
复拌型就地热再生沥青在高速公路中的应用研究
2022-09-15 07:07李俊峰
城市道桥与防洪 2022年8期
李俊峰
(中国市政工程中南设计研究总院有限公司,湖北 武汉 430010)
0 引 言
随着公路网建设的基本完善,我国公路发展的重点正从快速建设转向大规模的维修养护。伴随着国家“十四五”规划“碳达峰”与“碳中和”的新要求,沥青路面再生沥青成为行业发展的前沿与热点[1]。就地热再生作为沥青路面再生利用的重要手段之一,在治愈路面病害的同时,还可实现路面材料100%循环利用,具有显著的经济效益和社会效益[2]。
根据施工工艺的不同,就地热再生可分为复拌再生、整形加铺再生及复拌加铺再生[3]。其中,复拌再生在充分利用原材料特性的同时,保持原路面标高不变,非常适用于中等破损程度的沥青路面的养护。本文以广东某高速公路维修养护路段作为依托工程,系统阐述了就地热再生沥青混合料配合比设计过程、复拌型就地热再生施工工艺、质量控制措施及质量检测结果,为复拌型就地热再生的推广应用提供了借鉴与参考。
1 工程概况
随着服役年限的增长及交通荷载的增大,广东某高速公路路面出现了横缝、纵缝、车辙、坑槽等病害,显著影响到车辆行驶的舒适性与安全性。为处理上述病害,设计复拌型就地热再生技术方案进行维修养护。该高速就地热再生路段全长约5 km,采用双向四车道高速公路标准;半幅路宽11.6 m,其中应急车道作业宽3.2 m,行车道施工作业宽4.1 m,超车道施工作业宽4.3 m,施工厚度为4 cm。
2 方案设计
2.1 原材料
采用阿布森法对该高速沥青混合料回收料(RAP)抽提沥青,并对其相关技术指标进行检测,试验结果见表1。可以看到,RAP中沥青针入度、延度较低,容易引起沥青路面低温与疲劳开裂,因此需要添加再生剂补充RAP沥青缺失的轻质油分以恢复其流变性能。本工程所用再生剂技术指标见表2。新添沥青采用SBS改性沥青,其技术指标见表3。
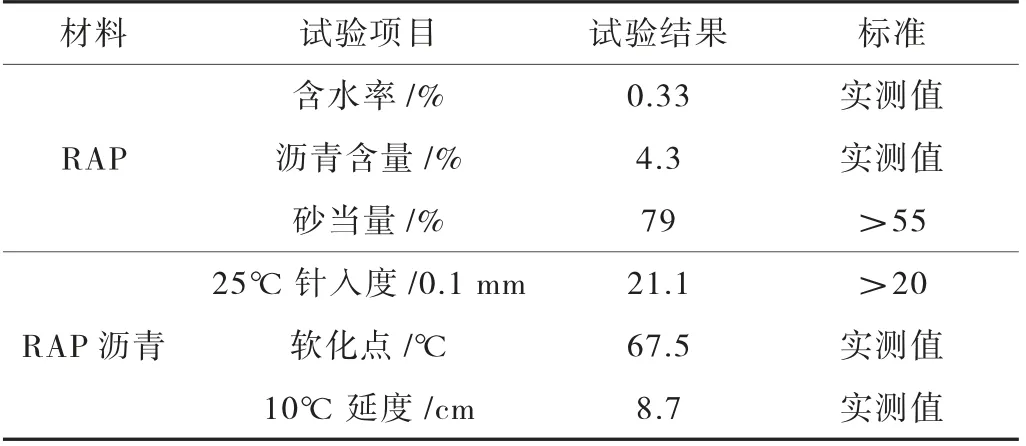
表1 RAP技术指标
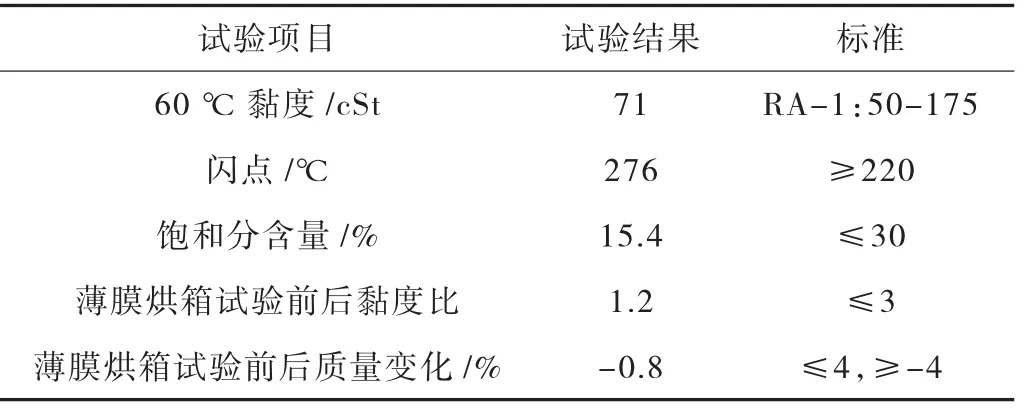
表2 再生剂技术指标
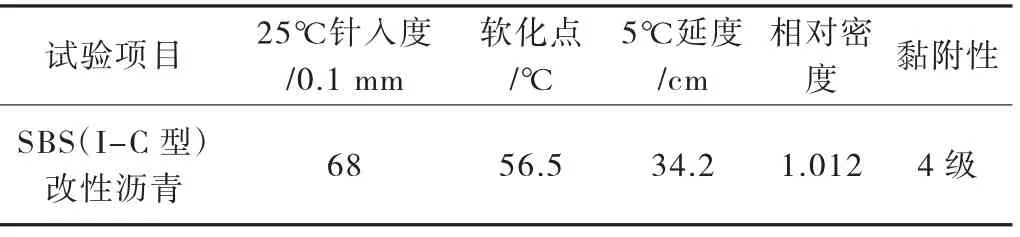
表3 S BS改性沥青技术指标
2.2 级配设计
该高速公路经多年运营服役,面层集料级配仍旧保持良好的S形曲线,故本研究对该级配只进行微调,掺加10~15 mm、5~10 mm、3~5 mm、0~3 mm四挡新集料以及矿粉共计掺量为15%,调整后的级配见表4和图1。
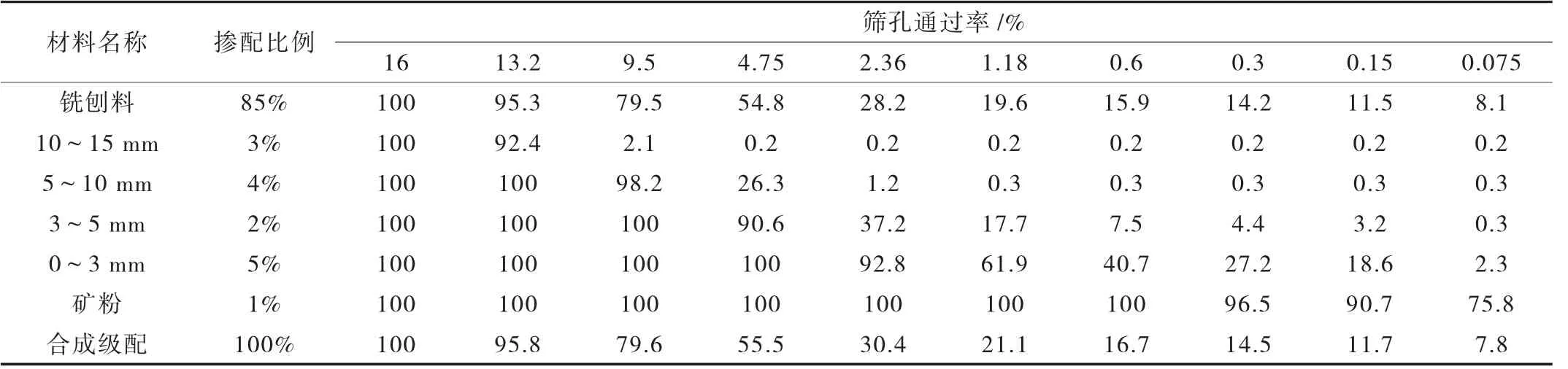
表4 再生混合料级配设计
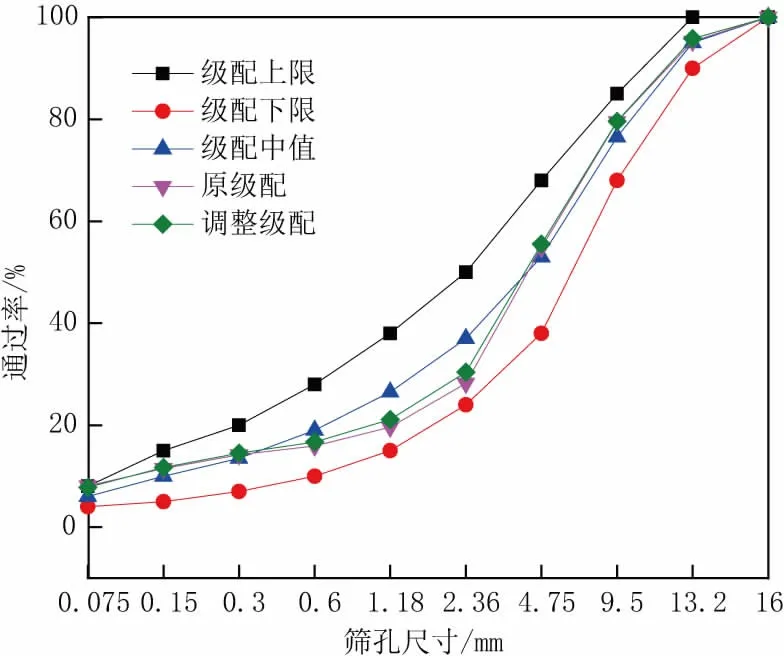
图1 就地热再生AC-13级配曲线
2.3 性能验证
就地热再生沥青混合料配合比设计中以沥青胶结量总量作为总的沥青用量。其由三部分组成:RAP中沥青部分、再生剂部分及新加沥青部分。本研究中,再生剂用量为RAP中沥青质量的12%,由表1可知,RAP中沥青含量为4.3%,改变新添SBS沥青含量并采用马歇尔试验测得总沥青最佳用量为5.2%。以该油石比进行再生混合料的高温车辙试验、低温弯曲试验、浸水马歇尔试验及冻融劈裂试验,试验结果见表5。从中可以看出,相较于原沥青混合料,就地热再生沥青混合料动稳定降低约12.6%,但其仍然远远高于SBS改性沥青或橡胶改性沥青混合料动稳定度值(一般为4 000~5 000次/mm),表明其具有优秀的高温抗车辙能力。此外,其低温弯曲破坏应变、残留稳定度、劈裂强度比分别高出原沥青混合料38.3%、11.4%、16.9%,说明再生沥青混合料的低温抗裂性及水稳定性得到了极大改善。
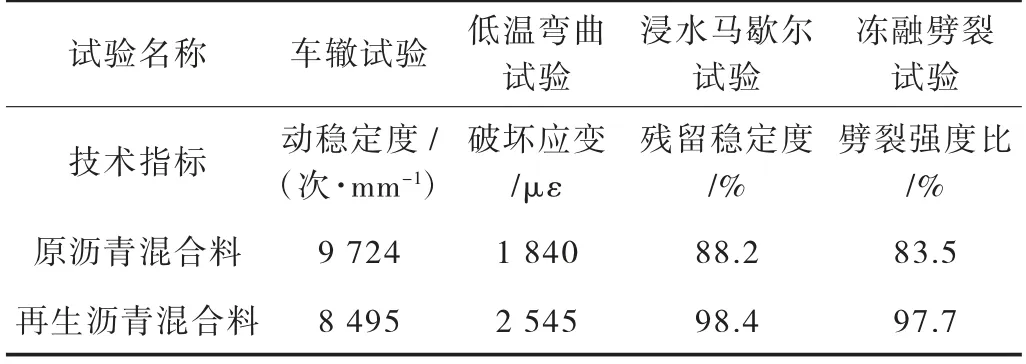
表5 再生混合料性能试验结果
3 施工质量控制
3.1 施工设备及工艺
本次就地热再生路段采用嘉鹏公司自主研制的JP-6000沥青路面就地循环利用机组,由4台加热器、1台松耙器、1台拌合器组成,摊铺机、压路机等设备配合机组组成沥青路面就地热再生施工机组。施工工艺具体流程如图2所示。

图2 就地热再生施工工艺流程
3.2 施工质量控制
3.2.1 加热作业质量控制
加热作业是就地热再生施工质量控制的核心[4]。路面加热强度按由弱至强、再由强至弱的顺序进行,既要有足够的热能传导至足够深层,又要避免路面表层被烧焦,保证加热效率和效果。作业时必须时时监控加热温度,第一台加热机过后,路表温度控制在75~90℃。第二台加热机过后,路表温度控制在100~140℃。第三台加热机过后,路表温度控制在150~175℃。第四台加热机过后,路表温度控制在180~200℃。加热温度必须适中,避免温度过高或过低,各加热车辆统一按照设定的施工速度匀速进行,并尽可能缩短车辆之间的距离,确保加热的温度、深度符合施工控制要求,加热时路表瞬间温度不高于220℃。加热宽度要比铣刨宽度每边宽5~10 cm,保证纵向接缝的温度,使纵缝密实无松散(见图3)。

图3 就地热再生加热作业
3.2.2 耙松、拌合作业质量控制
路面加热到所需温度后,耙松器对路面铣刨翻松,添加再生剂和新沥青混合料,收集至拌合器进行拌合(见图4)。再生剂添加量比例由试验室通过对原路面材料的前期试验数据所得,再由设备电子系统根据施工参数及施工速度自行调节。在行进过程中还要不断复核,出现问题及时调整。

图4 就地热再生耙松、拌合作业
3.2.3 摊铺作业质量控制
混合料摊铺应紧跟再生施工作业后面,摊铺前调整好熨平板,检查各种传感器是否灵敏,所有准备工作就绪后开始摊铺。摊铺时要控制好输料螺旋力混合料的量,一般混合料埋没输料螺旋2/3为宜。摊铺速度控制在2.5~3.5 m/min,摊铺温度控制在125~145℃(见图5)。

图5 就地热再生拌合作业
3.2.4 压实作业质量控制
混合料的碾压可以采用轮胎压路机、钢轮压路振动压路机。通常在混合料摊铺后,用双驱双振压路机关闭振动装置紧跟复样机趁热压实,并以不产生推移、发裂为准,要首先压实接缝处。碾压时应将驱动轮面向摊铺机,直线段从两侧向中心碾压,曲线段从内侧向外侧碾压。相邻碾压带应重叠1/3轮宽,速度为2~4 km/h,在双驱双振压路机碾压一遍后,轮胎压路机即开始碾压,双驱双振压路机碾压两遍后打开振动装置进行复压。复压时,双驱双振压路机振压4遍,轮胎压路机碾压2遍。终压时,双驱双振压路机关闭振动装置,轮胎压路机紧随其后进行碾压,直至无轮迹。最大碾压速度不超过4 km/h,碾压终了温度不应低于65℃[5]。在碾压过程中,压路机不得在碾压区段上转向、掉头、左右移动位置,中途停留、变速或突然制动。压实段落应无明显界限,压路机折回处不能在同一横断面,应形成阶梯形。在不黏轮的前提下,压路机尽量少洒水,以保证压实温度(见图6)。

图6 就地热再生压实作业
4 施工质量检测
施工结束后,以每1 km 5点的频率对沥青路面渗水系数、压实度、构造深度进行检测[6],检测结果如图7所示。从中可以看到,该就地热再生施工路段的平均渗水系数约为35 mL/min,远小于规范要求值100 mL/min,表明其具备良好的抗渗水能力,其内部空隙较少,且未形成连通孔隙。另外,其压实度均超过96%,表明上述压实工艺组合良好,可为同类工程提供参考。构造深度平均值为0.7 mm,说明就地热再生路面具备良好的抗滑性能。
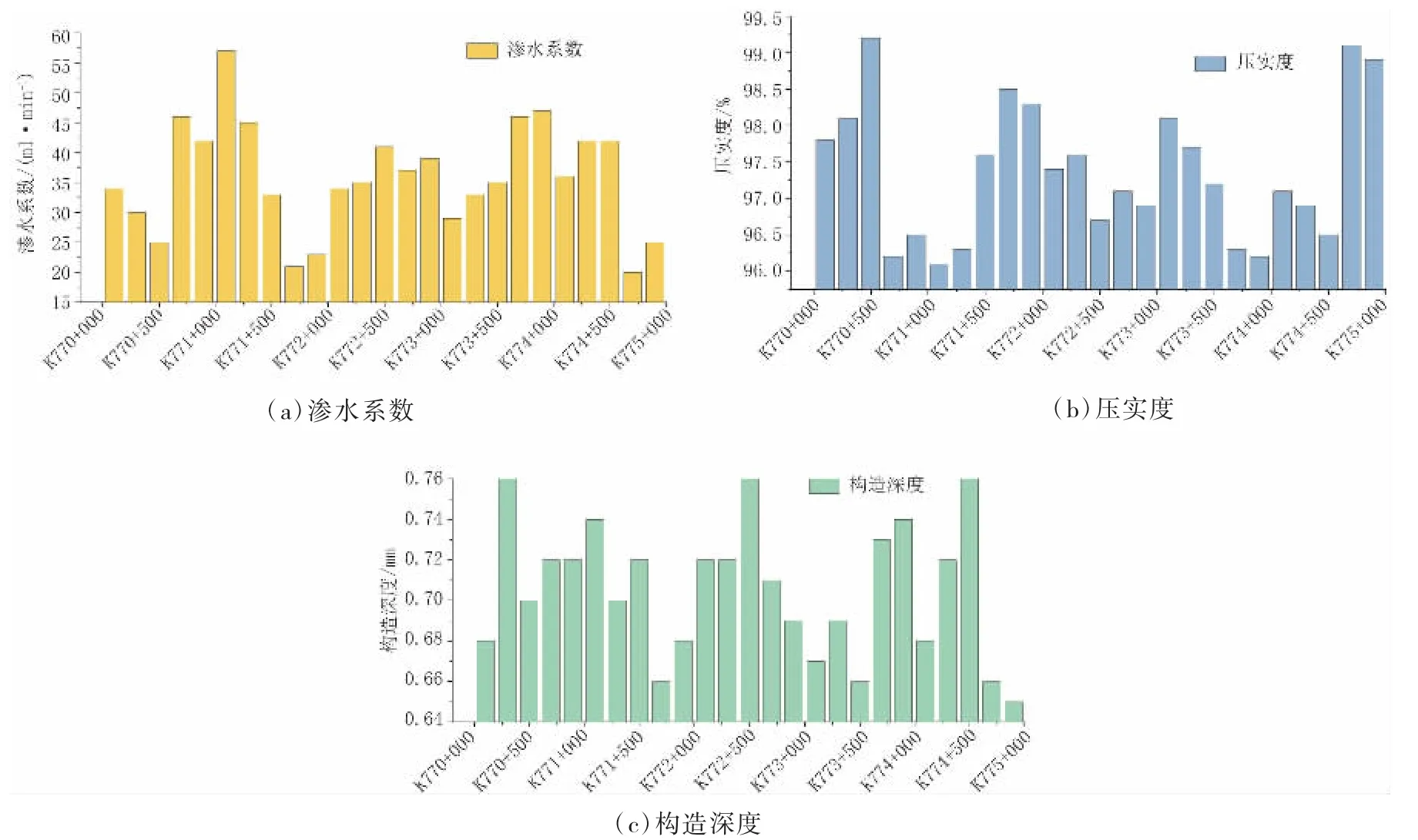
图7 施工质量检测结果
5 结语
本文以广东某高速公路复拌型就地热再生路段为依托工程,从原材料检测、级配设计及混合料性能验证等方面介绍了再生沥青混合料配合比设计流程。依托该实体工程系统阐述了复拌型就地热再生加热、耙松、拌合、摊铺及压实工艺及质量控制措施。结果表明:复拌型就地热再生沥青路面具有良好的高低温性能、水稳定性及抗滑性能,建议将其作为一种新型绿色环保养护手段推广应用。
猜你喜欢
石油沥青(2022年4期)2022-09-03
车主之友(2022年4期)2022-08-27
石材(2022年2期)2022-05-25
动漫界·幼教365(大班)(2021年4期)2021-05-23
文苑(2020年8期)2020-09-09
东坡赤壁诗词(2018年5期)2018-12-17
筑路机械与施工机械化(2015年11期)2015-07-01
筑路机械与施工机械化(2015年11期)2015-07-01
筑路机械与施工机械化(2015年11期)2015-07-01
筑路机械与施工机械化(2014年5期)2014-03-01
