
铜铝过渡片在SMD-0.5封装中的应用及可靠性研究
2022-09-09 02:16薛山王芳
电子技术与软件工程 2022年11期
薛山 王芳
(贵州振华风光半导体股份有限公司 贵州省贵阳市 550018)
随着科技的不断发展,集成电路对封装中的引线键合等技术的要求也越来越高。引线键合失效是集成电路中的常见失效模式,是影响整机长期可靠性的关键因素之一。
在常规的SMD-0.5 封装中,产品多采用Au-Al 键合系统,而Au 与Al 在接触过程中容易发生以下两种物理过程:
(1)在200~250℃下,在接触界面处容易生成五种金属化合物:AuAl、AuAl、AuAl、AuAl、AuAl。其中,AuAl呈紫色,又称“紫斑”;AuAl 呈白色,又称“白斑”;它们都是一种比较脆的绝缘体,极易造成键合断裂。
(2)在250~300℃下,接触界面处Au 向Al 中大量扩散,形成空洞,通过显微镜观察可以看见黑色环形孔,即所谓的Kirkendall 效应。
器件在长时间工作时温度会升高,Au-Al 键合系统荣易发生上述的两种物理过程,导致产品致命性失效。在历次的失效分析中发现,产品在20000g 单次冲击试验(马西特试验)中的确多因Au-Al 焊接点出现脱键现象导致器件失效。
消除这种隐患的方法有两种:
(1)通过多层金属化或引入过渡片的方法避免Au-Al键合;
(2)通过设计,尽可能的降低键合点处的温度(降低电阻,减少产生的热量)。
第一种是治本的办法。我们通过引入铜铝过渡键合垫片,取消了Au-Al 键合系统,改用Al-Al 键合系统。但对于SMD-0.5 封装引入Al-Al 键合系统是对工艺方面做了较大的更改,所以对这项新的工艺进行可靠性分析十分必要。
1 过渡片简单介绍
铜铝过渡片是选择Cu 作为垫片,然后再Cu 垫片的一个表面上淀积上Al 层作为Al 丝的键合窗口,最后根据所需要的尺寸进行切割。该方法不需要进行光刻、腐蚀或者剥离工艺,降低了工艺的复杂性。另外,由于Cu 是容易被氧化的金属,所以在Cu/Al 界面设计增加一层粘附层,以便提高整个金属层间的粘附性。基本步骤为:准备Cu 垫片→清洗→去除表面氧化层→蒸发沉淀Al 层→切割→清洗。
在过渡片中,Al 材料所占比例为12%~18%,其余成分主要是Cu 材料。Al 层用作铝丝键合窗口,Cu 层用作与管壳表面粘接。
2 过渡片尺寸选择
常见的SMD-0.5 外壳,腔内尺寸大约为5.1mm*4.2mm,而该封装产品常用芯片尺寸为2.0mm*2.0mm 左右。在实际压焊过程中,为方便键合的同时避免键合丝的桥搭以及键合丝过长,在进行装结工艺时芯片的边沿不能与管基边沿平行,导致基座内腔可使用面积减少,为引入过渡片带来了困难。铜铝过渡片的作用是作为过渡层,使用Al-Al 键合系统代替Au-Al 键合系统,因此对其尺寸的要求不需要很大,为保证键合工艺的可操作性,过渡片的尺寸又不可太小,综合这两点考虑,过渡片的尺寸选择为1.0mm*1.0mm。
3 工艺参数优化
过渡片分别使用JM7000 导电胶、纳米银浆、Au80S20的金锡焊料进行烧结。但在采用JM7000 导电胶或是纳米银浆烧结,无法保证过渡片键合面平整度而影响键合,也容易沾污芯片。使用JM7000 导电胶烧结,过渡片剪切强度较差,过渡片易脱落,且JM7000 导电胶电阻较大,电导性不够。使用纳米银浆烧结要求芯片背金,使用受限。Au80Sn20 合金具有良好的浸润性,而且对镀金层的浸蚀程度很低,同时也没有像银那样的迁徙现象;还具有高耐腐蚀性、高抗蠕变性和良好的导热和导电性,因此选用Au80Sn20 焊料对过渡片进行烧结。最终选定烧结材料为Au80S20 的金锡焊料。烧结工艺相应的选用真空低熔点合金焊工艺(真空共晶焊)。
通过对比试验,选定过渡片的烧结工艺采用面积为1.0×1.0×0.03mm 的焊片以及0.03g 的压块。另外,影响真空低熔点合金焊工艺的参数主要为保温温度、保温时间、焊接温度和焊接时间。通过正交试验的方法确定烧结工艺参数表1所示。

表1:烧结工艺参数因素水平表
SMD-0.5 封装产品的键合丝选用的为50um 的硅铝丝。影响超声键合的三个关键因素:超声功率、键合时间、键合压力。通过正交试验的方法确定工艺参数表2所示。

表2:键合参数因素水平表
4 过渡片引入后对参数的影响分析
常使用SMD-0.5 封装产品多为电压调整器。由于过渡片的所起的作用是导线作用,其电阻值远远小于10Ω,所分担的电压也远远小于10V,相较于电路中的输入输出端的电压可以忽略不计。所以引入过渡片对产品的电性能所造成的影响可以忽略不计。现以三端固定输出电压调整器的参数电压调整率(线性调整率)Sv 为例来计算引入过渡片后产品电性能的变化。
Sv 参数定义:当输出电压和环境温度保持不变时,由于输入电压变化引起的输出电压的变化量。
测试原理如图1所示。
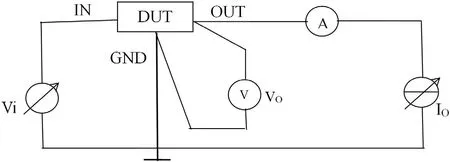
图1:线性调整率Sv 测试原理图
原理说明:
(1)器件输入端施加规定的输入电压Vi,测试器件输出电压Vo。
(2)器件输入端施加规定的输入电压Vi',测试器件输出电压Vo'。
(3)电压调整率:

在这里我们以r 代表过渡片的电阻,因为加载的负载电流Io 是固定的,所以引入过渡片后的电压调整率为:

由公式(1)以及公式(2)可见,引入过渡片后对产品的电压调整率未造成称影响。同样的原理,其他的电参数例如电流调整率Si、纹波抑制比Srip 等。另外,未引入过渡片与引入过渡片后电参数对比表3所示,可见引入过渡片后产品的电参数也是满足使用需求的。

表3:产品7805 引入过渡片前后电参数对比
5 可靠性验证
使用表1和表2工艺参数进行试验样品制样,产品内部照片如图2所示。

图2:引入过渡片后的SMD-0.5 封装产品内部照片
为实现Al-Al 键合系统,在SMD-0.5 封装内引入了铜铝过渡片。这一操作,可能会对产品的性能、可靠性、质量等造成一定的影响。为验证该项目的可靠性,必须通过测试分析,对其做出明确判据,故参考GJB597B-2012《半导体集成电路通用规范》中3.4.3 及表3关于j 项目引线材料的成分和尺寸的改变、k 项目封装或封盖结构与材料的更改与内腔几何形状的改变,或引线框架的变化、l 项目密封技术(材料或工艺)的改变(包括封帽、引线的封接、框架粘结和框架的清洗)试验指南制定试验方案,并根据GJB548B-2005《微电子器件试验方法和程序》对试验的要求与方法进行相关验证试验。具体试验方案如表4所示。

表4:可靠性验证实验方案
选用两个SMD-0.5 封装的代表产品进行验证摸底,试验样品为三端固定输出正电压调整器7805 和三端固定输出负电压调整器7908。
两种产品连续生产3 批(每批100 只),从每批中选取22 只产品作为试验样品进行验证试验。按表4试验方案进行试验后,对试验结果进行了记录,如表5所示。

表5:试验验证结果
根据表5所示试验结果可以看出,引入过渡片后的产品仍可以满足一系列的环境应力以及机械应力的要求。
使用X 射线检测设备对过渡片的装结空洞进行分析图3所示。
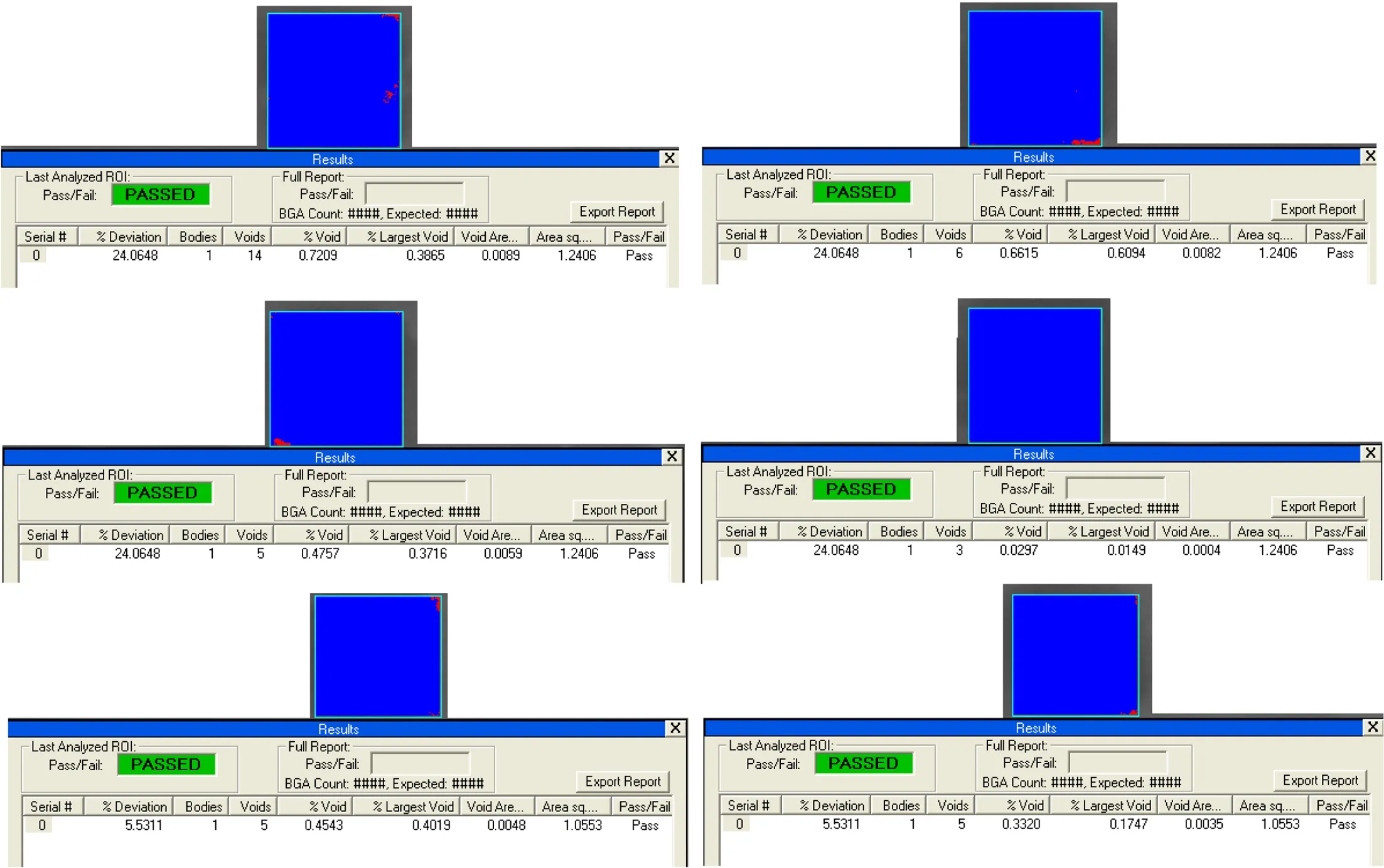
图3:过渡片装结空洞面积
从图3中可以看出,采用表1的工艺参数进行真空合金焊,过渡片的空洞面积非常小,满足工艺要求。
对部分过渡片进行剪切力试验,其剪切强度记录如表6所示。

表6:剪切力强度强度试验记录
对产品进行键合强度试验,其键合拉力记录如表7所示。

表7:键合强度试验记录
从表5至表7以及图3中可以看出,通过正交试验所得出的最优参数组合完全满足工艺要求。
6 小结
通过分析、参数优化及可靠性研究,证明在SMD-0.5封装中引入铜铝过渡片实现使用Al-Al 键合系统代替Au-Al是可行的。并可以此为借鉴,为后期取消混合集成电路的异质键合做提供经验。
猜你喜欢
电站辅机(2021年2期)2021-08-19
上海质量(2019年8期)2019-11-16
电子制作(2017年2期)2017-05-17
北京信息科技大学学报(自然科学版)(2016年6期)2016-02-27
金属加工(热加工)(2015年11期)2015-11-16
橡胶工业(2015年8期)2015-07-29
锻压装备与制造技术(2015年2期)2015-06-26
电子工业专用设备(2015年4期)2015-05-26
电测与仪表(2015年6期)2015-04-09
风能(2015年9期)2015-02-27
