空间。模具厚度优化前后的挤压速度见表3。
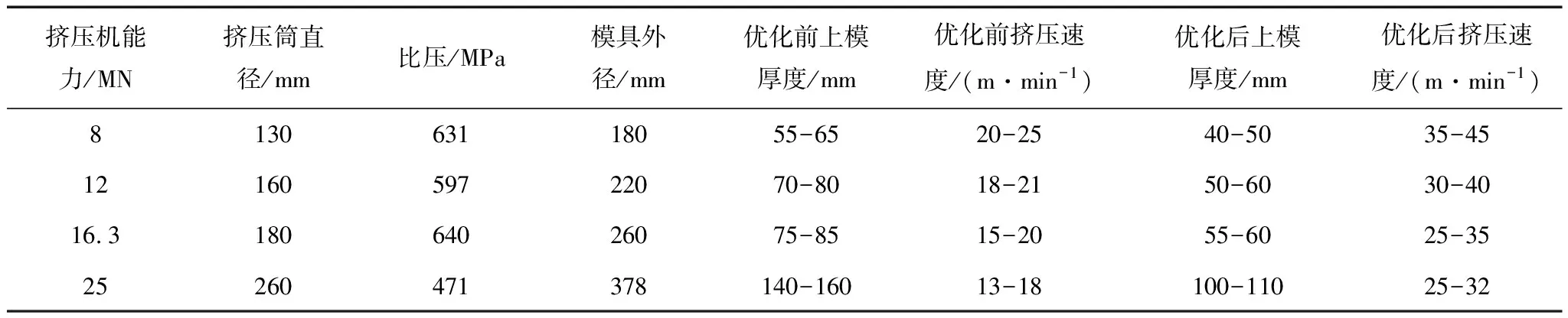
表3 模具厚度优化前后的挤压速度对比Table 3 Comparison of extrusion speeds before and after die thickness optimization
1.5 模桥截面优化
图5为理想流体流动时的示意图。根据流体力学理论模型,将铝合金看作不可压缩流体。铝合金通过模桥时产生的绕流阻力主要由两部分组成,第一部分是铝合金作用于模桥表面的切向应力形成的摩擦阻力;第二部分是铝合金的边界层分离,在入料处于模桥根部所形成的压强差而产生的压差阻力。
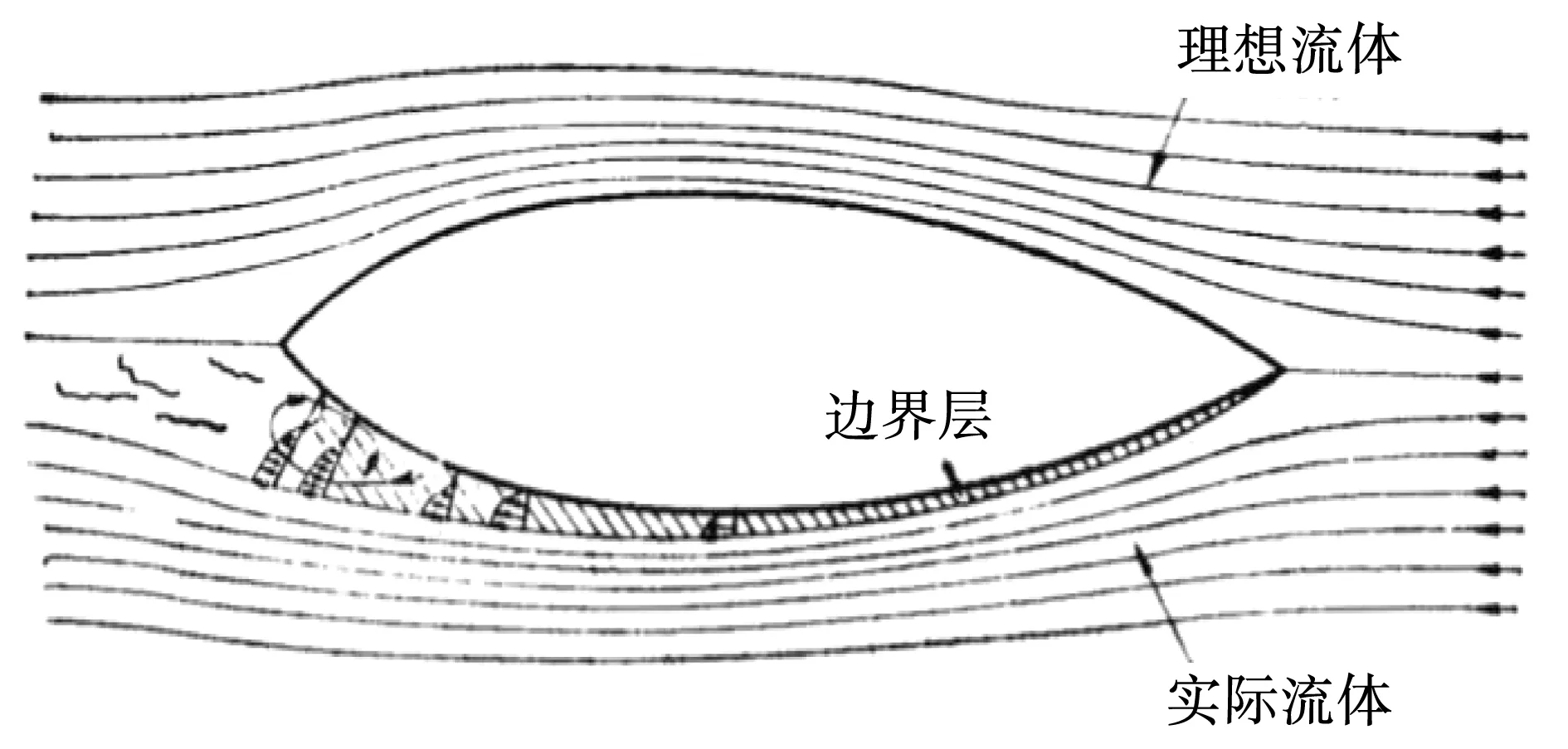
图5 流体流动行为模型图Fig.5 Fluid flow behavior modeling diagram
图6为几种不同形状的模桥截面。图6a模桥截面入料处平直,桥底处采用90°夹角设计,铸锭压入模腔时的阻力最大。图6b模桥截面为优化后的模桥结构,入料处改为60°夹角入料,出料处采用60°汇合,桥尖采用R3圆角过渡。由于入料处设计有60°夹角,阻力系数相当于图6a模桥截面的40%。图6c为再次优化后的模桥截面,入料采用R8圆弧角度,桥底处采用R40与R2.5逼近弧线过渡。阻力系数约相当于图6a模桥截面的20%。图6d为完全流线型模桥截面,模桥入料处到出料处不允许有任何直面,要求全部由曲面构成,阻力系数仅约相当于图6a模桥截面的4%。采用完全流线型模桥截面,能够大幅度减小铸锭挤入时对模腔产生的粘附压力,并且圆锥形尖尾形状的模桥能够保证铝熔体流过模桥后,在模桥下方可以较快焊合,避免边界层分离,也同时减小了粘压阻力。根据生产现场数据统计,采用图6d模桥截面模桥的模具挤出速度最快。
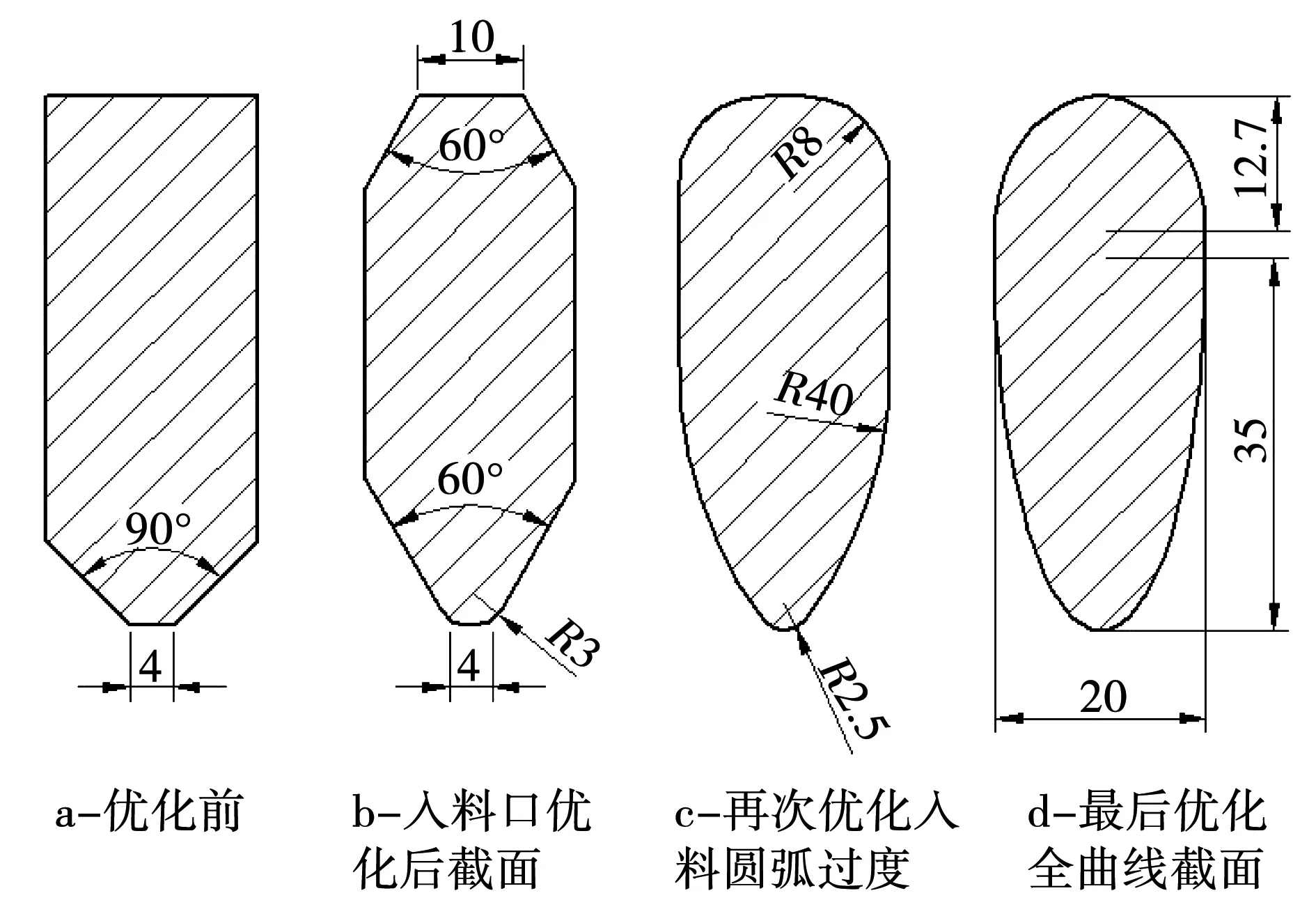
图6 不同截面形状的模桥Fig.6 Form bridges with different cross-section shapes
2 模具制造
2.1 模腔
淬火前与淬火后加工都必须使用高精度加工中心(CNC),以保证模腔内各个部位的尺寸精度与良好的光洁度,三维建模人员必须对模腔内部结构有充分清晰的认识,模腔内部不得有任何棱角或凸台、鼓包。如图7扁方管类模具所示,传统模具方案(见图7a),在宽面模腔流入模孔位置有意留出“凸台”,对模具宽面流速进行一定阻碍,来均衡各部位流速;而高速模具的模腔与工头连接过渡区必须平滑过渡,见图7b,模腔各部位尽可能用大的圆弧过渡,避免出现流动停顿的“阻碍”区。模腔内壁必须保证良好的表面粗糙度,有助于在挤压进程中形成稳定的层流。
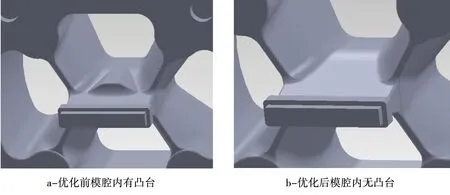
图7 高速模腔内部优化前后对比Fig.7 Comparison of high-speed die cavity before and after optimization
上模空腔内部如有螺丝孔或者加强筋的引流槽,在不影响模具本体刚性条件下应尽可能延长。模具在粗加工完成后,使用旋转锉刀对模腔内部的铣削痕进行一次预打磨,有条件的话在精加工之前对模具再进行一次抛丸处理,尽可能使分流孔内部顺畅光滑,有助于降低挤压力,提高挤压速度[5]。
2.2 模孔
线切割(WEDM)主要用来切割模孔。由于模孔是模具的核心部位,根据分析:模孔垂直度超过-2 ℃以上,将形成阻碍金属流动的“阻碍角”,对金属流速产生较大影响。所以保证模孔尺寸精度与垂直度至关重要。慢走丝线切割设备由于采用特殊走丝机构,使用特制的铜丝单向输送不循环一次使用进行放电,避免了由于快走丝采用钼丝往复放电磨损带来的切割精度误差,这是提高模具加工精度、进而提高挤压速度的重要设备。
2.3 材质及热处理
高速挤压模具为了最大限度减轻挤压力,往往采用较薄的上模与模桥结构,因此对材质本身的刚性、抗弯曲强度与抗剪切强度都具有较高的要求。模具钢材必须选用优质H13钢材,钢材成分必须严格检测,重要合金成分比如Cr与Va尽量取上限。钢材坯料需经过球墨锻打,不得出现网状、带状碳化物,否则将影响模具强度,造成模具裂桥报废。模具淬火应尽量采用真空气淬或油淬工艺,装炉量要求按80%最大装炉量控制,确保模具各个部位在热处理过程中的受热均匀稳定。有条件时可采用深冷淬火处理,淬火后的模具在-110 ℃以下做深冷处理,使得钢材组织析出微细碳化物残留物,残留奥氏体转变成马氏体,可提高模具耐磨性、抗回火稳定性与尺寸稳定性[6]。
3 模具使用及维护
3.1 模具生产使用工艺
每次模具上机前,模腔内必须完全清理干净,不得残留废碱、废铝渣等。模具工作带的各个部位尤其是拐角或细小部位必须仔细抛光干净。上机生产遵循“低温高速”的生产要求[7],铸锭温度一般在425 ℃~435 ℃,模具温度选择450 ℃~460 ℃,出口温度在500 ℃~515 ℃,能够有效满足6063铝合金在线淬火及经过时效后的硬度要求。需要特别指出的是,型材挤出速度应与铸锭温度的选择相匹配,即挤出速度越高,铸锭温度的选择应该越低。模具在模具炉内加温不得超过10 h,否则将导致模具因红硬性下降而影响型材成形或降低挤压速度。
3.2 模具维修方法
原则上应该避免采用“阻碍”的维修思路,而尽可能采用“加快”的维修思路。根据挤压模具“三位一体”的数字化发展要求,即数字化设计、数字化加工以及数字化修模的整体趋势,模具在每次维修前,设计人员应该根据前次上机的试模结果,重新调整设计方案,再次进行数字化模拟验证后形成修模方案,而不是靠模具维修人员的经验判断进行维修。维修过程尽量采用数字化加工设备,比如加工中心进行维修,避免采用堆焊、做阻碍角或用电磨枪打磨等传统修模方法,避免对模具造成二次伤害而影响模具正常使用寿命。
4 结论
1)通过增大模具入口总面积,减少模具分流孔数量,缩短模具定径带长度等措施,可以降低挤压力、减少挤压过程中产生的摩擦热与剪切热。对比优化前与优化后的模具使用数据,证明经过优化后的模具,可以有效提升挤压速度。
2)要设计制造能够实现高速挤压的模具,必须摒弃传统的设计、加工思路,在模具开始设计制造之初,就要确立以“高速挤压”为前提,而不能以“保成形”、“保寿命”等传统思路去设计和制造模具。
3)优化后的模具,必须以“低温高速”为生产指导思想。不断根据现场生产实际情况调整挤压工艺参数,并通过科学合理保养氮化模具,才能真正达到高速挤压的目的。
猜你喜欢
选煤技术(2021年3期)2021-10-13 07:33:26
上海建材(2021年5期)2021-02-12 03:19:12
煤矿现代化(2019年5期)2019-07-25 07:05:44
中国塑料(2019年5期)2019-06-03 06:56:48
中国建筑金属结构(2019年4期)2019-05-15 06:19:02
山西化工(2019年1期)2019-03-28 11:33:00
山东工业技术(2016年15期)2016-12-01 05:31:44
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01 04:06:45
中国塑料(2016年2期)2016-06-15 20:30:00
焊接(2016年9期)2016-02-27 13:05:21
