
基于智能信息化装配式建筑混凝土浇铸生产方法
——以广州国际生物岛标准产业单元四期项目施工总承包工程为例
2022-09-06 02:04:54广州工程总承包集团有限公司李光辉
中国建设信息化 2022年16期
文|广州工程总承包集团有限公司 李光辉
相较于传统的现浇钢筋混凝土建筑,装配式建筑具有施工工期短、质量可控、绿色节能等优点,在部分发达国家的建筑施工中得到了应用。但由于缺少可靠的浇铸生产方法,国内依然主要采用现浇混凝土的作业方法,导致装配式建筑仅占新建建筑的5%左右,与国际先进水平仍然存在较大差距。针对这一问题,需要加快引进智能化信息化技术推动装配式建筑混凝土浇铸生产方法的创新发展,为提高装配式建筑生产技术水平提供支持。
1.装配式建筑混凝土浇铸生产技术问题研究基础
为落实推动广州建筑业转型升级及企业转型发展的重大战略等系列政策要求,确保在2025年底使珠三角城市群达到装配式建筑占新建建筑面积比例的35%以上的发展目标,广州工程总承包集团有限公司与广东省建筑设计研究院有限公司合作研发出了新型装配式钢-混凝土组合结构体系。在该结构体系中,预制的柱柱、梁柱、主次梁、暗柱与剪力墙等连接位置均采用钢连接件,相较于传统的套筒灌浆连接方法能够提高施工可靠性和便利性,为节点质量检测提供有力支持。但实际运用该项技术将面临一系列的混凝土浇铸生产问题,将给技术的推广应用带来限制。具体来讲,就是当前装配式建筑工厂的生产设备的信息化程度依然不足,日常进行画线定位、混凝土浇铸、翻转起吊等作业仍然需要人工辅助。而在无法实现生产与设计、施工工序协调的情况下,造成预制构件浇铸生产过程繁琐,容易因人为失误造成错漏,如出现设计图纸未及时更新、人工录入数据错误等问题,最终导致新型装配式技术体系存在设计用钢量偏大、制作安装偏差大、施工工艺不佳等问题,急需完成技术改进。
2.基于智能信息化装配式建筑混凝土浇铸生产方法与案例探讨
2.1 智能信息化生产技术
针对各种生产技术问题,通过开展系列理论、试验和工程实践研究,最终提出了引进智能信息化技术实现装配式建筑混凝土浇铸生产的方法,能够通过使预制构件制作与设计、施工等环节保持信息交互和相互协调完成经济、高效、可靠的新型装配式建筑技术体系打造。具体来讲,就是引进BIM 技术进行新型装配式钢-混凝土组合结构施工,能够通过建立分析模型合理进行构件设计,并通过模拟分析优化结构组合节点,使设计、安装等环节引发的偏差得到减小,以免因大量重复性作业的产生引发严重资源浪费[1]。应用该方法,能够利用BIM 技术完成工程项目施工过程模拟测试,通过碰撞检查确认各类构件能否得到较好组合。对浇铸过程进行模拟,可以发现生产问题,通过实时监控优化施工工艺。通过对相关数据信息进行智能化分析,能够提出技术改进措施,提高装配式建筑施工效率和质量。通过反复利用BIM 技术模拟和开展现场试验,最终提出了装配式转换层预制柱钢-混凝土组合结构施工技术、装配式带钢牛腿钢筒预制柱施工技术等创新性技术,生成了成套的了新型装配式钢-混凝土组合结构施工管理技术,能够保证混凝土浇铸取得理想效果。
2.2 混凝土浇铸生产实践
2.2.1 工程概况
广州国际生物岛标准产业单元四期项目施工总承包工程位于广州生物岛寰宇一路以北,总建筑面积85083.8m2,包含四栋塔楼,地上2~12 层,地下1 层,地上部分约70460.0m2,地下部分约14623.8m2。工程采用框剪结构,M3 栋建筑为装配式结构,属于工业研发生产用房,高60.2m,建筑面积为13391.6m2,额外建设屋面层和屋架层。建筑±0.00 以上主体为装配式结构,首层高6.05m,二层高4.8m,3 层及以上层高4.5m,屋面层高3.6m,需要完成预制柱、预制叠合板、预制叠合梁和分布墙四类装配式预制构件的浇铸生产。为保证预制构件生产效率和质量,决定采用BIM 实现构件设计、制造、安装等环节的智能信息化管理,实现设计-加工-装配的一体化协同控制。
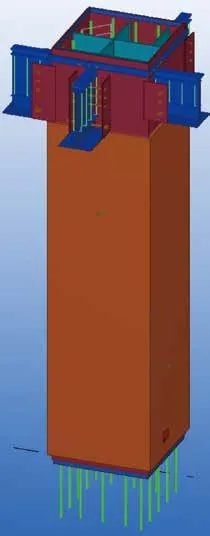
图1 预制标准柱BIM 模型深化设计图
2.2.2 预制构件设计
在预制构件设计环节,可知需要利用BIM 技术完成模数化和标准化分析,生成预制梁、预制柱等族库,实现信息化管理[2]。对不同结构进行设计,可以从中选择标准构件生成三维可视化模型,通过深化设计保证结构合理。以预制标准柱为例,采取新型装配式钢-混凝土组合结构,生成的模型如图1所示,主要竖向节点均采用带钢牛腿钢筒连接方式,可以降低对灌浆料和套筒的要求,轻松实现节点质量检测。

表1 标准层结构构件数量及重量
根据模型自动生成设计图纸,能够对预制构件制作工程量进行计算,如式(1)所示:
A=V×(1+δ)
式中,A 指的是混凝土预制构件制作工程量,B 为件数,δ 则为构件损耗系数,需要根据构件类型取值,通常预制钢筋混凝土构件取1.5%,其他构件取0.5%。根据预制构件设计图实际体积,能够完成各楼层构件工程量计算,如表1所示为标准层结构构件数量及重量。通过对各楼层数据进行汇总,可知建筑多数结构采用预制构件,仅在梁与柱连接节点等局部位置现浇钢筋混凝土,装配率能够达到85%,现浇率为15%。
2.2.3 预制构件制作
在预制构件制作阶段,需要将BIM模型数据导入到生产辅助加工系统和工厂信息化管理系统中,保证数据准确、无误,避免偏差的产生。在生产实践中,应根据图纸尺寸要求对钢筋骨架、吊点和预埋型钢的位置进行确认,然后进行焊接固定,放入尺寸与之相符的钢模板。对预留的螺栓洞口进行填塞后,能够进行混凝土浇铸。如图2所示,为标准层预制柱制作流程,在生产实践中需要选用HRB400、HRB400E 级钢筋和Q345B 钢板等材料,模具则采用Q235b 的定型钢模生产,连接螺栓使用Q235b 型号的高拉力六角螺栓。确认各种材料和模板质量合格后,才能进行各部分结构安装连接。
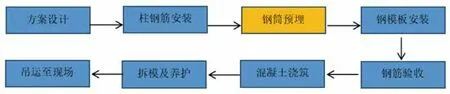
图2 标准层预制柱制作流程图
在混凝土浇铸期间,应按照各构件强度等级进行混凝土配合比设计,如表2所示为建筑不同部位各种预制构件设计强度等级。对照数据开展配合比试验,确认试件强度、抗弯性能等符合要求后,才能进行混凝土拌合,期间应加强坍落度、凝结时间等各项指标控制,保证混合料质量合格后才能进行构件浇铸[3]。在浇铸过程中,应做到充分振捣,确认不存在气泡、骨料沉落等现象。结束浇铸后,应使用塑料薄膜覆盖,然后在拆模后进行洒水养护,确认构件抗压强度达到设计值的75%后才能进行吊装。
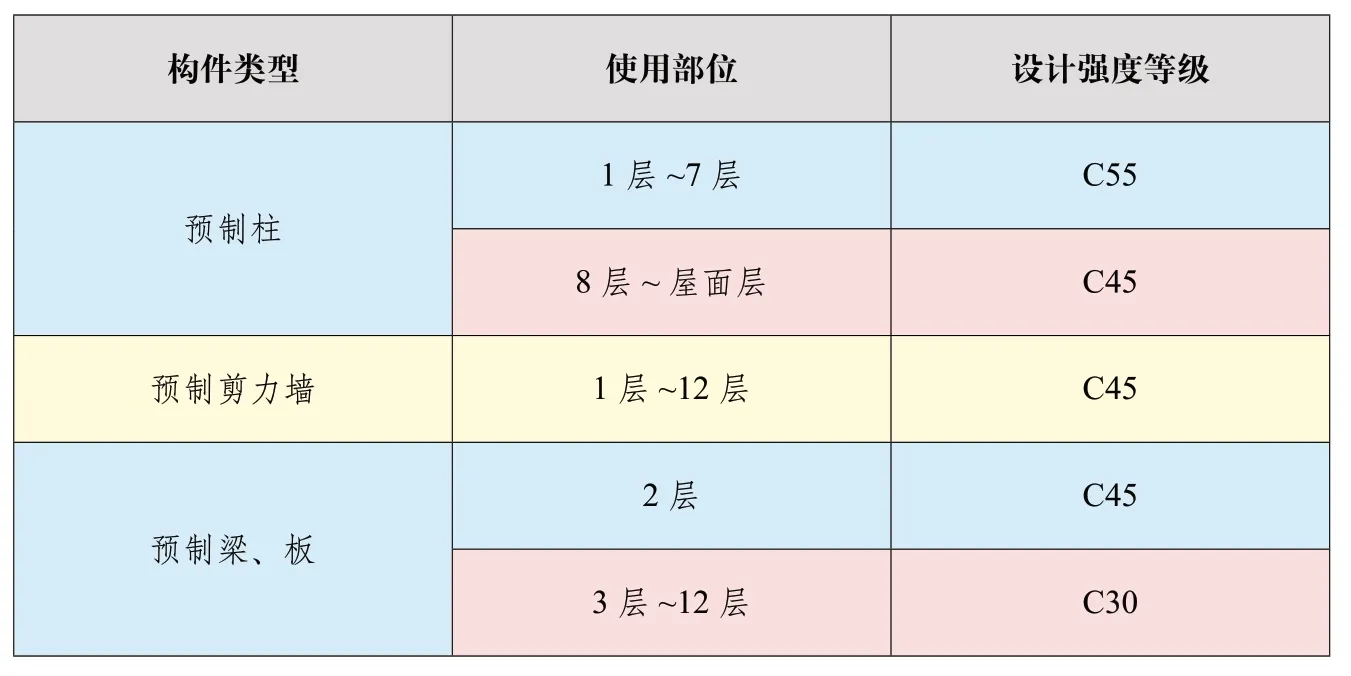
表2 M3 栋预制混凝土构件强度等级表
2.2.4 预制结构施工
在完成各种预制构件制作后,需要对构件连接点进行浇铸,形成各种结构组合体系,在保证结构施工质量的同时,加快现场施工效率。运用BIM 技术,能够通过在构件中预埋芯片或二维码对构件吊运、装配的全过程进行信息化管控,从而实现生产过程的实时跟踪和反馈,保证生产浇铸过程得到有效管控。根据工程生产计划,需要分层分批进行预制构件生产,遵循“先安装、先进场”的原则进行装配式结构吊装和安装施工。根据构件重量、尺寸等信息,需要选用QTZ250 塔吊、120T 汽车吊和35T 汽车吊等设备,并准备气焊机、电焊机、钢丝绳、经纬仪等各种器具。在现场施工实践中,梁、板、柱等构件均进行平放运输,并在车厢底部设置支撑和减震措施。构件进场后,需在指定位置卸下和放置,现场禁止堆放柱构件,叠合梁不允许叠加堆放,需在地下室顶部堆放以完成二次吊装,需做到分散堆放,叠合板不超7 块。
完成施工准备后,需要根据各种结构件的特点确定施工流程。建筑物南侧布置塔吊,对4 层及以上构件进行吊装。建筑1~3 层构件界面大、重量重,需采用北侧和西侧的吊车吊装。在设备在指定吊装作业区就位后,针对预制柱进行安装,应先做好标高、轴线偏差调整,然后将短钢条与上下钢筒进行临时焊接固定,完成临时支撑安装。确认安装牢固后,可以将吊具脱钩,完成上下钢筒接缝焊接,然后通过预留的孔洞节点进行混凝土浇铸和养护。在转换层预制柱构件组合施工中,完成标高、轴线等偏差调整后,需利用H 型钢进行焊接连接。在吊具脱钩后进行预留钢筋搭接焊缝连接后,应进行底部后浇区箍筋绑扎和验收,最后进行混凝土浇铸。对照BIM 信息加强各构件安装管理,能够把握结构施工要点,保证安装质量符合要求。
3.项目成效
应用BIM 技术进行装配式建筑混凝土浇铸生产,通过模拟浇铸过程进行构件优化设计,可以预防各质量问题发生,保证各类构件在现场顺利组合,在提高施工质量和效率的同时,通过减少返工、重工的发生节省施工成本。从工程施工成效来看,M3 栋装配式建筑在125 个日历天内完成了预制混凝土构件的吊装施工,平均每9 天完成1 层结构体系施工,同时一次性通过了工程质量验收。因此通过采用智能信息化手段实现混凝土浇铸生产管理,可以充分凸显新型装配式钢-混凝土组合结构体系的效率高、质量可靠等优势,为工程树立良好形象。
4.结论
运用智能信息化技术,能够为装配式建筑施工创造有利环境,确保企业在预制混凝土构件浇铸生产方面结合新型装配式钢-混凝土组合结构体系特点探索新的生产管理模式,为提高生产效率和质量提供技术保障。在装配式建筑施工实践中,还应运用BIM 技术使预制混凝土构件的设计、制作、吊装等过程保持协同,根据构件设计图加强浇铸生产过程管理,保证各构件能够精准组合装配,为后续工程施工提供便利的同时,提升装配式建筑工程的施工技术水平。
猜你喜欢
建材发展导向(2022年18期)2022-09-22 07:13:46
建材发展导向(2022年10期)2022-07-28 03:04:30
西部交通科技(2022年2期)2022-04-27 23:12:50
建材发展导向(2021年11期)2021-07-28 06:57:52
铁道建筑技术(2020年11期)2020-05-22 06:26:42
智能城市(2018年7期)2018-07-10 08:30:00
国际木业(2016年8期)2017-01-15 13:55:22
国际木业(2016年12期)2016-12-21 03:13:28
国际木业(2016年3期)2016-12-01 05:04:52
国际木业(2016年1期)2016-12-01 05:04:09
