
纱线自动接头机关键技术
2022-09-22 14:29毛慧敏屠佳佳史伟民
纺织学报 2022年9期
毛慧敏, 孙 磊, 屠佳佳, 史伟民
浙江理工大学 现代纺织装备技术教育部工程研究中心, 浙江 杭州 310018)
为确保针织产品生产过程中圆机的持续循环工作,纱筒更换时需将新纱筒的头线与同层正在工作中纱筒的尾线进行接头。目前,纱线的接头方式主要有机械式接头和气捻式接头。气捻式接头由于其在产品可靠性和成本上具有一定优势,应用广泛,国内外学者对这方面的研究较多。梁艺莹等[1]对气捻打结器关键机构进行分析。文献[2-3]分析了不同条件下,不同种类纱线的捻接强度和捻接效果,确定纱线尾部的长度和纱线线密度等参数对纱线捻接有重要影响。文献[4-5]通过软件仿真,对纱线捻接的可视化和模拟技术、压缩空气的流动规律,以及纱线与高压空气接触时的情况进行研究,以此来提高接头的稳定性和纱线接头的质量。
虽然气捻式接头可解决大部分纱线接头问题,但涤纶等几种无捻化纤长丝接头仍无法解决。文献[6-7]创新设计了采用粘胶黏结的粗纱打结装置和基于磁悬浮的打结器,但机构复杂实现难度大,仅停留在实验阶段。黄杰[8]针对传统机械接头机结构复杂的问题设计了一种分离式四机构的蚕丝打结机器人。纱架中纱线的自动接头是针对自由端不同类型纱线的接头,接头机的成果研制影响针织车间的自动化水平。
本文通过模拟人工打结方式,提出了由吸线机构、压线机构、张紧机构、打结机构和挑线机构组成的小型机械式自动接头机。此外,将传统复杂的单电动机机械传动机构优化为多电动机传动,以期实现自由端纱线的自动接头,为实现无人工厂和纺织智能制造提供新的解决方案。
1 接头机总体设计
1.1 机械接头原理
2根纱线接头打结方式主要有织布结、单结、自紧结、称人结、单揢结等[9-10]。其中单结是基础绳结,采用模拟人工打结方式,其工艺是通过将2根纱线并拢,再将2根纱线旋转成圈,纱线尾端从圈口穿过并剪去多余的尾线,之后纱线收紧成结,如图1所示。
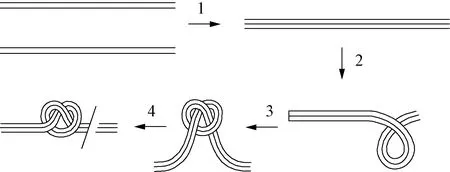
1—并拢; 2—成圈; 3—成结; 4—修剪。
1.2 接头机设计
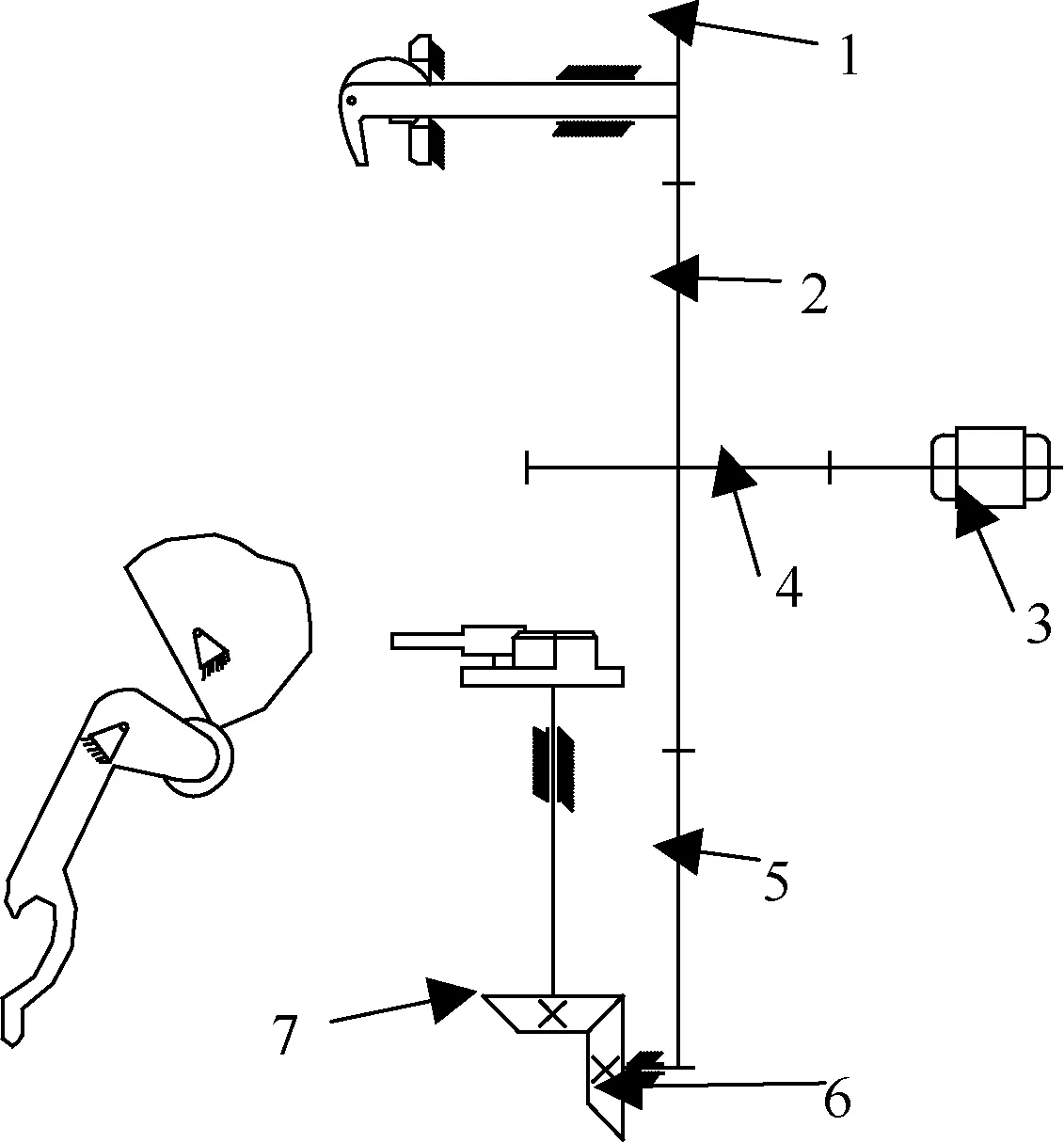
根据接头原理可知,纱线在接头过程中涉及并拢、成圈、成结、修剪 4个步骤,由吸线机构、纱线检测传感器、引导杆、引导座、压线机构、张紧机构、打结机构和挑线机构组成接头机,如图2所示。
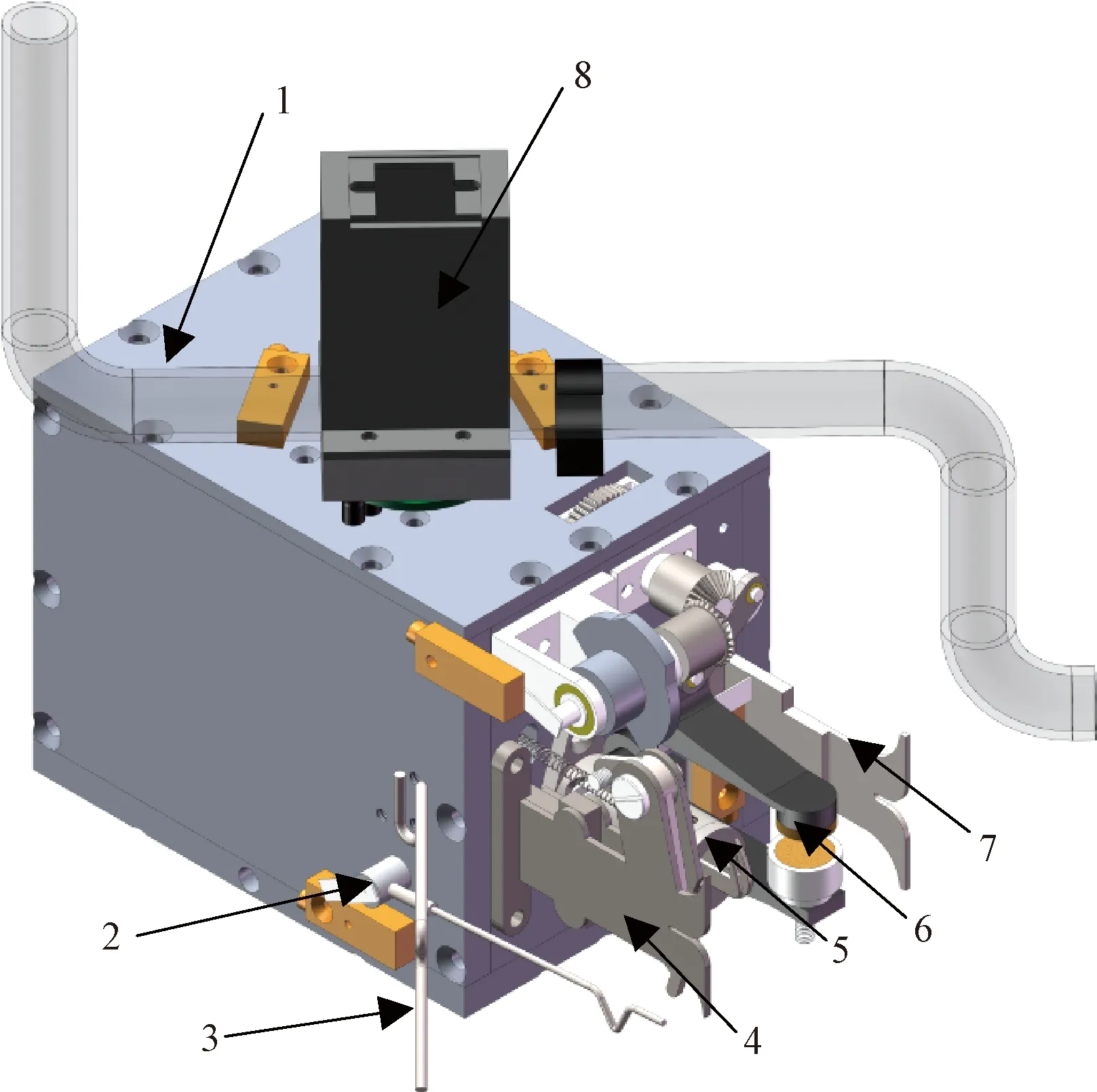
1—吸线机构; 2—张紧机构; 3—引导杆; 4—挑线机构; 5—打结机构; 6—压线机构; 7—引导座。
吸线机构通过负压吸取自由状态下的2根纱线,其上方装有纱线检测传感器,用于判断吸嘴是否吸取到纱线以及吸取的纱线根数。之后,通过引导杆将头尾纱线并拢,并将纱线带入挑线机构、打结机构、压线机构和引导座中,其中引导杆、引导座和挑线机构支轴的凹槽处于同一水平面,促使纱线在打结过程中保持在同一水平面中。随后,压线机构将纱线尾部压住,张紧机构则带动张紧杆向上运动,使纱线保持一定的张力。最后,纱线在打结机构和挑线机构的配合下完成接头。
2 接头机关键机构
2.1 打结机构
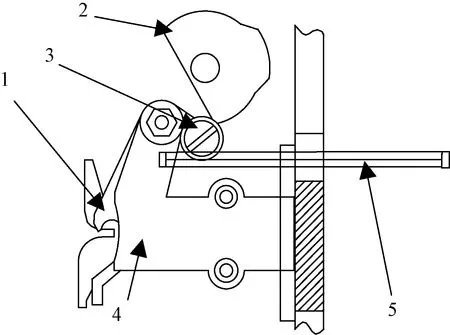
打结机构是接头机的关键组成部分,其能否成功打结由打结刀决定。打结刀由打结刀柱、打结刀片和打结刀附件组成。打结刀片位于打结刀柱和打结刀附件中间,与安装在打结刀座中的打结刀扣相接触,打结刀扣中间呈不规则的圆形,随着打结刀的转动,打结刀片随刀扣中间的圆形前后摆动,形成大小不同的刀口,完成打结并剪断多余的纱线,如图3所示。

1—打结刀; 2—打结刀扣; 3—打结刀套; 4—打结刀座; 5—打结齿轮。
打结成功与否受打结刀刀口开闭时机的影响,打结刀是由打结刀扣的开口槽驱动张开与闭合的,如图4所示。
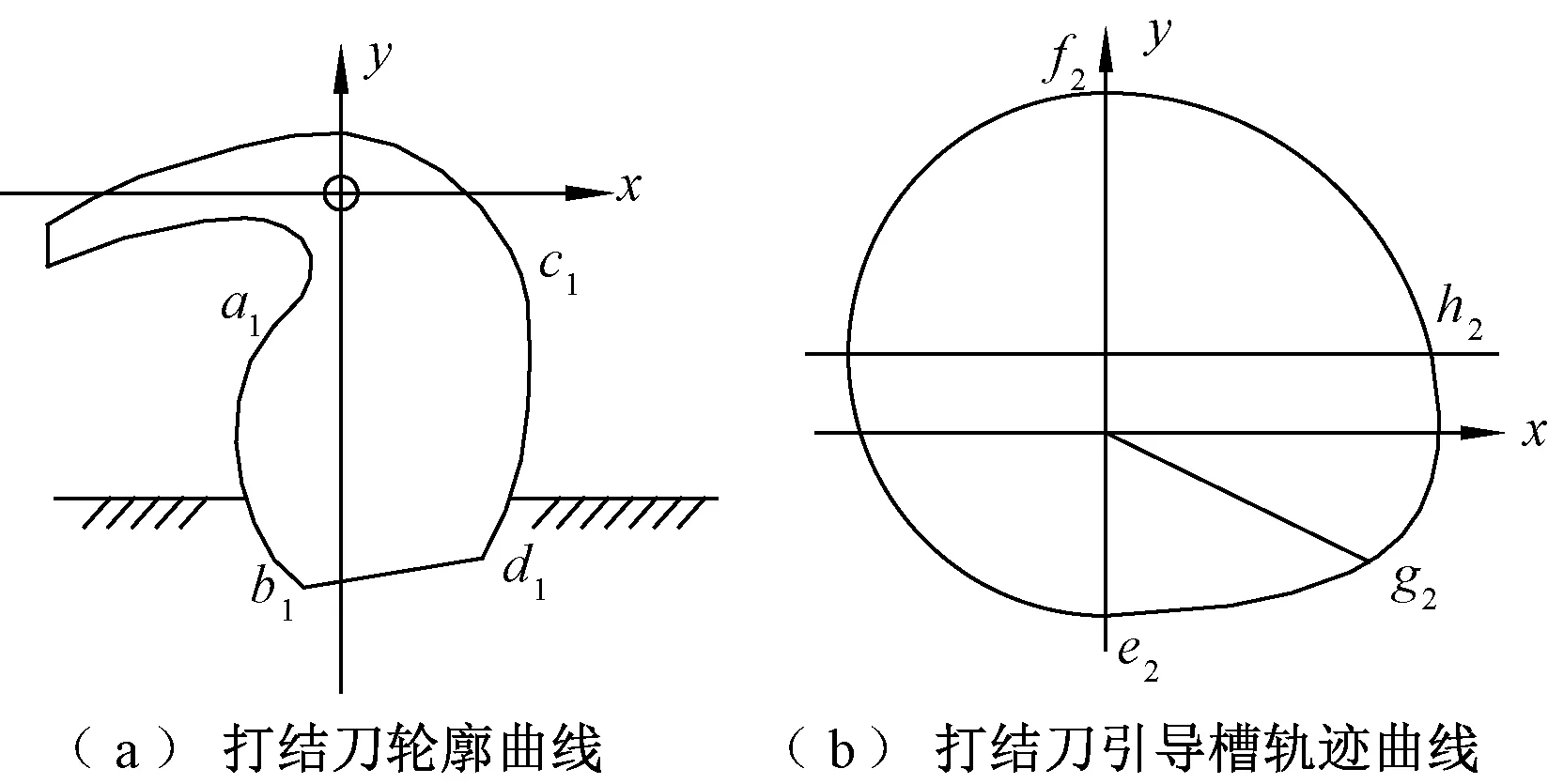
图4 打结刀轮廓曲线与打结刀引导槽轨迹曲线
打结刀工作位置为圆弧a1b1与圆弧c1d1,其轨迹方程分别为:
(x-3.5)2+(y+8)2=72
(x+7.5)2+(y+3.5)2=142
打结刀引导槽由圆弧e2f2、f2h2、h2g2、g2e2组成,其轨迹方程分别为:
x2+(y-1.5)2=52
x2+y2=6.52
(x-3.5)2+y2=32
(x-0.49)2+(y-8.49)=122
打结刀初始状态为刀口垂直向上,完成打结运动需要绕轴心旋转2圈。第1圈时,刀口将纱线卷绕成圈;第2圈时,打结刀旋转至1/4圈时剪断纱线尾部,随后将剪断后的尾部纱线带入线圈内拉紧成结,旋转至3/4圈时松开纱线完成成圈。打结刀旋转至90°时刀口开到最大,随后开始闭合刀口;旋转至270°时,刀口开始张开。
2.2 挑线机构
打结刀在打结过程中需要与挑线机构相配合,使纱线在打结过程中形成圈口,挑线机构如图5所示。挑线支座中间有1个凹槽,与引导杆和引导座凹槽处于同一水平面,使纱线稳固处于打结区域中。挑线器上端通过滚珠与挑线凸轮相接触,在挑线凸轮的带动下挑线器带动纱线向外运动,使纱线在打结过程中可以成圈。此外挑线器中部与固定在箱板内部的弹簧相连,与凸轮一起带动挑线器进行往复运动。
1—挑线器; 2—挑线凸轮; 3—滚珠; 4—挑线支座; 5—挑线弹簧。
挑线器和挑线凸轮的运动规律在配合打结刀工作时起到关键作用,其运动简图和凸轮轮廓线如图6所示。

图6 挑线凸轮轮廓线及挑线机构简图
2.3 吸线机构
吸线机构示意图如图7所示。吸嘴尾部与风机相连,风机启动时在吸嘴中形成负压,吸嘴旋转至初始位置吸取头线,随后转至中间位置吸取尾线;当吸嘴吸取头尾纱线后将纱线沿引导杆带入打结区域中,打结模组完成打结后,废纱通过风机排入至废纱储存袋中。
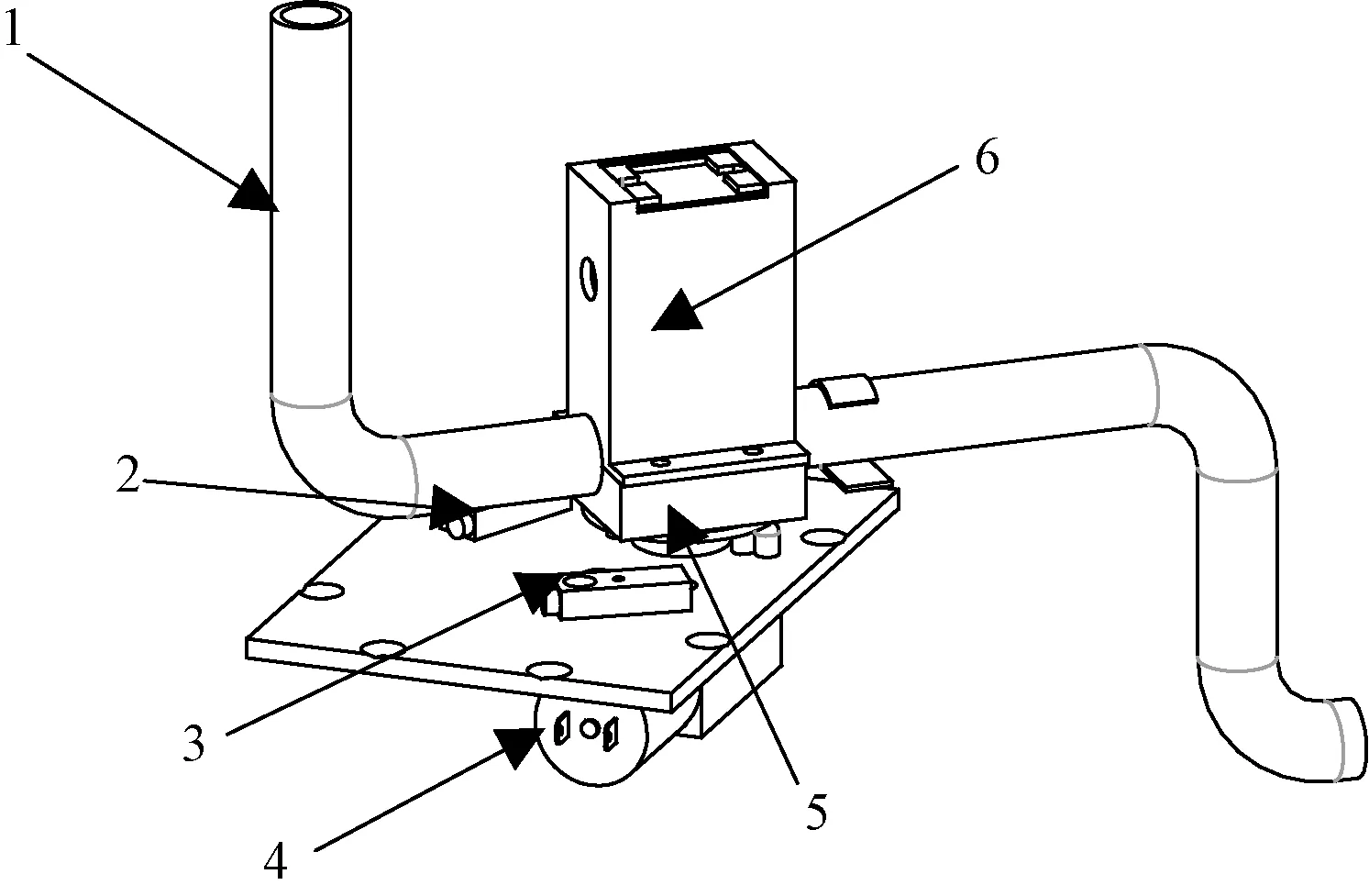
1—吸嘴; 2—末位传感器; 3—初始位传感器; 4—吸嘴电动机; 5—吸嘴座; 6—纱线检测传感器。
在吸线机构中,吸嘴风道形状是根据吸嘴的运动进行设计的。吸嘴吸取纱线后需要将纱线带入打结区域中,转动的角度约为300°,因此,吸嘴安装在接头机上方,其基础形状为“L”形。吸嘴在吸取头尾纱线过程中,由于纱架的位置空间有限,吸嘴口与纱筒呈垂直状态时无法有效吸取纱线,因此,设计吸嘴形状为“Z”形,使吸嘴口与纱筒平行便于吸取纱线。此外,吸嘴尾部通过风管与风机相连,若吸嘴尾部呈水平状态与风管相连,吸嘴转动过程中风管对吸嘴转动会产生较大的阻力,若吸嘴尾部垂直与风管相连,吸嘴转动过程中风管对吸嘴转动的阻力较小,因此,最终设计吸嘴的形状为类“之”字形。
此外在吸线机构中,吸嘴形状与内径大小影响纱线吸取效果,因此,先对不同形状和大小的吸嘴进行流体仿真和实验,选择合适的形状与内径。为研究不同形状的吸嘴对风道内部流动的影响,建立相同面积的圆形、方形和椭圆形管道模型,采用Fluent软件分别对吸嘴进行仿真,结果如图8所示。
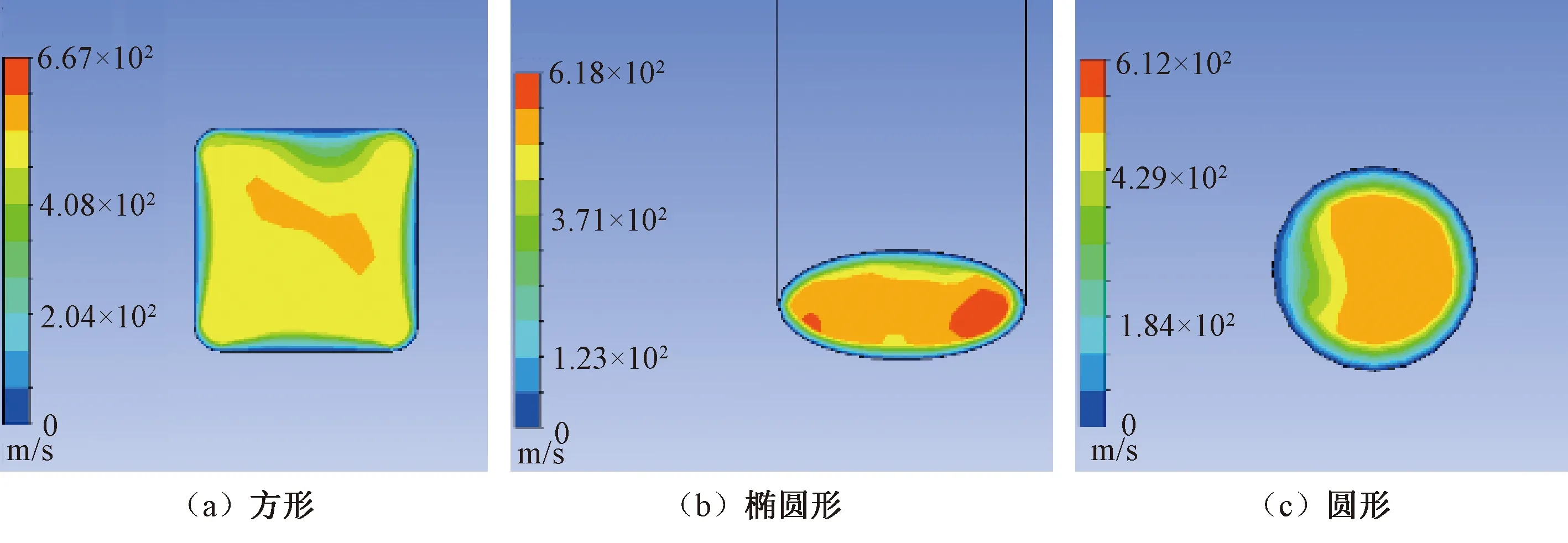
图8 不同形状吸嘴仿真结果
由仿真结果可知,在相同的负压载荷下,方形管道气流场最小且4个角所受载荷较大,椭圆形和圆形管道流速较大且各点受力均匀,但圆形管道口气流范围比椭圆形大,因此,管道形状选择圆型管道。
在确定管道形状后,考虑到成本与适用性,分别建立内径为6、8、12、16、21和25 mm的吸嘴模型。采用Fluent软件分别对吸嘴进行仿真,部分仿真结果如图9所示。
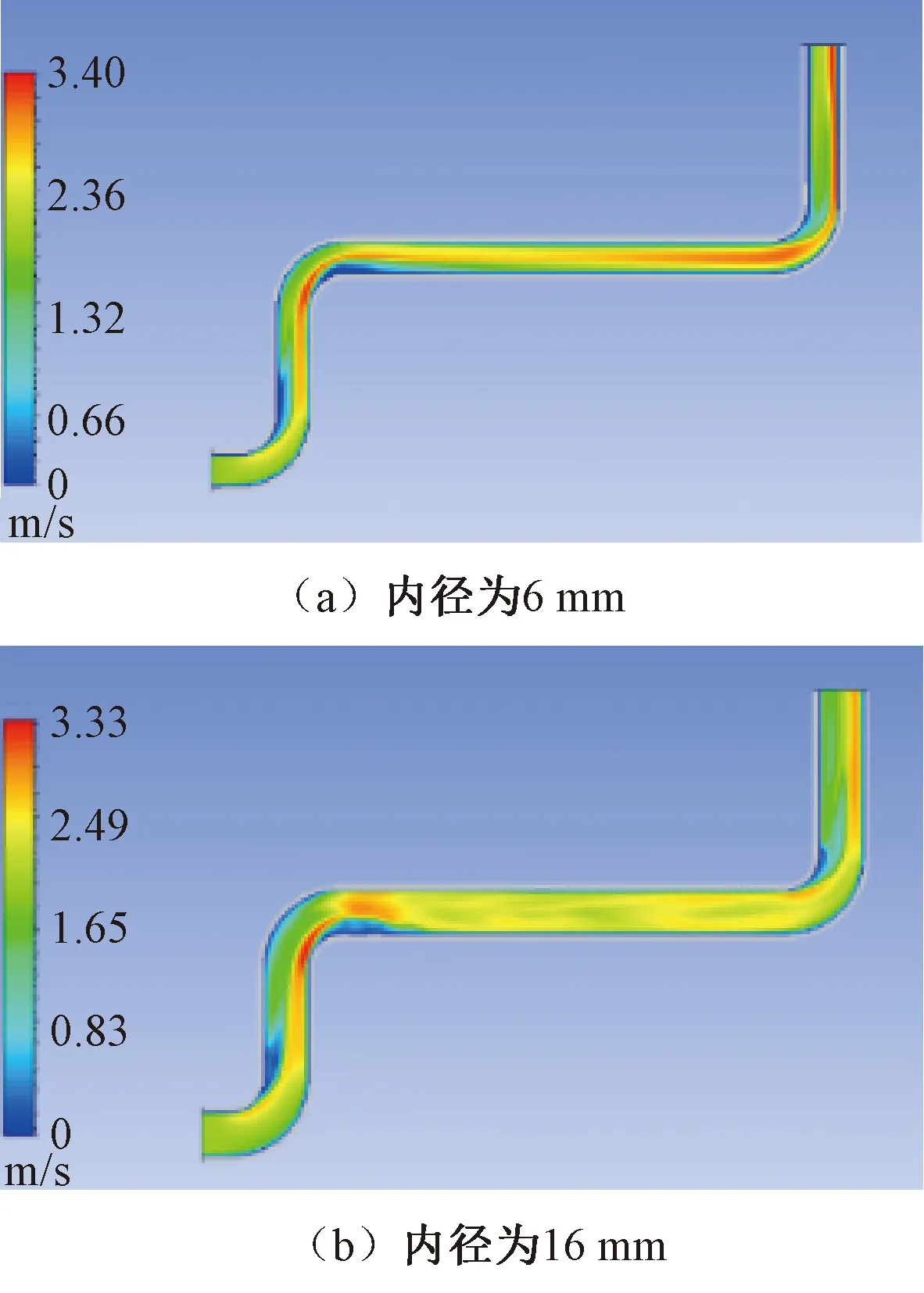
图9 不同内径吸嘴仿真结果
由仿真结果可知,随着吸嘴内径的增大,吸嘴内部的气流流速越均匀,其内部的气流流速逐渐减小。吸嘴内径为12和16 mm的吸嘴内部流速均匀且流速较大,符合要求。在实际应用过程中,内径为12 mm的吸线效果好于内径为16 mm的吸嘴,因此,接头末端机构中吸线机构的吸嘴内径采用12 mm。
2.4 压线机构
压线机构示意图如图10所示。下压件由曲柄滑块机构带动进行上下往复运动。压盘表面与引导杆和引导座凹槽口处于同一水平面,吸嘴将纱线带入至打结区域后,纱线刚好位于压盘表面上。压盘与下压件表面均装有海绵,下压时2片海绵接触压住纱线增加纱线的摩擦力,使纱线在打结过程中不易滑动。
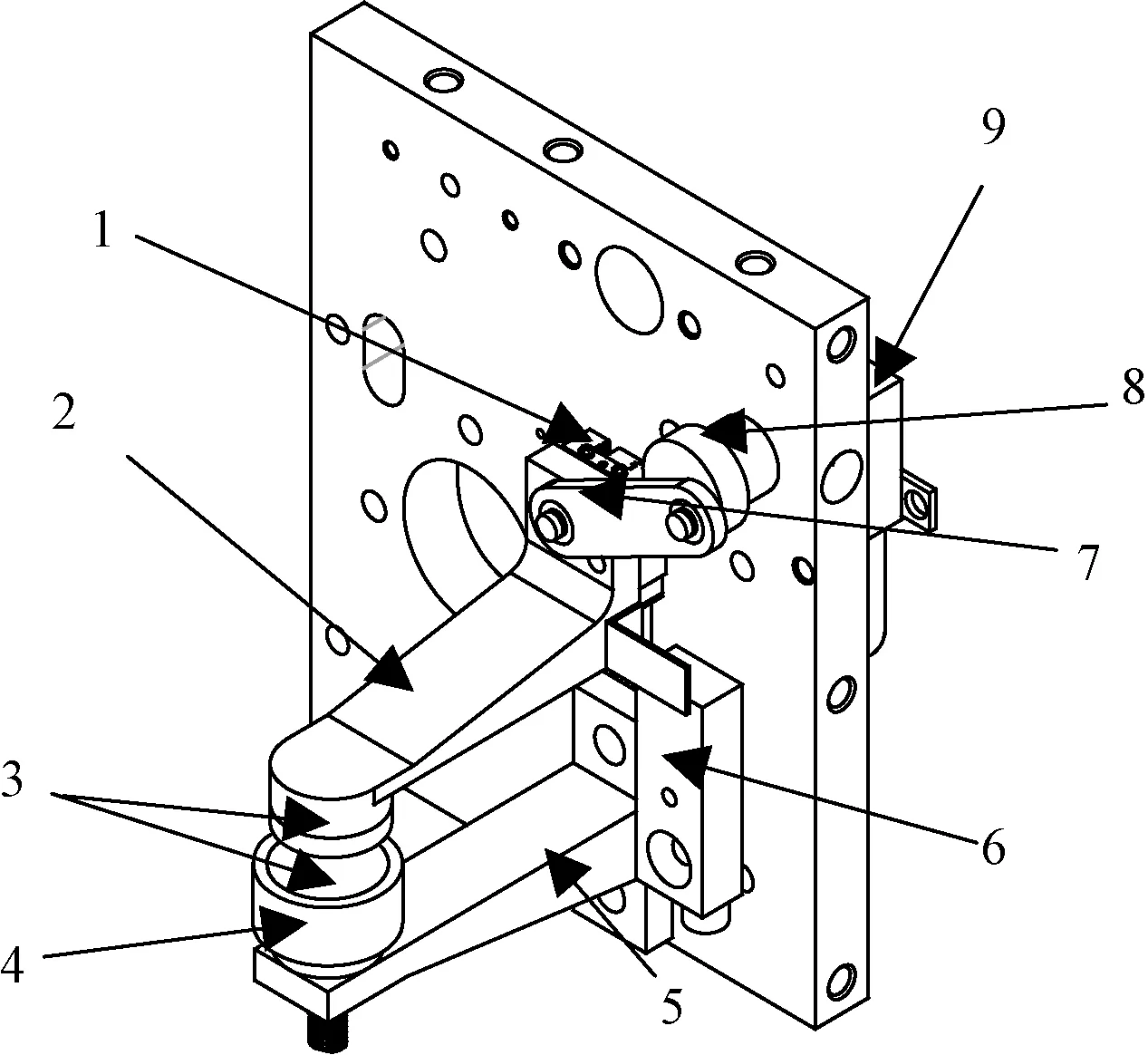
1—滑块; 2—下压件; 3—海绵片; 4—压盘; 5—压盘固定件; 6—下压传感器; 7—连杆; 8—曲柄块; 9—压线电动机。
2.5 张紧机构
纱线在打结过程中需要保持一定的张力,当吸嘴把纱线带入打结区域且纱线尾部被压住后,纱线的张力几乎为0,因此,需要对纱线进行张紧。张紧杆末端呈V型,电动机启动时,张紧杆V型末端带动纱线向上运动使纱线保持一定的张力。
在纱线张紧过程中,张紧杆的直径大小与张紧角度影响纱线打结的效果,因此,对不同直径的张紧杆和张紧角度进行测试发现,当张紧杆直径为1.8 mm,张紧角度为60°时,张紧效果最好。
3 打结关键技术
3.1 打结传动过程
挑线机构和打结机构相互配合完成打结,二者的传动依靠齿轮完成,打结剪刀与凸轮的传动比为1KG-*7〗∶2,即挑线凸轮转1圈,打结刀转2圈,其传动示意图如图11所示。打结电动机与打结电动机齿轮相连,打结电动机齿轮与传动齿轮相连。传动齿轮则分别与打结齿轮和打结传动齿轮进行传动,打结传动齿轮通过轴承与伞齿轮2相连,并通过伞齿轮2与伞齿轮1进行传动,伞齿轮1通过轴承与挑线凸轮相连,即通过打结电动机可分别带动挑线机构和打结机构。
1—打结齿轮; 2—传动齿轮; 3—打结电动机; 4—打结电动机齿轮; 5—打结传动齿轮; 6—伞齿轮2; 7—伞齿轮1。
3.2 打结过程仿真模拟
接头机具体打结过程如图12所示。打结刀处于初始状态时,打结刀刀口微张且垂直向上,纱线位于打结刀下方。此时,挑线凸轮圆弧e3j3与挑线滚珠接触,挑线器最深处部位与挑线支轴凹槽内部处于同一平面。打结刀顺时针旋转90°时,其旋转至水平方向且刀口张开,纱线刚好位于打结刀内侧,打结刀刀片与纱线无接触(见图12(a))。之后打结刀继续旋转,挑线凸轮随打结刀的旋转开始工作,带动挑线器引导纱线向接头机前方运动。打结刀旋转至270°时,挑线器带动纱线运动至最前方,纱线则沿打结刀片圆弧a1b1向前滑动,在打结刀刀口处逐渐形成线圈(见图12(b))。打结刀继续旋转,在挑线器的作用下从纱线靠内侧穿过,完成成圈动作(见图12(c))。打结刀继续旋转至450°时,刀口张开至最大,由于打结刀外侧对纱线的牵引作用,靠近压线机构的纱线正好处于刀口下方(见图12(d))。纱线进入刀口后,打结刀闭拢并夹持纱线,夹持处的纱线由于牵拉作用被打结刀片切断,纱线末端则被打结刀夹持住随打结刀运动而运动,完成牵引纱线入圈动作。此后挑线器在弹簧的作用下向内运动,末端纱线因打结刀的夹持作用穿过纱圈,打结刀旋转至630°时纱圈缩小到极致,纱线末端从打结刀口脱离,从而完成2根纱线的打结动作。
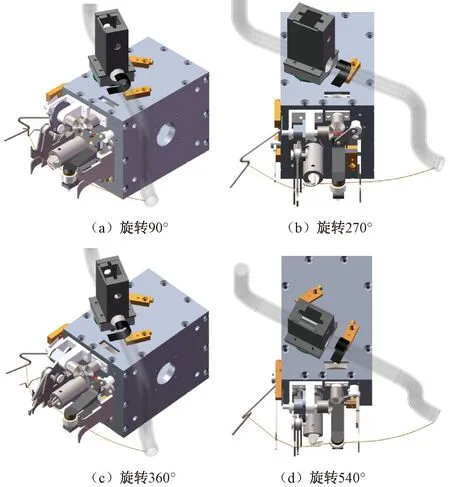
图12 打结刀打结过程示意图
4 实验测试
为验证自动接头机的接头效果以及对纱线的适应性,搭建实验平台对纱线接头效果进行测试,如图13(a)所示。纱线的接头过程如图13(b)~(d)所示。打结刀旋转270°时,纱线在打结刀上形成圈口;旋转450°时,纱线尾端位于刀口,打结刀准备将纱线剪断;旋转720°时,纱线从圈口穿过完成接头,打结刀回复至初始位置。
图14(a)、(b)示出不同线密度的涤纶、棉纱和氨纶纱线的接头结果,图14(c)示出不同类型纱线混合接头结果。实验结果证明,自动接头机可对不同种类的纱线进行接头。此外,对纱线自动接头机进行了1 000次重复性接头实验,接头成功992次,成功率高于99%。

图14 不同纱线接头结果
5 结 论
本文研究了圆机生产线中纱筒自动接头技术,通过模拟人工打结过程,设计了一种依靠打结机构和挑线机构相互配合完成打结的机械式自动接头机。对接头机的关键机构进行研究,分析了打结机构与挑线机构运动轨迹,以及吸线机构吸嘴与张紧机构张紧杆和张紧角度的选择;对打结过程进行仿真模拟,接头机在打结过程中依靠打结机构和挑线机构相互配合完成打结;对不同类别的纱线进行接头实验,证明接头机可对不同种类纱线进行接头。
目前还未见有小型的机械式自动接头机对不同种类纱线进行打结的报道,本文介绍的接头机不仅可应用在圆机生产线中,之后还可以推广应用至机织生产线中,有广泛的应用前景。
猜你喜欢
汽车实用技术(2022年14期)2022-07-30
智能制造(2021年4期)2021-11-04
中国建筑金属结构(2018年12期)2018-12-22
科技视界(2018年21期)2018-12-10
智富时代(2018年6期)2018-08-06
智富时代(2018年6期)2018-08-06
文艺生活·中旬刊(2017年4期)2017-05-25
建筑工程技术与设计(2015年26期)2015-10-21
中小企业管理与科技·中旬刊(2014年8期)2014-09-22
小小说大世界(2014年9期)2014-09-15
