
MBR中控纤维膜生产废水处理设计及工程应用
2022-08-28 00:44杨健雄
皮革制作与环保科技 2022年13期
杨健雄
(中国电建集团昆明勘测设计研究院有限公司,云南 昆明 650000)
1 前言
随着我国城市化进程及工业的加速发展,大量生活及工业污水流入江河、湖泊或地下水中,对水体造成严重污染,影响了渔业用水和生活用水,因而城市污水处理厂的提标改造工程应运而生。MBR超滤膜分离技术提供了一种解决方案,与传统的污水处理方法相比,膜分离装置取代了传统的二沉池和三级处理工艺,从而获得了高质量的出水,解决了传统环保污水处理设备出水水质不能满足中水回用要求的问题。目前,该技术主要应用于饮用水供水终端、地表水处理、海水淡化和污水回用等水质处理。
MBR膜组件的应用前景带来了前所未有的生产扩张,导致大量生产废水成为城市污水的重要组成部分。MBR中控纤维膜的生产废水中有机物浓度高,生化性较差,直接排放至城市管道,对下游生活污水厂的运行带来不利影响。本文主要通过水质调研、工艺设计、调试运行等几方面论述MBR膜生产废水的处理,使其可以达标排入城市管网。
2 水质情况调研
昆明某MBR膜企业,以PVDF为原料,生产中控纤维膜。厂区雨水、生活污水、生产废水分类收集排放。生产废水中含有高浓度的有机污染物,主要污染物为DMAC(二甲基乙酰胺)[1],含有少量的PVA(聚乙烯醇)、PEG(聚乙二醇)等。通过对生产工艺水进行调查,其排水情况见表1。
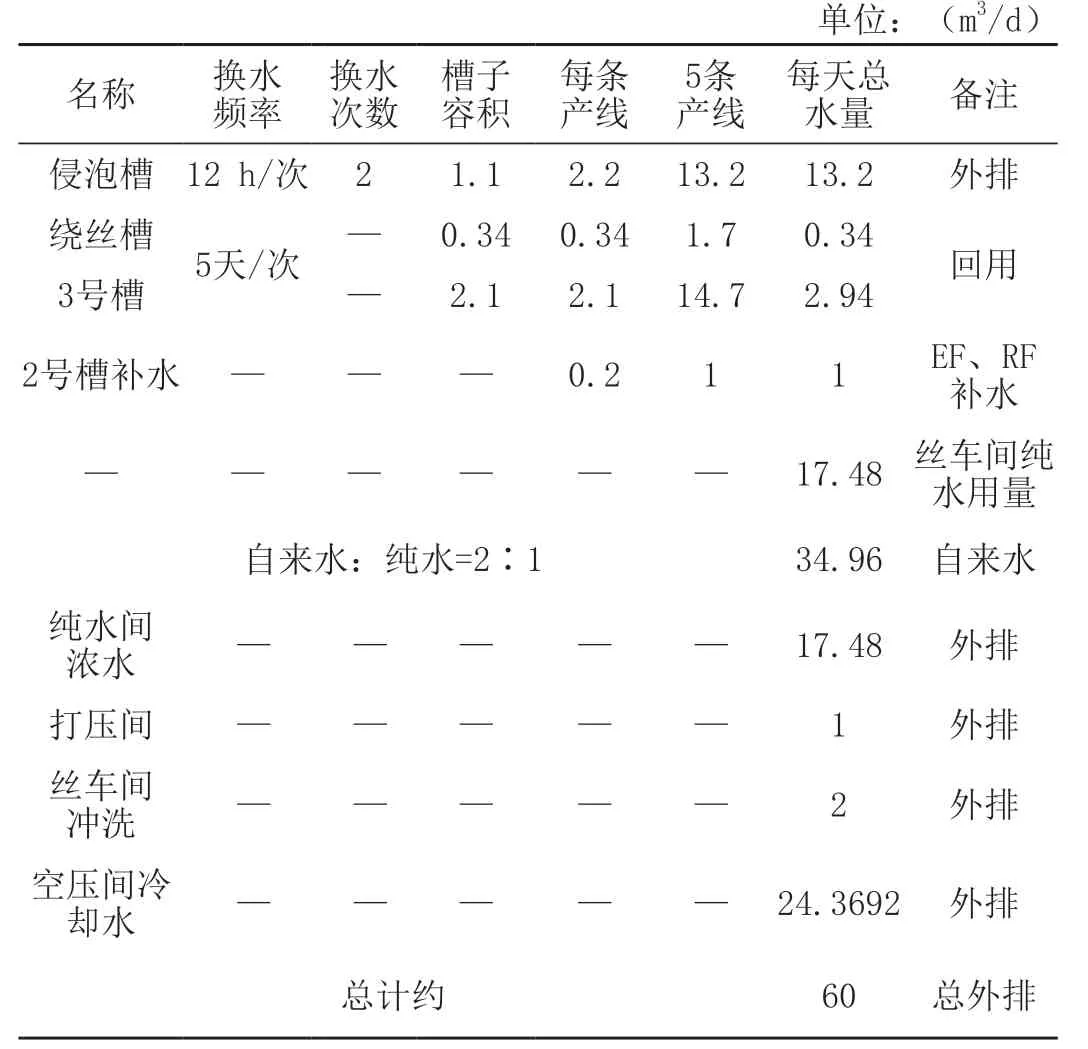
表1 排水统计
通过对总排口水质连续监测,得到总排水数据,见表2。

表2 总排水水质数据
根据要求,生产废水处理后达到《污水排入城市下水道水质标准》(CJ 3082-99),具体指标值见表3。

表3 总排水水质数据
3 废水处理工艺设计
废水中主要含有DMAC(N,N,二甲基乙酰胺)有毒难降解物质,水质检测表明:排水属于高浓度有机废水,生化性较差。经取水监测,原有的水解酸化池经预处理后,污水生化性的改善效果不佳,进入好氧池中的污水含有不可降解的有机物浓度仍然较高,因而出水超标。结合污水特点及设计规范,高浓度污水前端采用UASB厌氧反应器[2]处理,在能去除COD的同时,提高了出水的生化性。通过后端A/O工艺可去除大量有机物,并同步去除了总氮,后端采用MBR膜组器进行过滤出水。经设计复核,在原有工艺基础上,把水解酸化池改为调节池和沉淀池,新增UASB厌氧塔,其中把二沉池改为MBR膜反应器[3],增加好氧时间,促进硝化反应,其工艺流程如图1所示。

图1 工艺流程图
3.1 UASB设计
UASB由污泥反应区、气液固三相分离器(包括沉淀区)和气室三部分组成。在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和凝聚性能的污泥在下部形成污泥层。污水通过潜污泵提升至UASB厌氧反应塔中,底部采用穿孔补水管补水,使要处理的污水从厌氧污泥床底部流入,并与污泥层中的污泥进行混合接触,使污泥中的厌氧微生物分解污水中的有机物,通过水解、酸化、产气三个反应阶段,把有机物转化为沼气。沼气以微小气泡形式上升,碰撞合并,逐渐形成较大的气泡并进入三相分离器后排出,经收集处理后再进行燃烧处理。沉淀至三相分离器的污泥沼着斜壁滑回厌氧反应区内,使反应区内积累大量的污泥。厌氧池出水进入沉淀池进行固液分离后,进入后端A/0+MBR处理单元。UASB反应器产生的污泥定期排入污泥贮池中,采用环卫车定期清运。UASB工艺流程如图2所示。

图2 UASB工艺流程图
3.2 A/O+MBR设计
A/O即缺氧-好氧工艺,能有效降解有机物,且具有脱氮功能。原理是在好氧池鼓风条件下,使水中的氨氮在硝化细菌作用下转化为硝态氮,再通过硝化液回流至缺氧池,使反硝化细菌把硝态氮转化为氮气排放,达到除氮的目的。MBR膜池用于尾端处理,膜能够截住混合液中的活性污泥和大分子物质,并分离出清水,代替了传统的二沉池,优点是占地小,自动化程度高,出水稳定。
UASB系统主要设计参数见表4。

表4 设计参数
本工程格栅井、调节池、UASB、沉淀池、缺氧池、好氧池、膜池,其中除地上UASB罐体外其他均为地埋式钢筋混凝土结构。以总进水60方/天计算,各单体停留时间见表5。

表5 各单体停留时间
4 工艺调试
4.1 UASB系统调试
投加厌氧污泥为啤酒厂厌氧段脱水前的污泥,采用罐车投加,投加量为20 m3,预计COD的浓度为2 000 mg/L左右。培养污泥阶段包括微生物的选择、驯化直至最终的颗粒化。这一阶段的进水水力负荷及有机负荷逐步提高直至最终的设计负荷,可分为5个负荷阶段提高,分别是从2.0 kg/m3·d,4 kg/m3·d,6 kg/ m3·d,8 kg/ m3·d,直至达到设计负荷。进水量每次变动应稳定运行6~8天,或每个负荷阶段处理率达到80%左右时进入下一负荷阶段。UASB系统调试成功后,再进行A/O+MBR的调试。
UASB整个系统的调试时间为50天,检测MLSS约为7 000 mg/L,污泥呈黑色,SV30约50%,污泥形状良好;观察产气量较大。系统运行稳定后,连续监测3天进出重要水质,平均指标见表6。
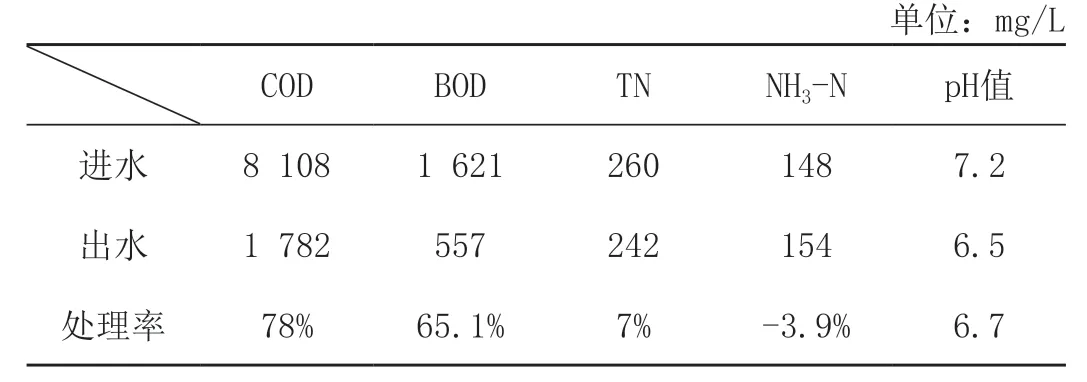
表6 UASB进出水水质
4.2 A/O+MBR组合工艺调试
间歇培养生化污泥:好氧池重新进入2/3有效容积的污水并投入适量菌种接种,接种物为城市污水处理厂的活性污泥或相关废水处理厂的活性污泥。通入污水的同时开动鼓风机,鼓风机必须连续供气,不能间断。控制池液溶解氧在2 mg/L左右。闷曝1~2天后静止1~2 h,排出1/2的上清液。然后通入部分新污水,再次闷曝。如此循环进行间隙培养污泥,每个周期检查污泥浓度一次。闷曝期间要间隙开启膜池至缺氧池的混合液混流泵,回流量控制在40%左右。
连续培养:当曝气池内有一定的活性污泥时(约1 000 mg/L)可以连续培养。连续培养开始时采用小流量的连续进水和出水。当活性污泥浓度约为1 500~4 000 mg/L,且出水水质达标后才可调整出水量,出水量达到额定值后可转入正常运行。最佳污泥浓度为5 000~8 000 mg/L。
5 运行数据统计分析
本项目生活污水膜池初始投泥浓度为2 000 mg/L,运行水温为15~20 ℃时,正常运行时监测MLSS为5 210 mg/L,SV3035%,连续三天监测总进水、总排口出水及UASB出水,见表7。
从表7可以看出,(1)总进水水质指标较为稳定,基本和设计初期调研数值吻合,设计和实际相吻合,污水站运行也趋于稳定;(2)UASB厌氧塔对高浓度有机废水有较好的处理效果,处理效果接近80%,结合表6可以发现UASB对总氮去除率较低,对氨氮会略微增加;(3)总排口水质满足处理后达到《污水排入城市下水道水质标准》(CJ 3082-99)。

表7 总进水、总排口出水及UASB出水质
6 结论与建议
(1)采用UASB+A/O+MBR组合工艺处理高浓度含DMAC有机废水,总排口水质处理后满足《污水排入城市下水道水质标准》(CJ 3082-99)。
(2)尾端出水采用MBR工艺,出水SS浓度低、水质透明,优于国家一级A标准;
(3)UASB厌氧塔对DMAC有机废水预处理较为有效,COD的去除率接近80%,BOD5的去除率为60%左右,且提高了出水的生化性。
(4)考虑到A/O+MBR池的污水生化性B/C约为0.3左右,生化性不是太高,如果把厂内生活污水混入生产废水,能整体提高进水的生化性,出水水质应该会更好。
猜你喜欢
节能与环保(2022年1期)2022-11-21
军事文摘(2022年16期)2022-08-24
中国典型病例大全(2022年7期)2022-04-22
综艺报(2022年4期)2022-03-04
中国核电(2021年3期)2021-08-13
建材发展导向(2021年23期)2021-03-08
华人时刊(2020年21期)2021-01-14
当代化工(2020年11期)2020-12-17
当代工人(2020年13期)2020-09-27
当代工人(2020年8期)2020-05-25
