
降低某型号电磁继电器PIND淘汰率的改进措施
2022-08-31 00:30马建英武江涛刘国蕊
机电元件 2022年4期
田 聪,马建英,武江涛,刘国蕊,李 菲
(陕西群力电工有限责任公司,陕西宝鸡,721300)
1 引言
电磁继电器是一种能自动断续的控制元件。对电路起着接通或切断的作用,广泛地应用于自动控制、设备保护系统以及通讯设备中,也是构成电子设备的基础元件之一。在生产中为了剔除隐藏缺陷的产品,在电磁继电器出厂前会进行筛选,剔除早期失效产品。电磁继电器的可靠性筛选用来选择具有一定特性的产品或为了剔除早期失效的产品,因此,可靠性筛选试验是提高电磁继电器的可靠性、稳定性水平的一项有力措施。
2 现状及原因分析
2.1 现状
某型号电磁继电器是我公司自主研制的小型平衡旋转式密封电磁继电器,采用金属熔焊密封,具有六组转换触点,结构紧凑,抗冲击振动能力强的特点,环境适应能力强,多应用于航天、航空、船舶等环境条件恶劣的电子设备上切换电路之用,目前市场需求量较大。近几年来,该型号电磁继电器PIND淘汰率较高,约为54.3%,相对生产现状来说处于较低水平,严重影响了该产品的正常交付。因此,降低该型号电磁继电器的PIND淘汰率,减少废品损失、节约生产成本成为首要解决的难题。经统计,该型号电磁继电器2016年度PIND淘汰率情况见表1所示。
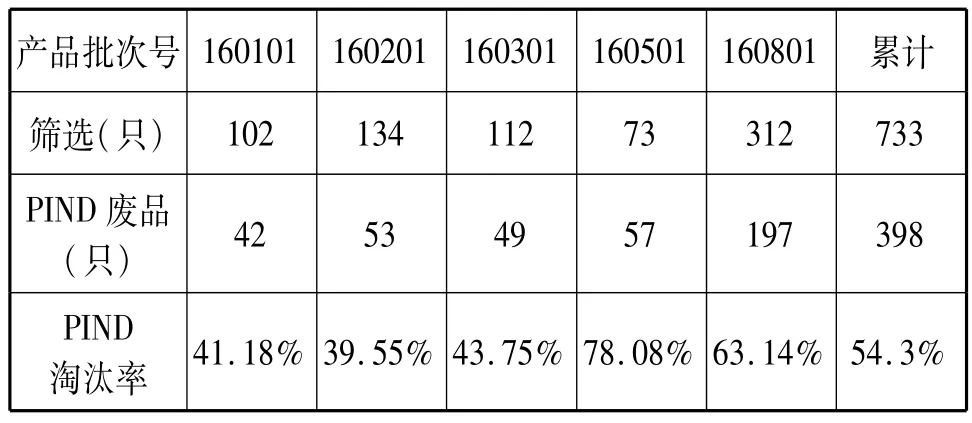
表1 2016年某型号电磁继电器PIND淘汰率情况统计表
从表1可以看出,该型号电磁继电器PIND淘汰率最高为78.08%,最低为39.55%。由于该型号电磁继电器PIND淘汰率较高,导致产品生产成本高。为了降低该型号电磁继电器的生产成本和PIND筛选淘汰率成为当务之急。
2.2 原因分析
该型号电磁继电器PIND检测时的失效模式为机械噪声信号过大和微粒噪声信号过大,以电磁继电器在衔铁运动方向的机械噪声信号过大为主要失效模式。抽取样品进行分析,有以下几种原因:
①连接板材料焊接后软化变形,与衔铁共振产生机械噪声。连接板作为连接衔铁和推杆组件的过渡零件,需要进行多次焊接。焊接产生的高温导致焊接后连接板软化变形,连接板两侧与衔铁配合处仅是悬空的配合接触,没有固定连接,变形后就造成了可动间隙(见图1)。

图1 衔铁部分
从该型号电磁继电器实际的PIND检测情况来看电磁继电器在100Hz频段存在过大机械噪声信号,可推断在100Hz频段存在谐振点。通过分析,连接板材料为锌白铜,密度为8.7g/cm3,弹性模量115Gpa,切边模量46.9GPa,连接板在100Hz附近(PIND检测要求频率)的2阶和3阶谐振的振型(见图2)下产生的位移刚好和衔铁面产生碰撞摩擦,产生机械噪声。

图2 连接板振形图
②磁钢装配方法不当。排查生产过程,在各道点焊工序完成后均设有焊渣剔除工序。但点焊电磁系统的支架时,焊接的铁磁性多余物易被吸附到磁钢马蹄形隐蔽处,无法清除。随着运输、使用,继电器经受振动、冲击,铁磁性多余物脱离隐蔽位置,当继电器激励时电磁场对铁磁性多余物产生吸引,吸附其到磁路中磁场强度最大,造成PIND检测不合格。
③线圈引线过长,与罩子发生碰撞产生机械噪声。经过对机械噪声失效的产品进行拆罩排查线圈引线过长(见图3),引线长度实测值为20mm,超过了支架到底板的长度,导致线圈引线装罩后弯曲部分与罩子干涉,发生碰撞产生机械噪声。

图3 线圈引线
3 改进措施及效果
根据上述的分析及故障定位,拟采取以下改进措施进行控制,以达到提高PIND筛选合格率的目的。
3.1 更换连接板材料
将连接板材料更换为S30403不锈钢带后生产零件并装配样品进行效果验证,改进后的连接板焊接效果良好且变形量较少,见图4所示。

图4 连接板材料更改前后的对比(左图为更改前,右图为更改后)
3.2 调整磁钢装配顺序
对磁钢装配顺序进行了调整,见图5所示。
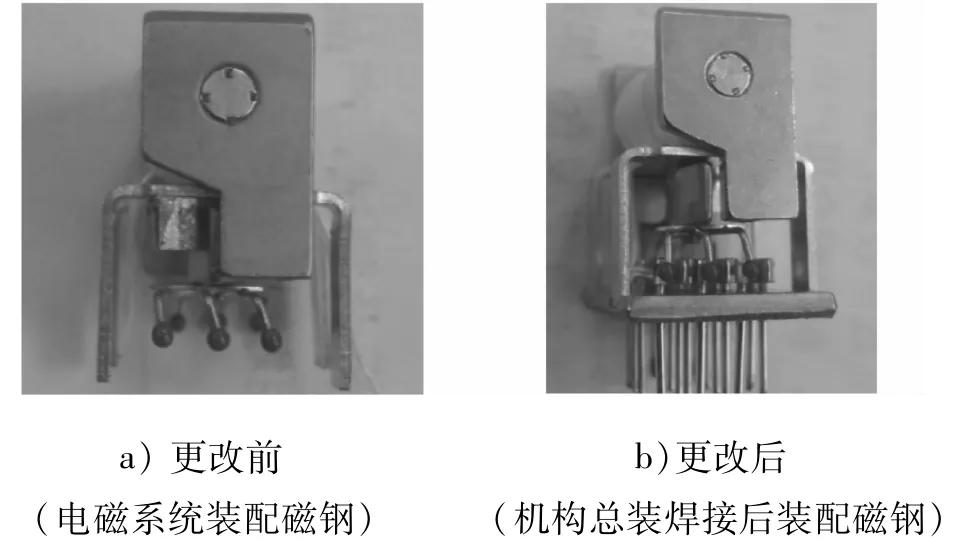
图5 磁钢装配顺序调整前后的对比图
3.3 规范线圈引线长度及形状
引线长度应与支架腿部端面平齐,剪去多余部分(引线长度要求16mm±0.2mm),用镊子将引线弯折号好形状后进行点焊和排线,更改前后的对比见图6所示。
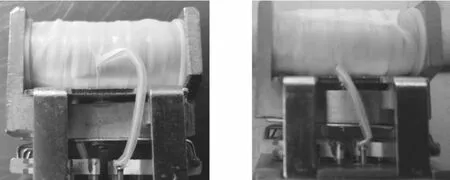
图6 对比图(左图为更改前,右图为更改后)
采用上述改进措施,生产产品进行措施有效性验证。经统计,该型号电磁继电器2019-2020年度PIND淘汰率情况见表2所示。

表2 2017-2020年某型号电磁继电器PIND淘汰率情况统计表
从表2可看出,该型号电磁继电器PIND淘汰率较2016年有了明显的降低。
4 结论
本文通过对某型号电磁继电器PIND筛选淘汰率高的原因进行分析及故障定位,确定了影响PIND淘汰率高的主要因素,并提出了有效的改进措施。生产零件进行样品装配,且通过PIND筛选验证了改进措施的有效性和可行性,降低了该型号电磁继电器的PIND筛选淘汰率,保证了产品质量的稳定性。本文得出的结论可为同类型的电磁继电器提供有用的借鉴价值。
猜你喜欢
电工材料(2022年3期)2022-06-22
科学技术创新(2021年13期)2021-05-16
军民两用技术与产品(2021年12期)2021-03-09
第二课堂(课外活动版)(2021年4期)2021-01-18
航天工业管理(2020年11期)2021-01-04
航天工业管理(2020年9期)2020-12-28
防爆电机(2020年4期)2020-12-14
航天工业管理(2020年4期)2020-06-16
微特电机(2019年1期)2019-02-25
幼儿教育·父母孩子版(2017年1期)2017-04-05
