
PLC控制步进电动机在机械手中的应用*
2022-08-26 07:58王文红
机电工程技术 2022年7期
王文红,任 娟,金 浩
(沙洲职业工学院,江苏张家港 215600)
0 引言
机械手是近几十年发展起来的一种高科技自动操作装置,完成抓取、搬运、装配、焊接、检测、码垛、上下料等,应用非常广泛,在自动化工厂随处可见。机械手能按程序完成精准的动作,依靠各自由度精确的位置控制。
步进电动机是一种用电脉冲控制运转的电动机,可以实现高精度的角度控制,由于可以用数字信号直接控制,因此很容易与微机相连接,是位置控制中不可缺少的执行装置[1]。
与步进电动机相连的微机常用的有单片机、可编程控制器(PLC)等[2]。单片机是嵌入式微控制器,结构小巧,成本低,比较灵活,通过程序来实现各控制功能。但单片机实现位置控制,需要二次开发,还要设计接口、驱动等外围电路,软件设计也较复杂,且系统的抗干扰性能不够好,可靠性并不高。
可编程控制器(PLC)是以微处理器为核心的工业控制装置,功能强大、可靠性高,通用性好,已广泛用于自动化控制的各个领域,是现代工业控制的支柱产品。PLC配合步进驱动器,并利用专用的脉冲控制指令,可以对步进电动机进行有效控制,到达位置的精确控制。与单片机控制系统相比,硬件设计更简单、软件编程更便捷,控制系统抗干扰能力也更好。
本文介绍PLC控制步进电动机,对机械手精确的位置控制,实现工件定点搬运功能。
1 机械手结构
机械手由底盘、横轴、竖轴和手爪等组成,如图1所示。手爪是一手爪气缸,气控实现其夹紧和张开动作,手爪气缸安装在横轴上,由横轴步进电动机驱动可作水平伸缩运动,手爪在直流电动机驱动下可在一定范围(0°~270°)内回转;竖轴步进电动机驱动整个横轴作上下移动;整个机械手(横轴、竖轴和手爪)在底盘直流电动机驱动下可在一定范围内(0°~270°)的转动[3]。
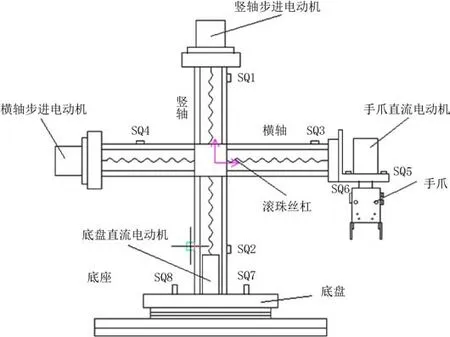
图1 机械手结构
为方便完成工件定点搬运,机械手在水平伸缩、上下升降、整体回转、手爪回转4个自由度上需精确定位。其中,机械手水平伸缩、上下升降的位置控制采用步进驱动方式。
2 基于PLC的步进电动机位置控制系统
2.1 控制原理
机械手水平伸缩和上下升降的位置控制采用PLC+步进驱动方式,其位置控制系统主要由PLC、步进驱动器、步进电动机、传动机构等组成。如图2所示,PLC为核心控制器,并输出脉冲信号;步进驱动器起放大信号(主要是电流)作用;步进电动机是执行电机;传动机构将步进电动机的旋转运动转变为直线运动[4]。在机械手系统中,PLC以一定的频率和方向发送脉冲信号,通过步进驱动器,使步进电动机以一定速度和方向,完成精确角位移,通过联轴器带动滚珠丝杠副,实现机械手的水平(或上下)直线位移,在横轴(或竖轴)两端加限位开关作终端保护。

图2 步进电动机位置控制系统
2.2 电气硬件设计
可编程控制器控制步进电动机,PLC必须选择晶体管输出型,有高速脉冲输出功能。选松下FP1-C16T,输入点8点(X0~X7),输出点8点(Y0~Y7),脉冲频率高达10 kHz,同时可以输出两路高速脉冲[5],分别控制横轴步进电动机和竖轴步进电动机。其中,Y0接步进脉冲信号,Y2接方向信号,Y0和Y2配合完成横轴控制;同理,Y1接步进脉冲信号,Y3接方向信号,Y1和Y3配合完成竖轴控制。
根据负载的大小,同时为满足机械手系统中横轴和竖轴的定位精度要求,选二相混合式步进电动机,型号42BYG250C,主要参数:步距角0.9°/1.8°,相电流1.5 A,额定转矩0.54 N·m,按八拍工作方式,通电方式是A—AB—B—B(-A)—(-A)—(-A)(-B)—(-B)—(-B)A—A的次序轮流通电[6]。
步进驱动器与步进电动机配合决定了步进驱动系统的运行性能,本系统选用森创两相混合式步进细分驱动器,型号SH-20403,主要参数:工作电源10 V-40 VDC,最大3 A输出电流,最大64细分[7]。为提高步进电动机的控制精度,并使步进驱动系统达到良好的运行性能,驱动器需完成细分设置和输出电流设置。第一,细分设置,细分实质是拆分步距角,利用驱动器上拨位开关的SW1、SW2、SW3三位可组合出7种的细分模式。在满足被控对象控制精度要求的前提下,同时考虑系统频率允许,合理选择细分数[8],本系统驱动器选择2细分模式,SW1、SW2、SW3分别为ON、OFF、OFF。第二,电流设置,利用驱动器上拨位开关SW5、SW6、SW7三位可组合出8种的输出电流,以配合不同的步进电动机使用。驱动器动态电流的设定一般取决于负载及加速转矩,若太小,电机将带不动负载,出现堵转;若太大,电机过热易烧坏且噪音大。在保证速度和力矩下,为了延长步进驱动系统的使用寿命,驱动器输出电流设定与步进电动机额定相电流相当或略低一些[2]。本机械手步进驱动电流设置为1.5 A,SW5、SW6、SW7分别为ON、OFF、ON。
以PLC控制机械手横轴为例,PLC与步进电动机的接线图如图3所示[9],PLC输出端COM接DC24V负极,驱动器OPTO公共端接DC24 V正极,PLC输出端Y0串分压电阻R(2 kΩ)接驱动器CP步进脉冲信号,PLC输出端Y2串分压电阻R(2 kΩ)接驱动器DIR方向电平信号,FREE脱机信号悬空不接;步进电动机上4根接线(A+、A-、B+、B-)直接和驱动器(A+、A-、B+、B-)相连;驱动器电源输入DC24 V。
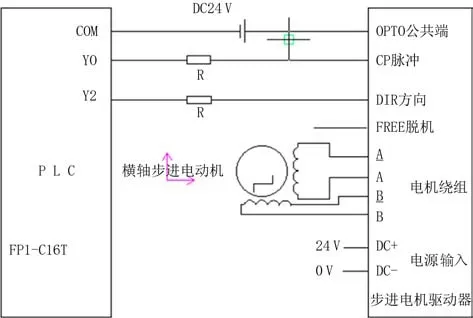
图3 PLC控制步进电动机电气接线图
2.3 PLC软件设计
在机械手系统,机械手水平伸缩和上下升降的位置精确控制由PLC控制步进电动机来实现,PLC程序中脉冲数,决定步进电动机转角;PLC程序中脉冲频率,决定步进电动机转速;PLC程序中方向信号决定步进电动机转动方向。
2.3.1 步进电动机位置控制
机械手系统中,PLC控制步进电动机转动,由滚珠丝杠副实现机械手横向(或纵向)直线移动,其移动距离L(mm)与PLC发出脉冲数N之间的关系为:

式中:P为滚珠丝杠螺距,P=4 mm;θ为步进电动机步距角,θ=0.9°;m为步进驱动器细分数,m=2。
应用中,根据机械手横轴(或竖轴)实际所要移动距离,按公式可以方便地计算出PLC编程中重要参数——脉冲数。
2.3.2 步进电动机速度控制
机械手系统中,PLC控制步进电动机转动,由滚珠丝杠副实现机械手横向(或纵向)直线移动,其移动速度(mm/s)与PLC发出脉冲频率f之间的关系为:

式中:P为滚珠丝杠螺距,P=4 mm;Zr为步进电动机转子齿数,Zr=50;K为步进电动机运行拍数,K=8。
应用中,根据机械手横轴(或竖轴)实际所需移动速度,按公式可以方便地计算出PLC编程中重要参数——脉冲频率(运行频率)。
步进电动机从静止开始起动,需克服惯性转矩,电动机能响应且不失步,起动频率一般较低,然后逐渐加速到所需的运行频率。当电动机从运行频率到停止时,为防止位置过冲现象,先减速再停止。因此,步进电动机的速度按“起动-升频-稳频-降频-停止”的过程,呈梯形速度特性。
2.3.3 步进电动机PLC程序设计
为配合步进电动机运动控制,实现位置和速度控制要求,松下FP1 PLC有专用的高速脉冲输出指令,脉冲输出指令需设定控制代码(输出方式)、初始速度(起动频率、开始频率)、最大速度(运行频率)、加(减)时间、目标值5个参数。以机械手横轴步进电动机定位控制为例,为了能快速平稳地起停、运行,运行参数确定如下:起动频率为500 Hz,运行频率为2 000 Hz,频率上升、下降时间为500 ms,脉冲数为8 000个,PLC程序如图4a)所示[10],当输入条件满足时,功能指令F0(MV)或F1(DMV)完成控制参数的赋值,F168(SPD1)位置控制指令从Y0输出脉冲8 000个,完成横轴步进电动机位移40 mm,运行速度20 mm/s,图4(b)为其运行速度f/t图。
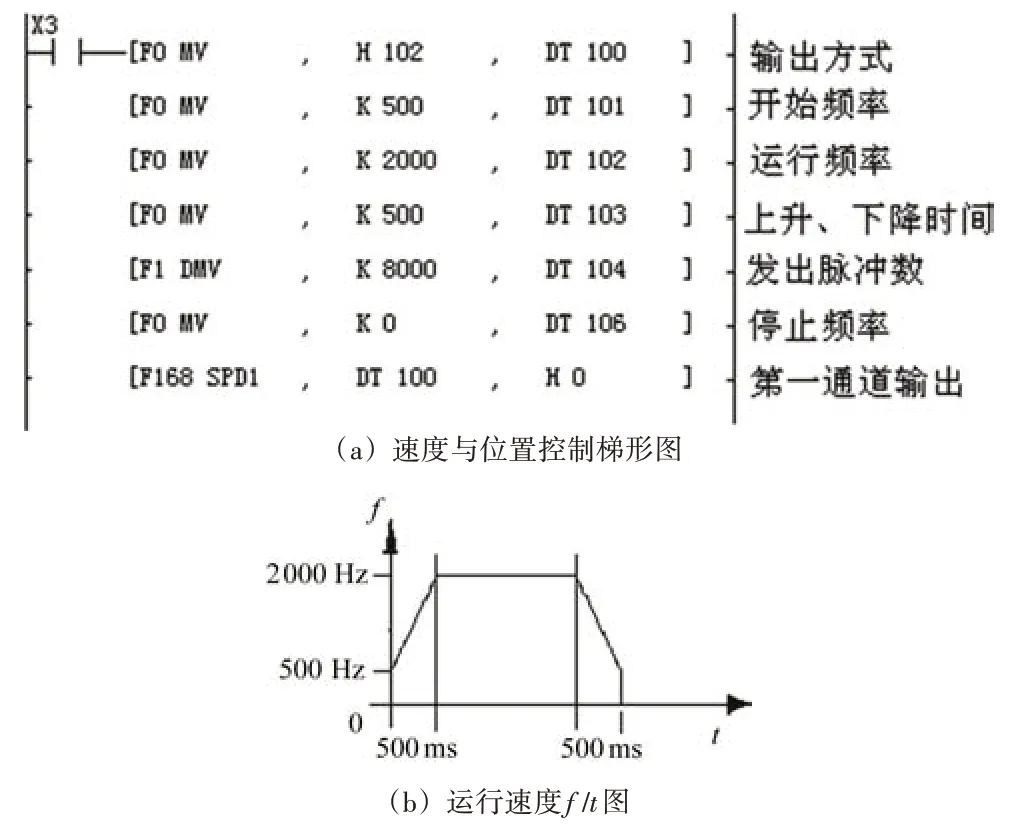
图4 速度与位置控制梯形图及运行速度f/t图
3 结束语
步进电动机具有较好的位置精度和运动重复性、微机控制方便等诸多优点。应用PLC控制步进电动,配合步进驱动器,通过合理设置细分和输出电流,有效保证控制精度和运行效果;PLC程序中应用专用的位置控制指令,通过修改参数,有效进行速度控制,达到精确位置控制要求。
在本文设计的机械手中,用一台PLC控制两台步进电动机,通过滚珠丝杠副实现机械手横向和纵向直线运动,完成机械手伸缩半径和升降高度的精确定位,横向、纵向往复移动距离280 mm,位置精度±0.02 mm,实现了在开环控制方式下达到较好的定位效果。
猜你喜欢
中国设备工程(2022年15期)2022-08-19
放射学实践(2022年5期)2022-05-19
北华大学学报(自然科学版)(2021年3期)2021-07-13
哈尔滨轴承(2020年3期)2021-01-26
中学生数理化·七年级数学人教版(2020年8期)2020-08-10
电脑爱好者(2020年6期)2020-05-26
电子制作(2019年13期)2020-01-14
环球时报(2019-07-18)2019-07-18
中华建设(2019年5期)2019-07-05
北京航空航天大学学报(2017年5期)2017-11-23
