
利用在线监测系统精确诊断压缩机摩碰故障
2022-09-11 01:27:30谭兴斌
设备管理与维修 2022年11期
谭兴斌
(中国石油辽阳石化公司机动设备处设备监测中心,辽宁辽阳 111003)
0 引言
石化企业工艺复杂,设备繁多。随着旋转机械向智能化,高速化发展,设备的精密度越来越高,价格也愈发昂贵。一旦旋转机械发生故障,不但影响企业的连续生产,甚至带来难以估量的经济损失。远程实时在线监测系统的出现,为精确诊断机组故障提供了强大的数据支持,为制定科学合理的检维修方案提供了依据。旋转机械在运行过程中,因机械受力和动刚度的变化,会出现如不平衡、不对中、摩碰、流体失稳等故障现象。下面具体介绍如何通过在线监测系统精确诊断压缩机摩碰故障,为设备管理人员进行旋转机械故障诊断提供参考。
1 摩碰故障概述
摩碰故障是一个复杂的非线性动力学过程,是转子与静止部件(如密封)由于间隙调整问题或者转子自身的弯曲、平衡、热胀以及气体激励,造成转子失稳而产生比较大的振动,致使转子与静止部件发生碰撞摩擦(图1)。根据摩碰时转子和静止部件接触情况,转子摩碰大致有局部摩碰和整周摩碰两种形式。一般的转子摩碰从局部摩碰开始,当摩碰比较轻微的时候,转子与静止部件的接触不是完全连续的,而是瞬间的(可以反复出现)。若静止部件(如密封)材料相对较软时,一般造成静止部件的磨损,当这种摩碰不足以改变转子运行状态的时候,动静部件又脱离接触。如果接触程度严重,到了足以改变转子运行状态的地步,将可能发生动静部件充分接触,使得转子支撑系统刚性变化增大,导致转子失稳,进而产生动静部件整周摩碰,机组振动急剧加大,运行状态将无法控制,直接威胁整个生产装置的安稳运行。
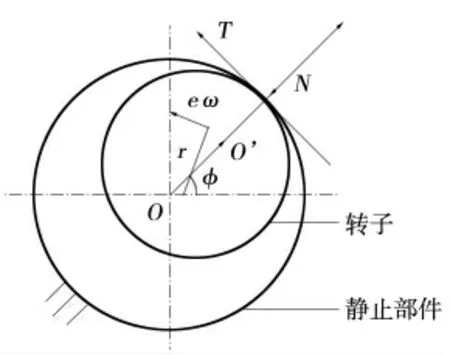
图1 转子系统摩碰示意
在旋转机械开机和停机过程,空载和负载过程中,都会发生摩碰故障。其严重性取决于哪些部件互相接触、这些部件的材料组成、引起摩碰的转动速度、转子与静止部件的结构硬度、以及冲击速度本身。
摩碰导致的振动多数情况下不具有规律性,可能是突发的振动现象,也可能是长期无规律的振动波动。如果不及时处理,就会发展为更严重的摩碰故障,进而因摩擦发热导致转轴弯曲事故。
摩碰故障的发生,给机组的平稳运行带来极大的安全隐患。利用机组的振动信号准确地诊断机组摩碰故障,就有必要掌握旋转机械摩碰故障的振动特征。
2 摩碰故障特征
2.1 转子系统摩碰的一般特征
(1)当发生摩碰时,转子的刚度会改变,并因此在摩碰中改变转子的固有频率。
(2)摩碰会导致局部磨损和变形,这取决于碰撞的角度和冲击速度。
(3)摩碰不仅会产生大的作用力,还会产生高扭矩,并立刻影响到电气特征,有时会导致电流的增大。
(4)当发生摩碰时,摩碰会对抗轴的旋转。这个大摩擦力甚至会产生向后的涡动,即“反进动”。
(5)摩碰会造成功耗上升和效率下降,同时局部会有温升,因此工艺参数对转子与静止部件摩碰的故障诊断非常重要。
(6)轴心轨迹图在诊断摩碰时也非常有帮助。
(7)局部摩碰通常先于整周摩碰发生。
2.2 局部摩碰的振动特征
(1)发生局部摩碰时,时域波形呈轻微的削波现象。
(2)振动频率成分会出现1/n 倍频及n 倍频,并伴随1 倍频成分。
(3)振动的方向主要是径向,且振动值波动明显。
(4)轴心轨迹图紊乱,转子进动方向为反进动。
(5)振动时,相位出现反向位移。
2.3 整周摩碰的振动特征
(1)整周摩碰的特征就是1 倍转速频率的反进动,而不平衡会产生正进动,它在转子与接触表面系统的固有频率下发生。
(2)另一种整周摩碰是以1 倍转速频率的响应为主,并伴有一些较低幅值的转速谐波。
(3)由于整周摩碰时摩擦连续不断,因此会产生非线性响应,即产生很多转速谐波。
(4)整周摩碰的振动幅值取决于轴承间隙与系统阻尼。
(5)振动的方向主要是径向,且振动值波动明显。
(6)轴心轨迹图紊乱,转子进动方向反进动。
(7)振动时,相位出现反向位移,跳动和突变。
3 摩碰故障诊断实例
3.1 故障描述
某石化企业200 万吨/年加氢精制装置C9101 压缩机(图2)自2020 年6 月起透平端1H、1V、2H、2V 四个测点振动值出现波动,且波动频次、幅值不规律。利用在线监测系统监测到2H、2V 测点最大振值分别为47.5 μm、32.1 μm(报警值为50 μm)。车间针对此情况,特制订了监护运行方案及应急预案。
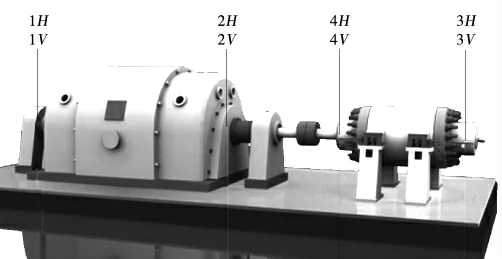
图2 机组概貌
3.2 诊断分析
C9101 压缩机组透平两端测点振值出现无规律频繁波动,具体现象表现为:机组振值出现波动时,透平驱动端测点振值升高,非驱动端测点振值下降,波动结束后,振值能恢复至波动前状态(图3、图4)。通过在线监测系统,发现2H、2V测点频率成分以工频占主导,伴有少量的分频及高频成分(图5、图6)。振值波动升高时,工频成分增长显著,一倍频相位发生变化,时域波形存在较明显削波现象(图7、图8),轴心轨迹反进动(图9)。通过相关在线图谱,综合分析认为该机组存在局部摩碰故障。

图3 1H、1V 测点振动趋势

图4 2H、2V 测点振动趋势

图5 2H 测点频谱

图6 2V 测点频谱

图7 2H 测点波形

图8 2V 测点波形
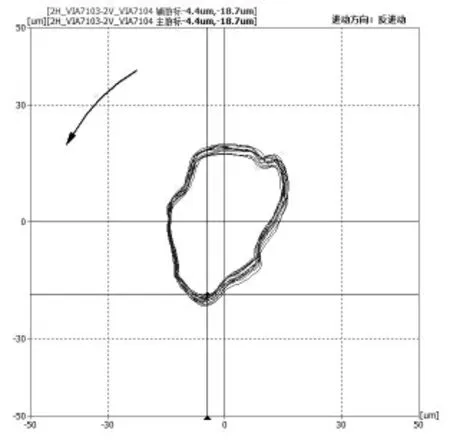
图9 透平驱动端轴心轨迹
3.3 检修反馈
2021 年3 月21 日,该机组进行窗口检修,机组解体后,发现透平驱动端气封处蒸汽结垢,运行的转子与凸起的垢层发生局部摩碰故障(图10)。垢层磨平后,局部摩碰消失,待垢层积聚并凸起后,又出现新一轮的摩碰。如此不断反复,振值也起伏波动。
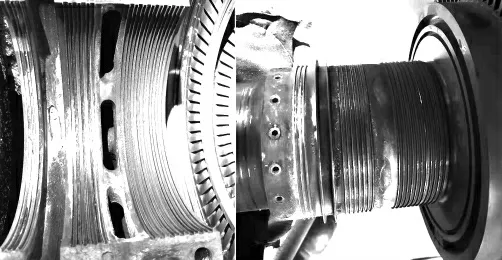
图10 局部摩碰故障部位
4 结论
摩碰故障是机组运行中的常见故障,该类故障诊断的关键点是根据故障特征进行综合判断。利用在线监测系统对该类故障进行远程诊断时,可以从波形、频谱、轴心轨迹等多个角度展开分析,以达到精确诊断的目的,从而不断提高旋转机械的故障诊断水平。
猜你喜欢
建材发展导向(2019年10期)2019-08-24 06:24:40
今日农业(2019年12期)2019-08-13 00:50:14
文学少年(原创儿童文学)(2019年1期)2019-05-23 09:37:26
中国化肥信息(2019年3期)2019-04-25 01:56:16
制造技术与机床(2018年9期)2018-09-19 06:48:16
环境保护与循环经济(2017年2期)2017-09-26 11:52:16
海外华文教育(2017年6期)2017-08-07 03:11:00
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10 02:39:14
腹腔镜外科杂志(2016年10期)2016-06-01 12:10:08
水电站机电技术(2016年1期)2016-02-28 14:21:50
